
一种塑料管材的辊压定型装置.pdf

是你****枝呀


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种塑料管材的辊压定型装置.pdf
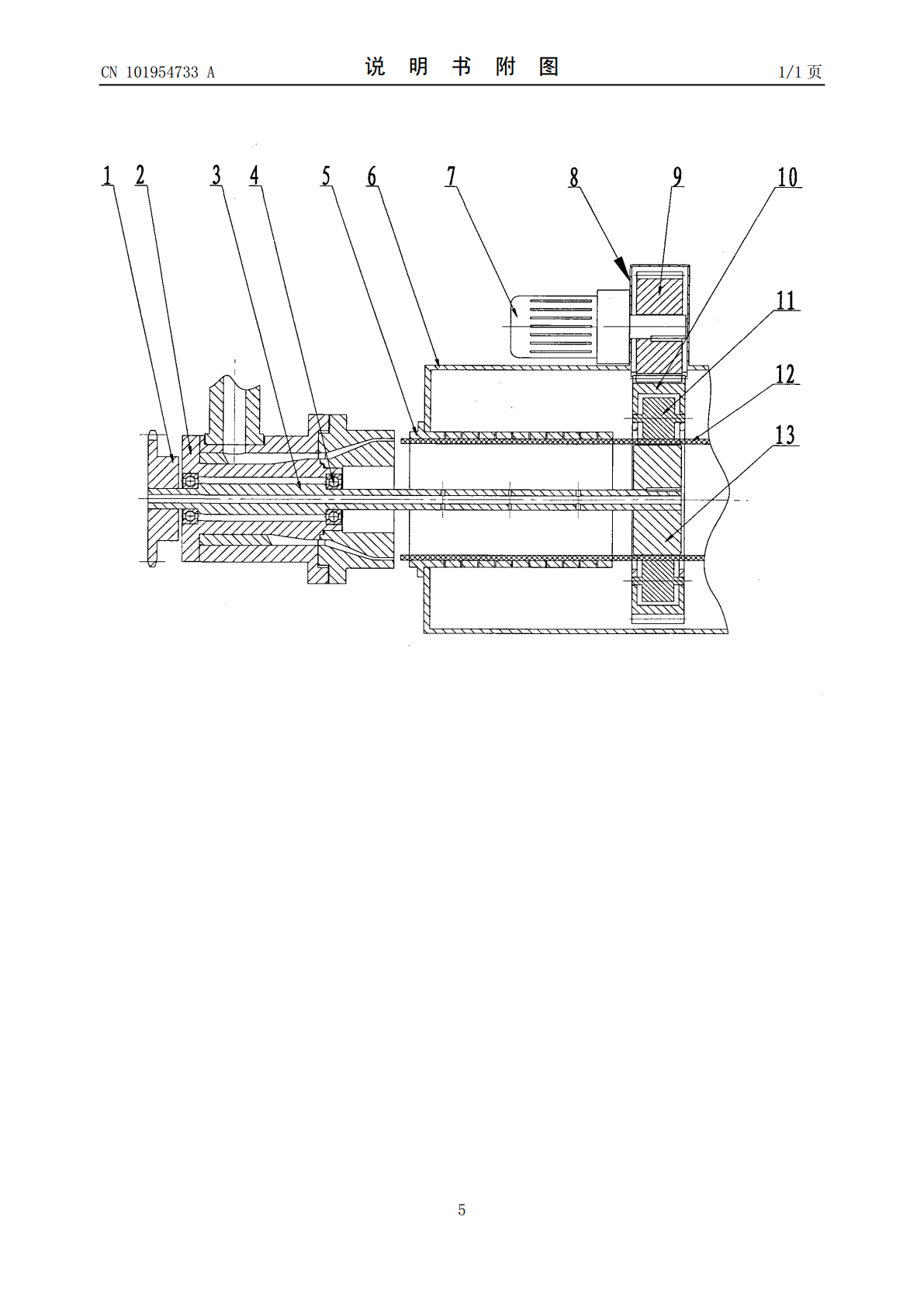
一种塑料管材的辊压定型装置,用于塑料管材生产过程中的高质量定型。将塑料挤出机头做成侧面进料的直角机头,将机头的芯棒做成空心形式,从空心芯棒中心穿过一传动轴,使其轴端伸到真空定径套的出口处,在该端装有一个镜面辊筒做为管材的内辊压筒;同时在真空定型箱中定径套的出口处装一环行的轮架,在环行的轮架的内圆周上装上若干各等间距分布的小行星镜面辊筒做为管材的外辊压筒;内辊压筒通过安装在挤出机头尾部的链轮驱动而旋转,外辊压筒通过安装在真空定型箱外部的电机齿轮箱驱动,在随着环行的轮架公转的同时进行自转,这样塑料管材在经过真
塑料管材冷却定型装置.pdf
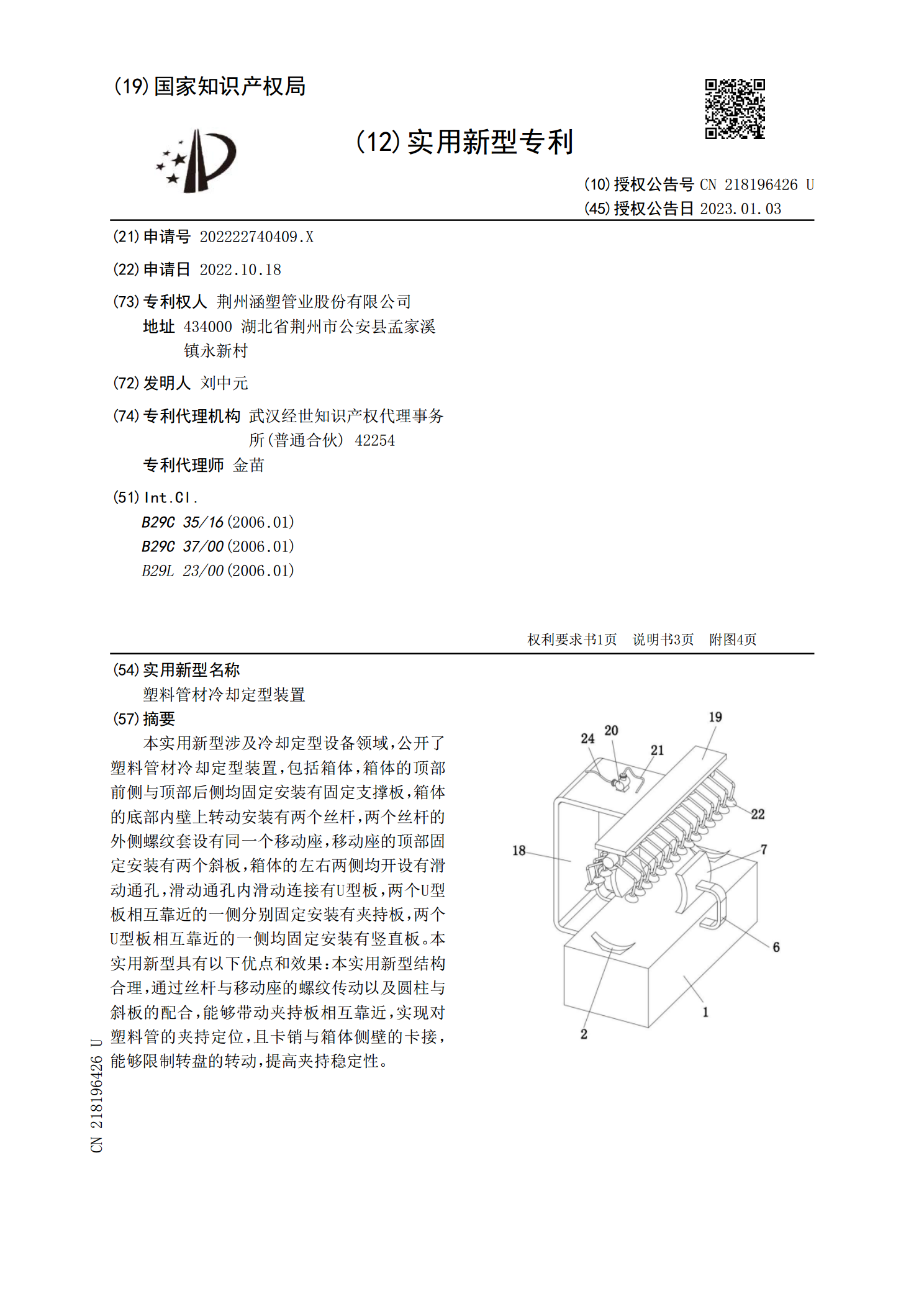
本实用新型涉及冷却定型设备领域,公开了塑料管材冷却定型装置,包括箱体,箱体的顶部前侧与顶部后侧均固定安装有固定支撑板,箱体的底部内壁上转动安装有两个丝杆,两个丝杆的外侧螺纹套设有同一个移动座,移动座的顶部固定安装有两个斜板,箱体的左右两侧均开设有滑动通孔,滑动通孔内滑动连接有U型板,两个U型板相互靠近的一侧分别固定安装有夹持板,两个U型板相互靠近的一侧均固定安装有竖直板。本实用新型具有以下优点和效果:本实用新型结构合理,通过丝杆与移动座的螺纹传动以及圆柱与斜板的配合,能够带动夹持板相互靠近,实现对塑料管的

塑料管材生产辅助定型装置.pdf
本发明公开了一种塑料管材生产辅助定型装置,包括框架,所述框架通过左转轴、右转轴安装有可旋转的左辊轮、右辊轮。所述的左辊轮与右辊轮为从两端向中间逐渐变细的形状。所述框架上安装有上直线导轨、下直线导轨,所述上直线导轨与下直线导轨的滑块上固定有左移动件、右移动件,所述左转轴、右转轴安装在所述的左移动件、右移动件上,所述的框架上安装有推动所述左移动件与右移动件在所述的上直线导轨、下直线导轨上前进/后退的推进装置。本发明的辅助定型装置,能够使得塑管既能够以较快的速度进行生产,也能保证塑管的圆度,结构简单、造价低廉。

一种棒管材外围连续辊压装置.pdf
本发明涉及一种辊压装置,尤其涉及一种棒管材外围连续辊压装置,属于精密成形技术领域。包括辊压轮套筒支架、辊压滑块连杆、辊压滑块连杆座、辊压轮套筒、辊压轮转轴、辊压轮、辊压调节滑块、辊压滑块压杆以及弹性调节机构等,本发明采用对称的滑块—转轴—连杆动态调节机构,辊压轮转轴与辊压调节滑块球铰连接,通过辊压轮转轴两端上下摆动带动两个辊压调节滑块反向上下运动,进而通过辊压滑块压杆带动辊压滑块连杆左右摆动,实现辊压轮角度的自动调节,确保整个下料过程辊压轮始终与棒管料线贴合,进而避免辊压轮与棒管材的接触变成点接触造成棒材
一种塑料挤出生产用压辊装置.pdf
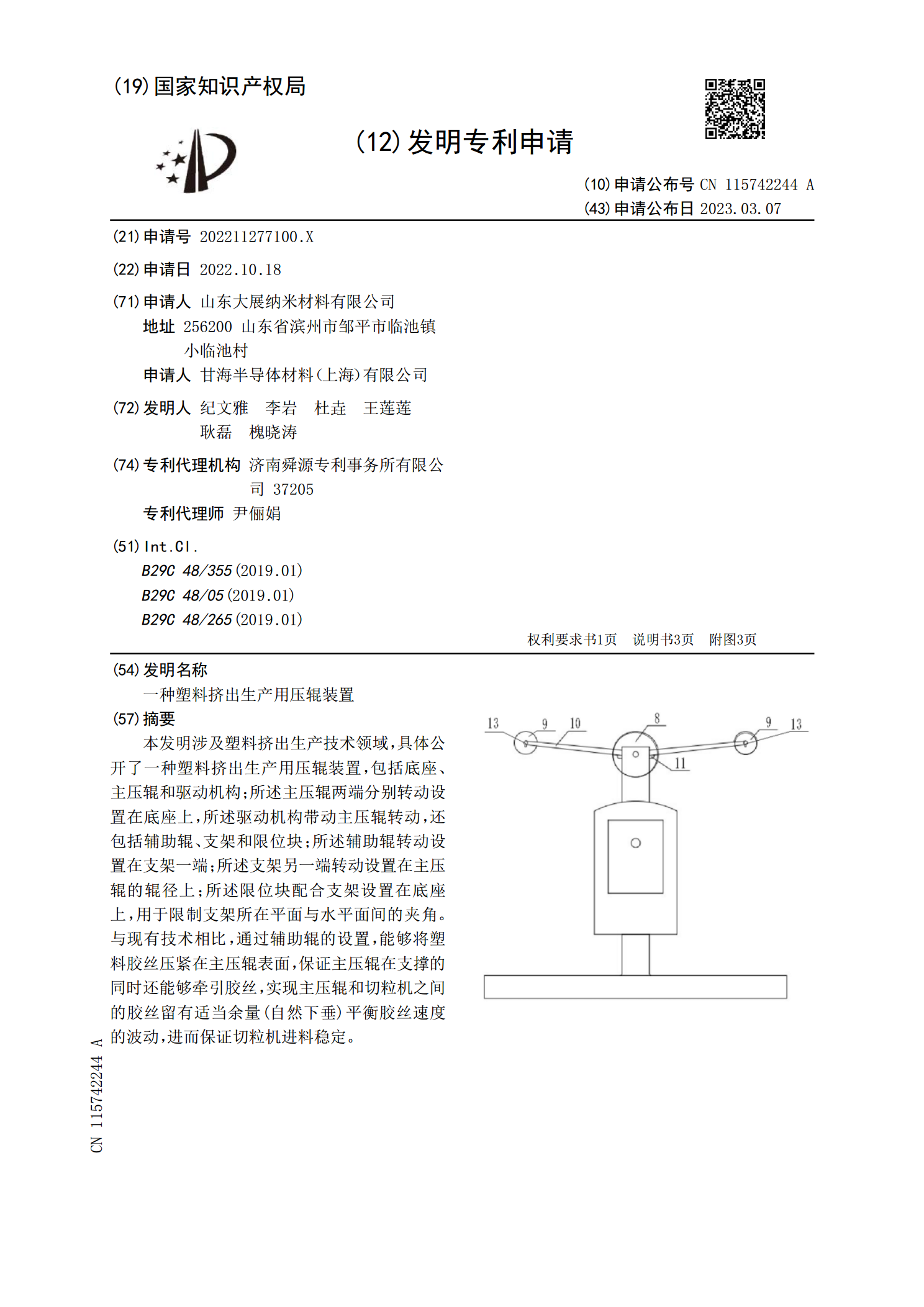
本发明涉及塑料挤出生产技术领域,具体公开了一种塑料挤出生产用压辊装置,包括底座、主压辊和驱动机构;所述主压辊两端分别转动设置在底座上,所述驱动机构带动主压辊转动,还包括辅助辊、支架和限位块;所述辅助辊转动设置在支架一端;所述支架另一端转动设置在主压辊的辊径上;所述限位块配合支架设置在底座上,用于限制支架所在平面与水平面间的夹角。与现有技术相比,通过辅助辊的设置,能够将塑料胶丝压紧在主压辊表面,保证主压辊在支撑的同时还能够牵引胶丝,实现主压辊和切粒机之间的胶丝留有适当余量(自然下垂)平衡胶丝速度的波动,进而