
一种智能卡铣槽机的铣槽方法.pdf

哲妍****彩妍


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种智能卡铣槽机的铣槽方法.pdf
本发明提供一种智能卡铣槽机的铣槽方法,包括下述步骤:(1)设置直径不同的两铣刀于铣槽机同步运行的两工位,并区分粗刀及细刀;(2)使细刀在竖直的Z方向先下刀,并控制其在平面的X、Y方向按方形路线走刀,按要求加工出其中一张卡的轮廓边;(3)根据两铣刀直径的差距调整X、Y方向的走刀量,保证粗刀亦加工出与步骤(2)所述轮廓边,使两刀同时下刀,按设定的走刀量沿方形路线走刀,使粗刀按SIM卡方形凹位的尺寸要求加工出另一张卡的轮廓边,此过程细刀铣掉方形凹位内一部分未铣材料;(4)使两铣刀同时分别铣掉两卡的方形凹位内剩余
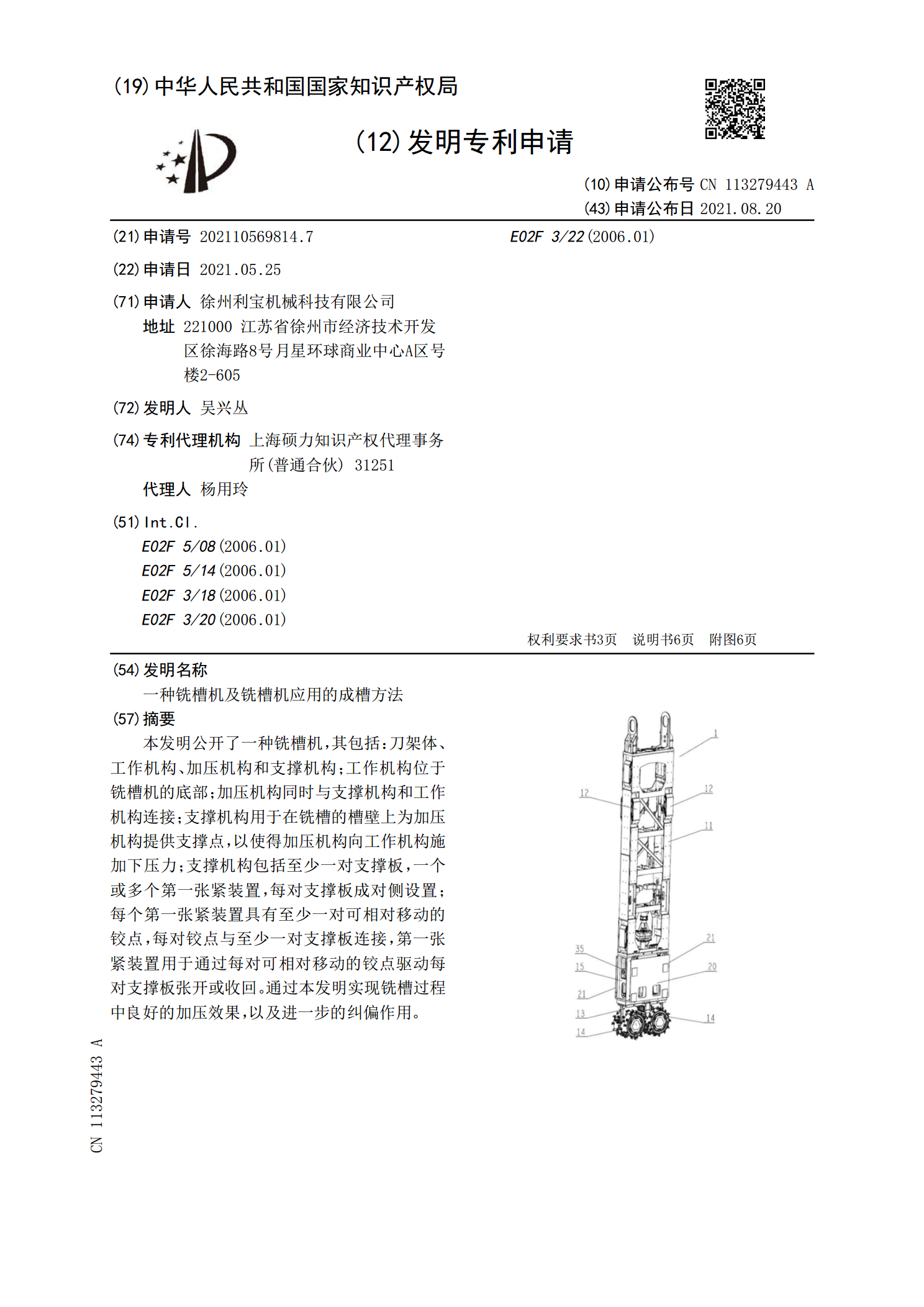
一种铣槽机及铣槽机应用的成槽方法.pdf
本发明公开了一种铣槽机,其包括:刀架体、工作机构、加压机构和支撑机构;工作机构位于铣槽机的底部;加压机构同时与支撑机构和工作机构连接;支撑机构用于在铣槽的槽壁上为加压机构提供支撑点,以使得加压机构向工作机构施加下压力;支撑机构包括至少一对支撑板,一个或多个第一张紧装置,每对支撑板成对侧设置;每个第一张紧装置具有至少一对可相对移动的铰点,每对铰点与至少一对支撑板连接,第一张紧装置用于通过每对可相对移动的铰点驱动每对支撑板张开或收回。通过本发明实现铣槽过程中良好的加压效果,以及进一步的纠偏作用。
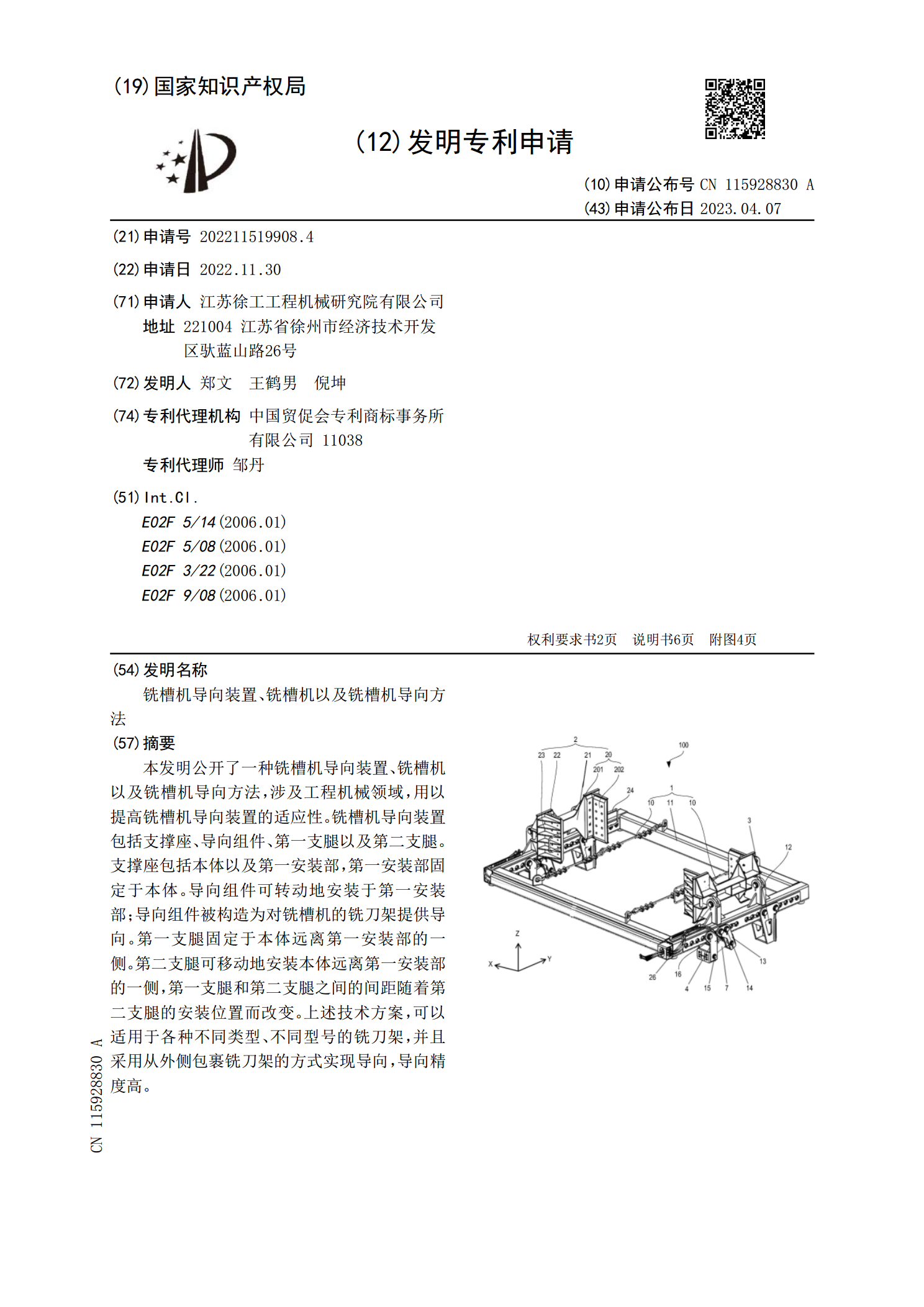
铣槽机导向装置、铣槽机以及铣槽机导向方法.pdf
本发明公开了一种铣槽机导向装置、铣槽机以及铣槽机导向方法,涉及工程机械领域,用以提高铣槽机导向装置的适应性。铣槽机导向装置包括支撑座、导向组件、第一支腿以及第二支腿。支撑座包括本体以及第一安装部,第一安装部固定于本体。导向组件可转动地安装于第一安装部;导向组件被构造为对铣槽机的铣刀架提供导向。第一支腿固定于本体远离第一安装部的一侧。第二支腿可移动地安装本体远离第一安装部的一侧,第一支腿和第二支腿之间的间距随着第二支腿的安装位置而改变。上述技术方案,可以适用于各种不同类型、不同型号的铣刀架,并且采用从外侧包
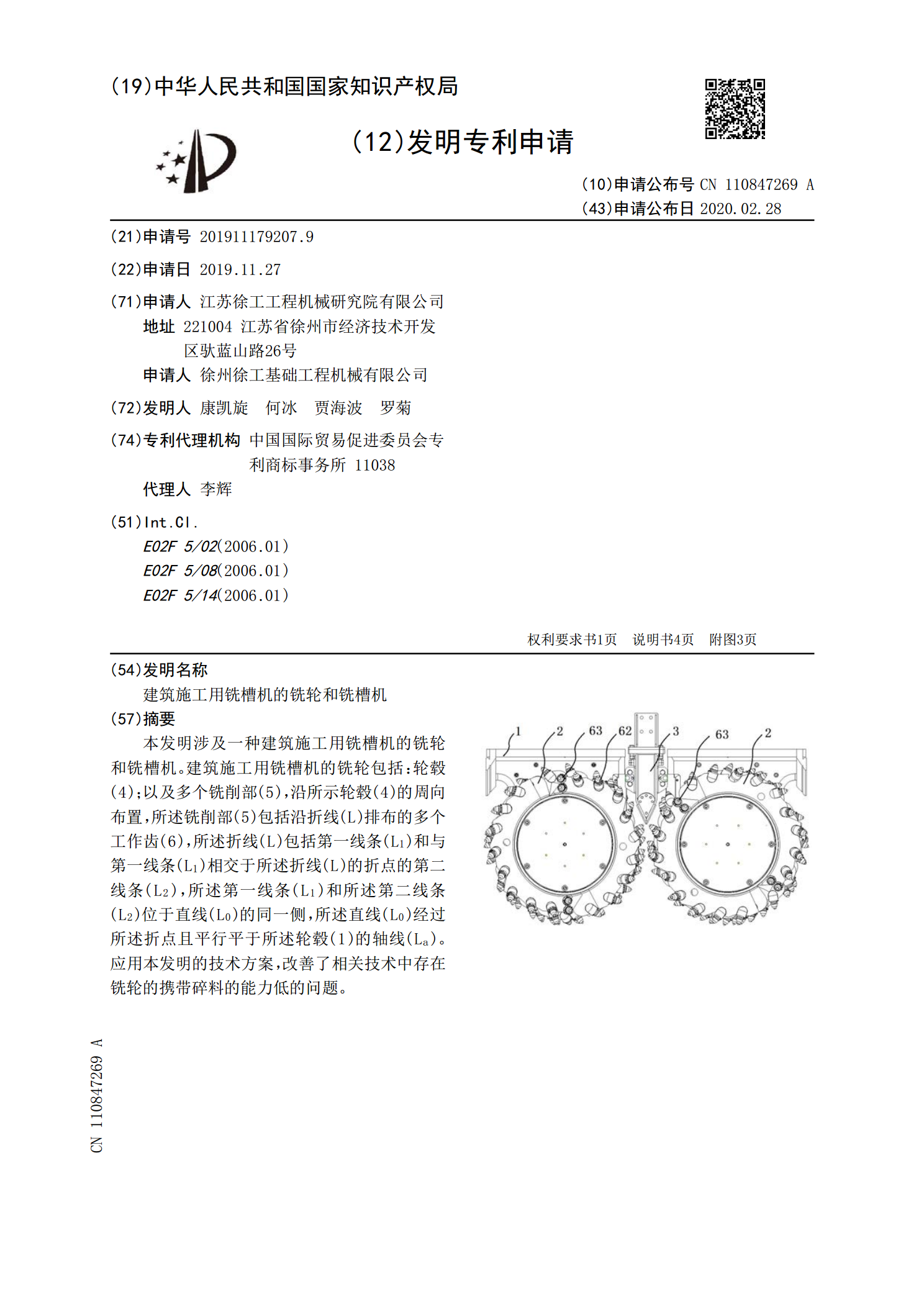
建筑施工用铣槽机的铣轮和铣槽机.pdf
本发明涉及一种建筑施工用铣槽机的铣轮和铣槽机。建筑施工用铣槽机的铣轮包括:轮毂(4);以及多个铣削部(5),沿所示轮毂(4)的周向布置,所述铣削部(5)包括沿折线(L)排布的多个工作齿(6),所述折线(L)包括第一线条(L
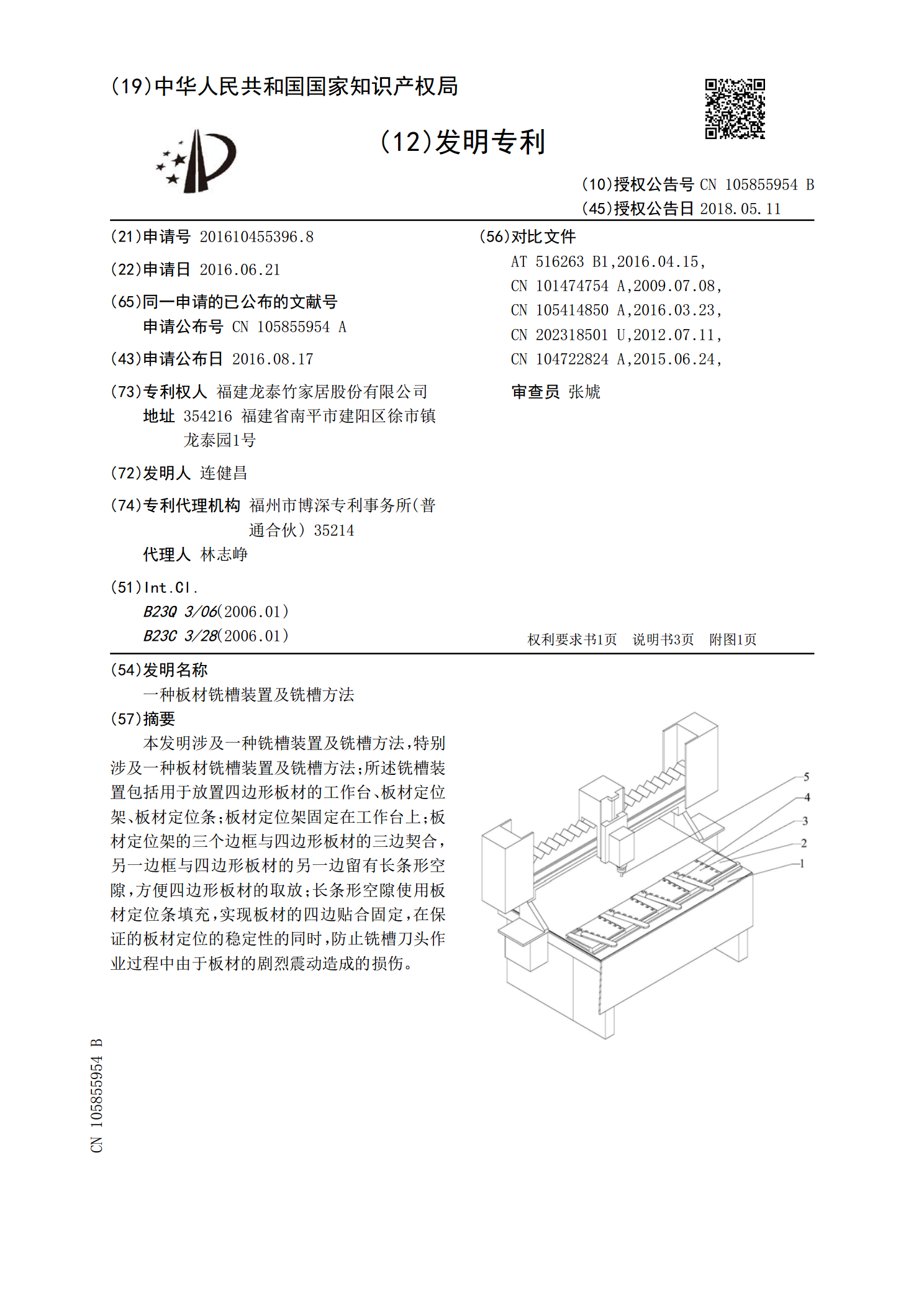
一种板材铣槽装置及铣槽方法.pdf
本发明涉及一种铣槽装置及铣槽方法,特别涉及一种板材铣槽装置及铣槽方法;所述铣槽装置包括用于放置四边形板材的工作台、板材定位架、板材定位条;板材定位架固定在工作台上;板材定位架的三个边框与四边形板材的三边契合,另一边框与四边形板材的另一边留有长条形空隙,方便四边形板材的取放;长条形空隙使用板材定位条填充,实现板材的四边贴合固定,在保证的板材定位的稳定性的同时,防止铣槽刀头作业过程中由于板材的剧烈震动造成的损伤。