
无缝气瓶正向旋轮热旋压收底方法.pdf

是你****馨呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

无缝气瓶正向旋轮热旋压收底方法.pdf
本发明公开了一种无缝气瓶正向旋轮热旋压收底方法。其包括如下步骤:1)将钢管收底段加热到1050~1100℃;2)对钢管收底段进行进行7~8道次的标准半球形正向封口旋压,获得半球形封头;3)再对所得半球形封头进行7~10道次的半椭球封头成形和底部增厚旋压,获得底部增厚的半椭球封头;4)最后对封头表面进行光整旋压,从而完成无缝气瓶的热旋压收底。本发明采用正向旋轮热旋压对无缝气瓶收底成形,可以降低气瓶底部中心熔合区钢管材料自身压力焊接的材料温度,封头底部中心增厚效果良好,设备成本显著降低。
大直径无缝气瓶双旋轮热旋压收口方法.pdf
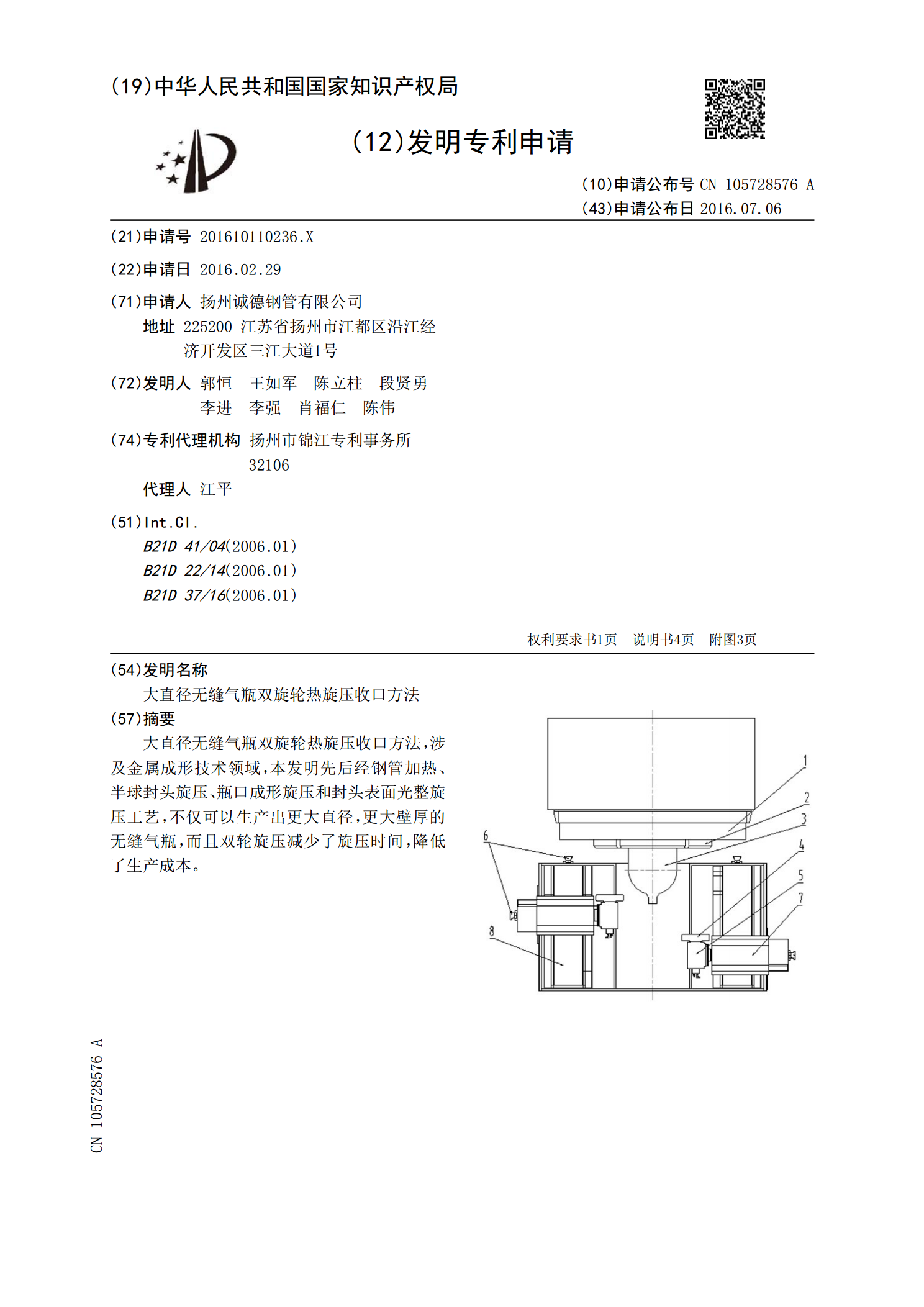
大直径无缝气瓶双旋轮热旋压收口方法,涉及金属成形技术领域,本发明先后经钢管加热、半球封头旋压、瓶口成形旋压和封头表面光整旋压工艺,不仅可以生产出更大直径,更大壁厚的无缝气瓶,而且双轮旋压减少了旋压时间,降低了生产成本。

无缝气瓶热旋压收口成形工艺数值模拟研究.docx
无缝气瓶热旋压收口成形工艺数值模拟研究无缝气瓶热旋压收口成形工艺数值模拟研究摘要:无缝气瓶是一种广泛应用于工业和民用领域的气体储存装置。在制造过程中,热旋压收口是一项重要的工艺步骤,其成形效果直接关系到气瓶的安全性和性能。本研究利用数值模拟方法,对无缝气瓶热旋压收口工艺进行了研究和优化。通过建立数值模型,分析了压力、温度、旋压力等关键参数对成形过程的影响,从而得出了最佳工艺参数的建议。实验结果表明,所提出的数值模拟方法能够准确预测热旋压收口过程中的材料流动和变形情况,为无缝气瓶热旋压收口工艺的优化提供了理

无缝气瓶收口热旋压成形过程的数值模拟及分析.docx
无缝气瓶收口热旋压成形过程的数值模拟及分析论文:无缝气瓶收口热旋压成形过程的数值模拟及分析摘要:无缝气瓶是一种常见的压力容器,其收口部分的成形对其使用效果有着重要的影响。本论文针对无缝气瓶收口热旋压成形过程进行了数值模拟与分析,探讨了对成形过程中的温度和应力的影响,并提出了一些改进措施。关键词:无缝气瓶;收口;热旋压;数值模拟1.研究背景无缝气瓶是一种常见的压力容器,其制造过程中的收口成形对其使用效果有着重要的影响。在传统的制造工艺中,收口部分通常采用金属板材冷弯和热旋压成形的方法进行加工。随着计算机技术

无缝气瓶收口机旋压轮及轴的锥形连接结构.pdf
本无缝气瓶收口机旋压轮及轴的锥形连接结构为机械技术领域。旋压轮中心依次设有锥孔及凹孔且凹孔内端面构成锥孔大端面而旋压轮后端面构成旋压论外表面,锥孔内表面上设有锥孔平键槽,凹孔内端面构成的锥孔大端面上设有螺钉孔;旋压轮轴端头上依次设有端面圆法兰及锥形轴且锥形轴上设有锥形轴平键槽而端面圆法兰上设有螺纹孔;旋压轮上的锥孔与旋压轮轴上的锥形轴、旋压轮上的凹孔与旋压轮轴上的端面圆法兰均插装且锥孔平键槽与锥形轴平键槽由平键固定而旋压轮上的螺钉孔与旋压轮轴端面圆法兰上的螺纹孔相对应放置弹簧垫圈由内六角螺钉螺纹紧固;轴承