
变曲率叶型及弧形前盘多叶离心式通风机叶轮制造工艺.pdf

一吃****新冬


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

变曲率叶型及弧形前盘多叶离心式通风机叶轮制造工艺.pdf
本发明涉及一种变曲率叶型及弧形前盘多叶离心式通风机叶轮制造工艺。它简单方便,模具费用低,节约生产工时,制得的零件质量好,叶轮承受转速高。它的工序为:1)制造变曲率叶型的叶片铝型材以及叶轮弧形前盘和蝶形中盘毛坯;2)冲制叶端榫头及相贯线;3)冲制叶轮弧形前盘和蝶形中盘毛坯上的榫眼;4)将叶片榫头插入蝶形中盘及弧形前盘上的榫眼,并经过弯曲、铆接、整形后制成叶轮。

节能型直壁前、后盘变曲率曲线元素三元叶轮及采用该叶轮的离心式风机.pdf
一种节能型直壁前、后盘变曲率曲线元素三元叶轮,包括前盘、叶片、后盘及轴盘,前盘和后盘均为直壁构造,叶片为变曲率曲线元素三元扭曲叶片,即:风机叶轮的前、后盘仍采用传统风机直壁结构,而原二元叶片被变曲率曲线元素三元叶片取代,通过调整叶片在叶轮进口叶高方向的曲率,使得当叶轮旋转时叶片对气流施加的叶片力能够适当平衡气流由轴向转为径向时离心惯性力,从而弱化气流在进口处速度的剧烈变化;本发明还要求保护采用所述三元叶轮的离心式风机;本发明通过变曲率曲线元素三元叶轮叶片力消除了小半径拐弯惯性力的不利影响,采用直壁前、后盘
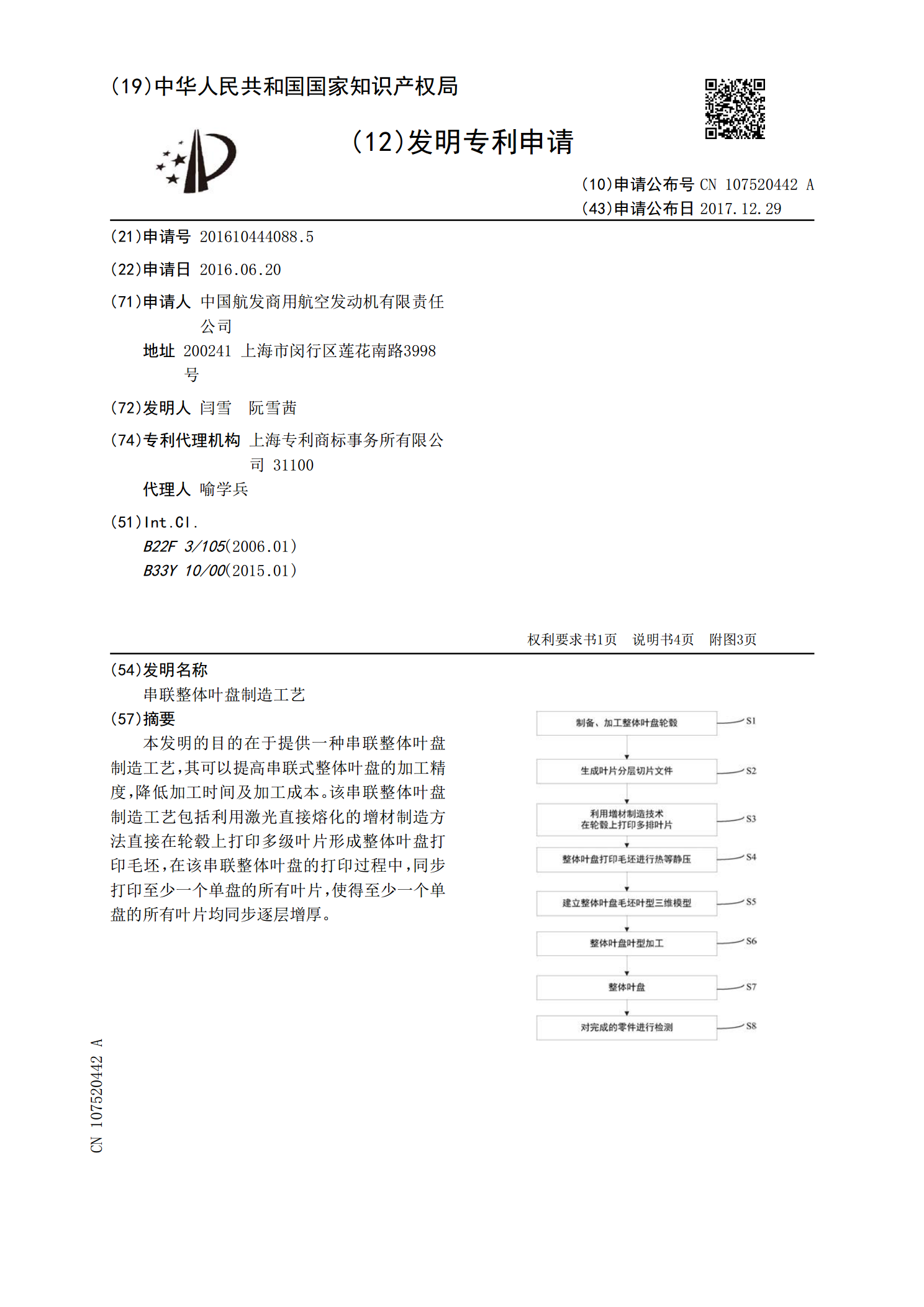
串联整体叶盘制造工艺.pdf
本发明的目的在于提供一种串联整体叶盘制造工艺,其可以提高串联式整体叶盘的加工精度,降低加工时间及加工成本。该串联整体叶盘制造工艺包括利用激光直接熔化的增材制造方法直接在轮毂上打印多级叶片形成整体叶盘打印毛坯,在该串联整体叶盘的打印过程中,同步打印至少一个单盘的所有叶片,使得至少一个单盘的所有叶片均同步逐层增厚。

锥弧形前盘叶轮焊接装置.pdf
本发明涉及一种锥弧形前盘叶轮焊接装置,属于风机技术领域。技术方案是:包含定位轴(3)、托盘(4)、旋转臂(5)、旋转轴(6)、定位板(7)、支撑基座(8)、底座(9)和定位销(10),支撑基座设置在底座上,旋转臂的中部通过旋转轴铰接在支撑基座,旋转臂的上部设有托盘,托盘上设置定位轴,旋转臂的下部设有定位板,定位板上设置若干个定位孔,在支撑基座上设置定位销,定位销与定位板上的定位孔相匹配,定位销插入定位孔,对定位板和旋转臂进行定位。本发明使用时通过定位板将锥弧形前盘叶轮固定在方便焊接的角度上,同时锥弧形前盘

“整体叶轮变载面叶型电加工工艺”通过部级技术鉴定.docx
“整体叶轮变载面叶型电加工工艺”通过部级技术鉴定“整体叶轮变载面叶型电加工工艺”的技术鉴定随着航空、航天、船舶、汽车等高速发展的行业的不断推进,对于关键工业零部件的精度要求也越来越高,如此蓬勃发展的背景下,如何提高零部件的加工精度,降低耗能损失以及提高零件的使用寿命都成为了人们极为关注的问题。在叶轮的制造中,整体叶轮变载面叶型电加工工艺对于提高叶轮的质量和准确率具有重要的作用,在保持零件本身的物理性能的同时,大大提高了零件的制造精度。整体叶轮变载面叶型电加工工艺是零部件加工中的一种新兴技术,与传统的机加工