预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...
在线预览结束,喜欢就下载吧,查找使用更方便
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
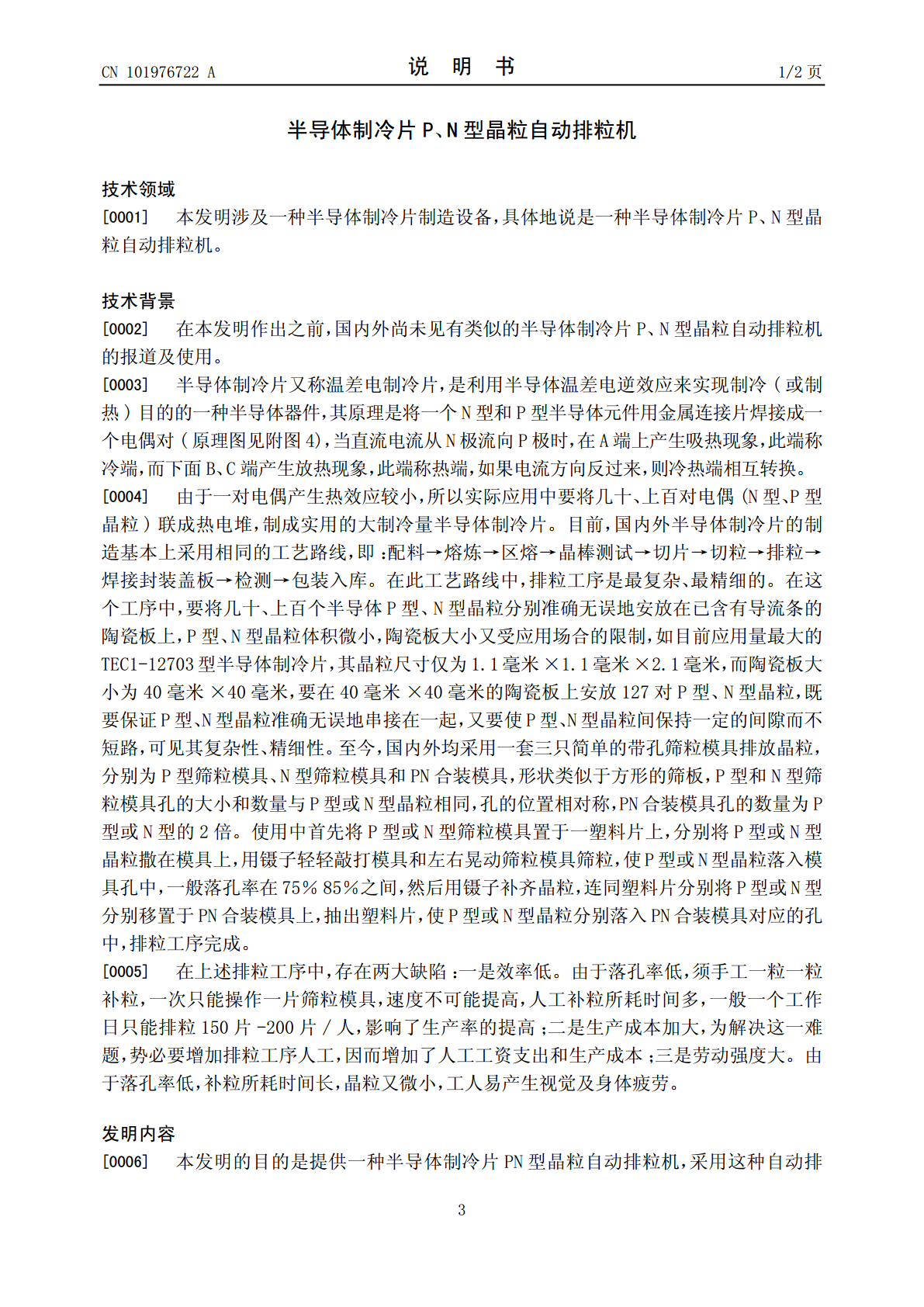
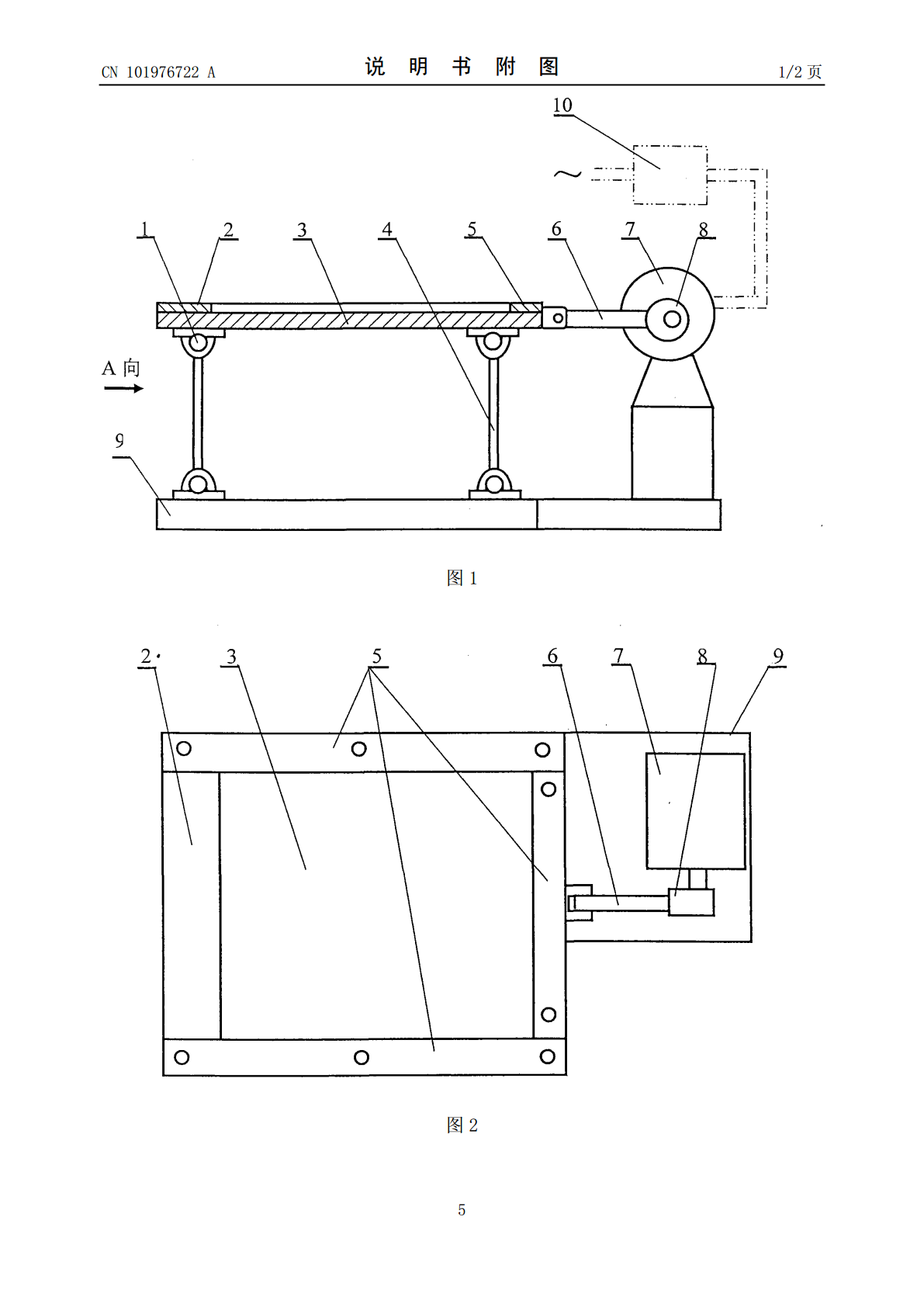
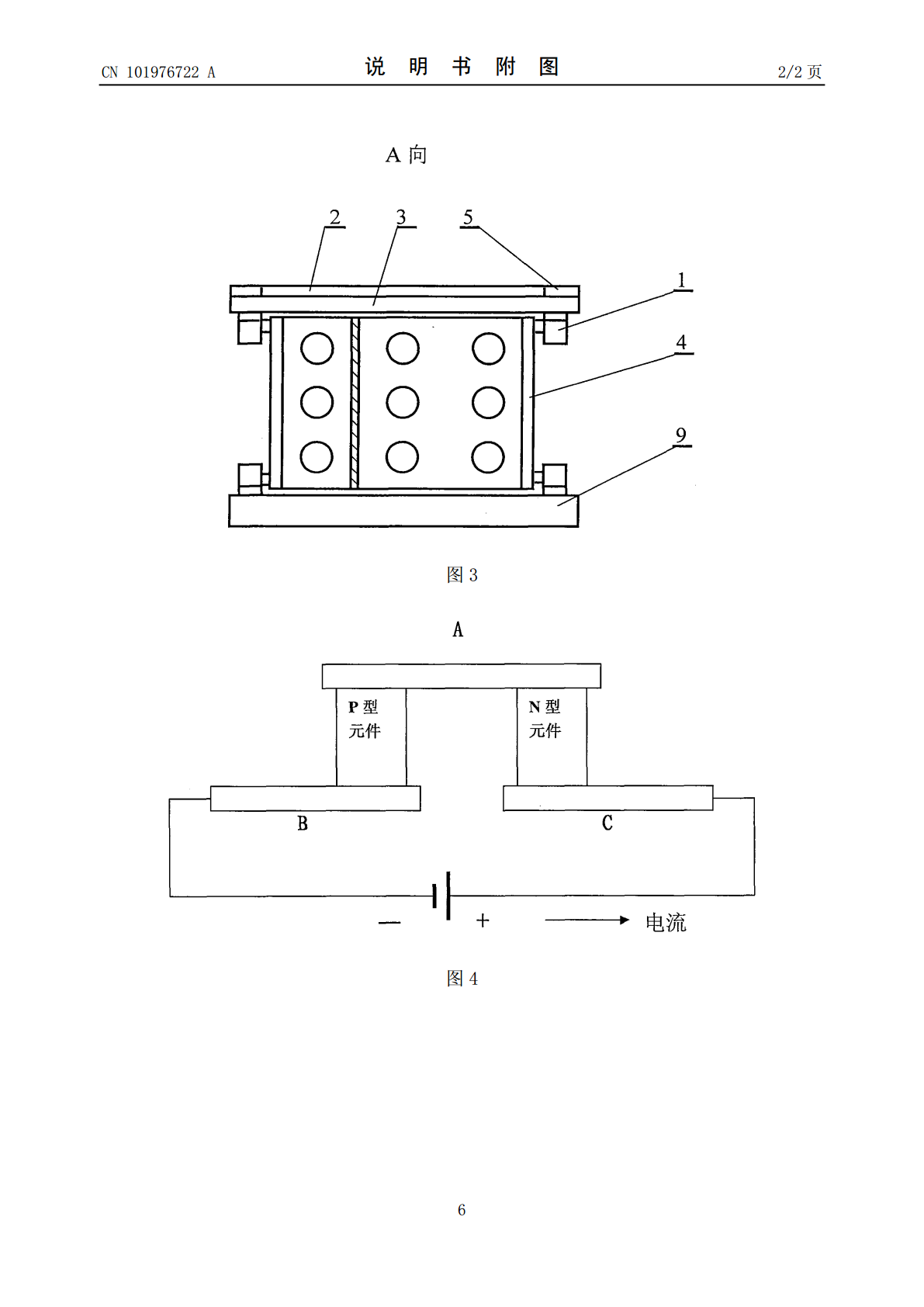
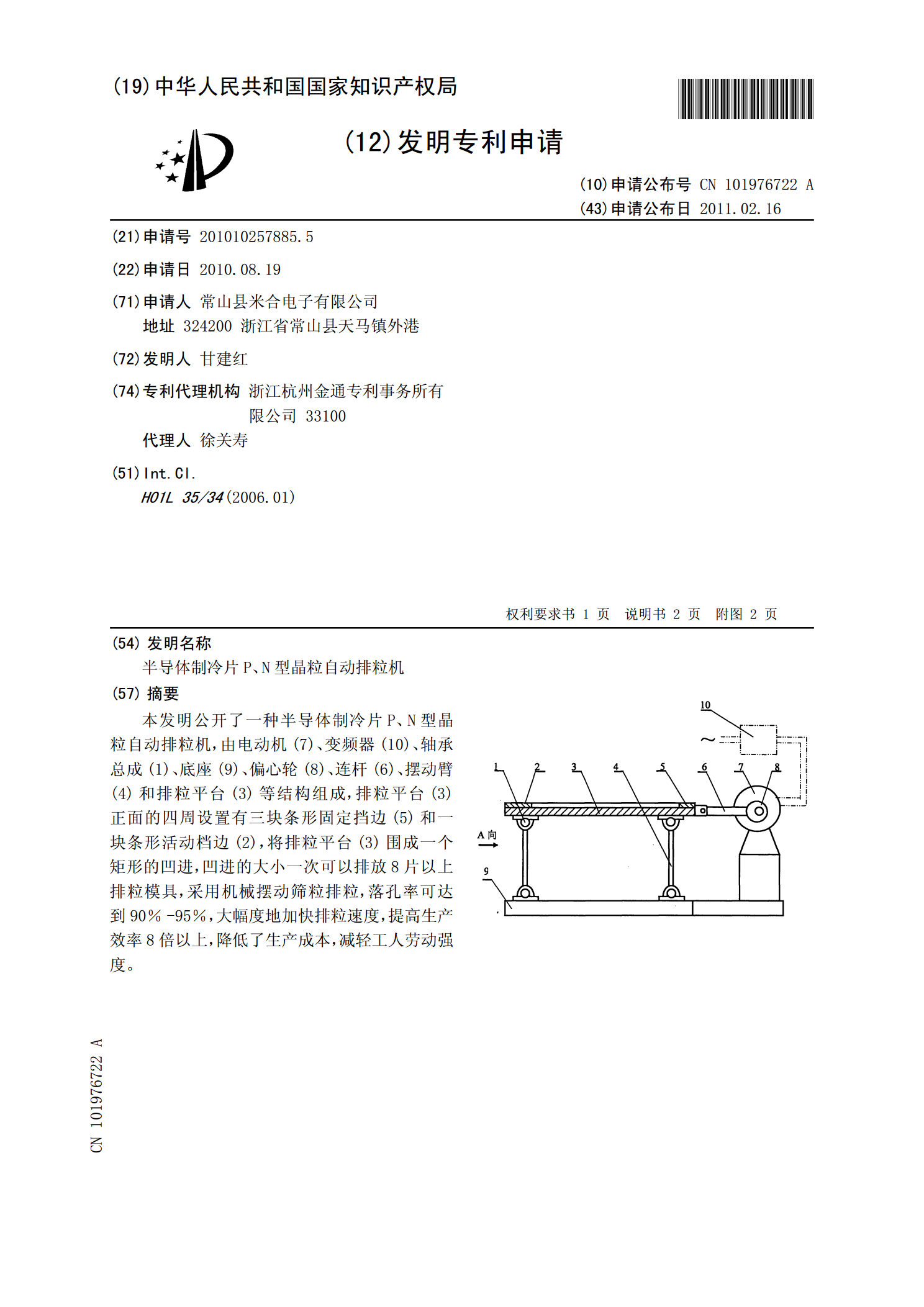
(19)中华人民共和国国家知识产权局*CN101976722A*(12)发明专利申请(10)申请公布号CN101976722A(43)申请公布日2011.02.16(21)申请号201010257885.5(22)申请日2010.08.19(71)申请人常山县米合电子有限公司地址324200浙江省常山县天马镇外港(72)发明人甘建红(74)专利代理机构浙江杭州金通专利事务所有限公司33100代理人徐关寿(51)Int.Cl.H01L35/34(2006.01)权利要求书1页说明书2页附图2页(54)发明名称半导体制冷片P、N型晶粒自动排粒机(57)摘要本发明公开了一种半导体制冷片P、N型晶粒自动排粒机,由电动机(7)、变频器(10)、轴承总成(1)、底座(9)、偏心轮(8)、连杆(6)、摆动臂(4)和排粒平台(3)等结构组成,排粒平台(3)正面的四周设置有三块条形固定挡边(5)和一块条形活动档边(2),将排粒平台(3)围成一个矩形的凹进,凹进的大小一次可以排放8片以上排粒模具,采用机械摆动筛粒排粒,落孔率可达到90%-95%,大幅度地加快排粒速度,提高生产效率8倍以上,降低了生产成本,减轻工人劳动强度。CN109762ACCNN110197672201976727A权利要求书1/1页1.一种半导体制冷片P、N型晶粒自动排粒机,由电动机(7)、变频器(10)、轴承总成(1)组成,其特征在于:其还含有底座(9)、偏心轮(8)、连杆(6)、摆动臂(4)和排粒平台(3)等结构,电动机(7)固定在底座上(9);排粒平台(3)为矩形钢板结构,排粒平台(3)正面的四周设置有三块条形固定挡边(5)和一块条形活动档边(2),将排粒平台(3)围成一个矩形的凹进,凹进的大小是一片排粒模具的整数倍;排粒平台(3)背面通过轴承总成(1)和摆动臂(4)与底座(9)连接,排粒平台(3)的一端通过连杆(6)和偏心轮(8)与电动机(7)转轴连接。2.根据权利要求1所说的半导体制冷片P、N型晶粒自动排粒机,其特征在于:偏心轮(8)的偏心距为1毫米-3毫米。3.根据权利要求1所说的半导体制冷片P、N型晶粒自动排粒机,其特征在于:所说的活动档边(2)按2/8比例分割成两块。4.根据权利要求1所说的半导体制冷片P、N型晶粒自动排粒机,其特征在于:在小块活动档边(2)下的排粒平台(3)设置一个通孔。2CCNN110197672201976727A说明书1/2页半导体制冷片P、N型晶粒自动排粒机技术领域[0001]本发明涉及一种半导体制冷片制造设备,具体地说是一种半导体制冷片P、N型晶粒自动排粒机。技术背景[0002]在本发明作出之前,国内外尚未见有类似的半导体制冷片P、N型晶粒自动排粒机的报道及使用。[0003]半导体制冷片又称温差电制冷片,是利用半导体温差电逆效应来实现制冷(或制热)目的的一种半导体器件,其原理是将一个N型和P型半导体元件用金属连接片焊接成一个电偶对(原理图见附图4),当直流电流从N极流向P极时,在A端上产生吸热现象,此端称冷端,而下面B、C端产生放热现象,此端称热端,如果电流方向反过来,则冷热端相互转换。[0004]由于一对电偶产生热效应较小,所以实际应用中要将几十、上百对电偶(N型、P型晶粒)联成热电堆,制成实用的大制冷量半导体制冷片。目前,国内外半导体制冷片的制造基本上采用相同的工艺路线,即:配料→熔炼→区熔→晶棒测试→切片→切粒→排粒→焊接封装盖板→检测→包装入库。在此工艺路线中,排粒工序是最复杂、最精细的。在这个工序中,要将几十、上百个半导体P型、N型晶粒分别准确无误地安放在已含有导流条的陶瓷板上,P型、N型晶粒体积微小,陶瓷板大小又受应用场合的限制,如目前应用量最大的TEC1-12703型半导体制冷片,其晶粒尺寸仅为1.1毫米×1.1毫米×2.1毫米,而陶瓷板大小为40毫米×40毫米,要在40毫米×40毫米的陶瓷板上安放127对P型、N型晶粒,既要保证P型、N型晶粒准确无误地串接在一起,又要使P型、N型晶粒间保持一定的间隙而不短路,可见其复杂性、精细性。至今,国内外均采用一套三只简单的带孔筛粒模具排放晶粒,分别为P型筛粒模具、N型筛粒模具和PN合装模具,形状类似于方形的筛板,P型和N型筛粒模具孔的大小和数量与P型或N型晶粒相同,孔的位置相对称,PN合装模具孔的数量为P型或N型的2倍。使用中首先将P型或N型筛粒模具置于一塑料片上,分别将P型或N型晶粒撒在模具上,用镊子轻轻敲打模具和左右晃动筛粒模具筛粒,使P型或N型晶粒落入模具孔中,一般落孔率在75%85%之间,然后用镊子补齐晶粒,连同塑料片分别将P型或N型分别移置于PN合装模具上,抽出塑料片,使P型或N型晶粒分别落入PN合装模具对应的孔中,排粒工序完成。[0005]在上述排粒工序中,存在两大