
内燃机涡轮增压器轮盘损伤的修复方法.pdf

一条****轩吗


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
内燃机涡轮增压器轮盘损伤的修复方法.pdf
一种内燃机涡轮增压器轮盘损伤的修复方法,其特点是有以下步骤:铆点的打磨预处理:运用锥形直磨头及直磨对待修铆点进行打磨;打磨位置的快速激光熔覆修复:用加工机的激光测距仪在待修部位附近进行扫描,测得最短距离点、最长距离点位置并且确定待修部位边缘,将记录的数据输入加工机的预定激光熔覆程序,根据数据记录生成的加工机的预定激光熔覆程序,自动控制激光熔覆由底部至边缘做锥形螺旋扫描,操作过程中的参数是:激光熔覆时熔池尺寸直径1.8~2.2mm、深度0.1~0.2mm,加热时间为0.001~0.1s;修形:在熔覆修复完成
内燃机车用增压器涡轮盘与主轴联接结构.pdf
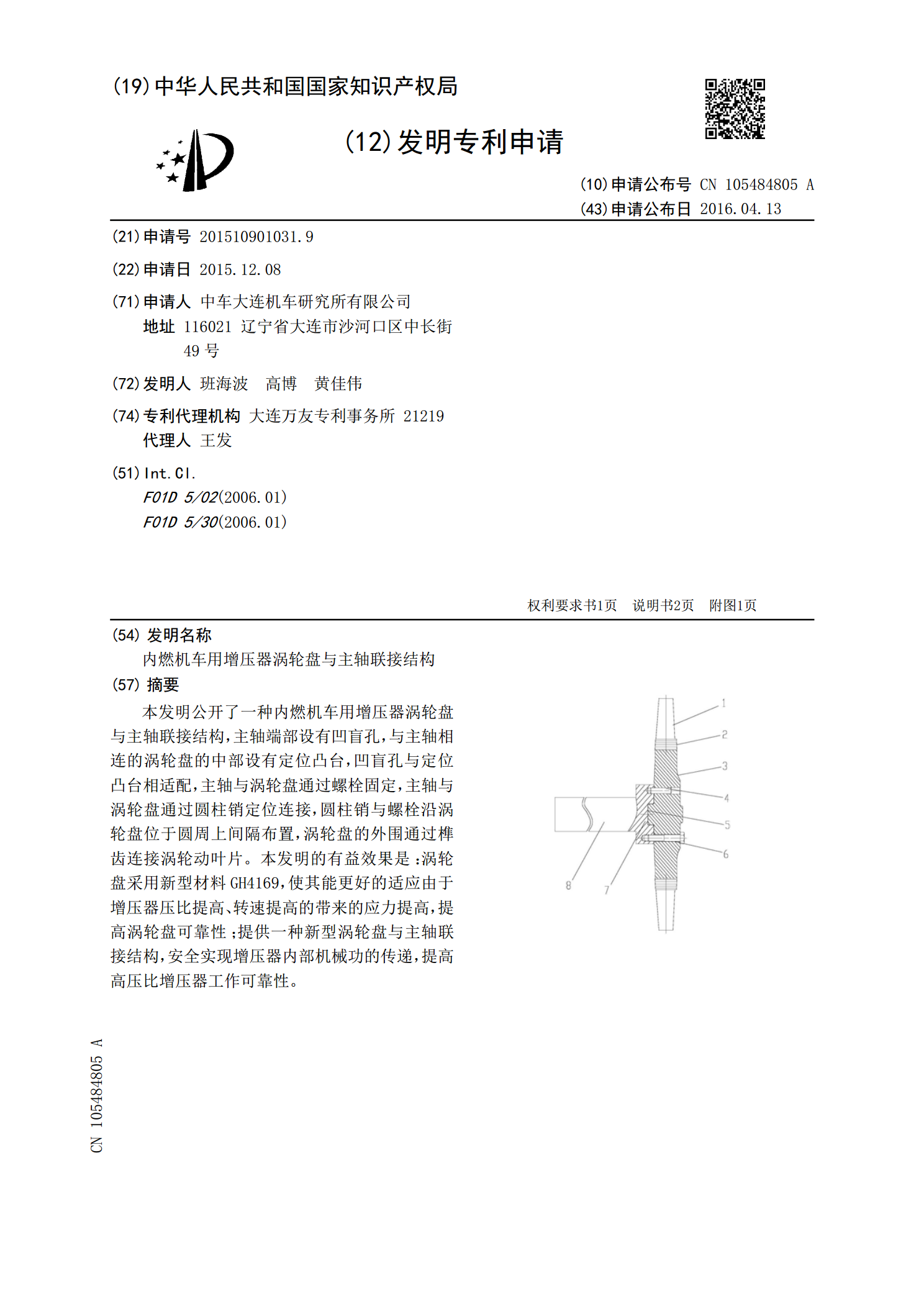
本发明公开了一种内燃机车用增压器涡轮盘与主轴联接结构,主轴端部设有凹盲孔,与主轴相连的涡轮盘的中部设有定位凸台,凹盲孔与定位凸台相适配,主轴与涡轮盘通过螺栓固定,主轴与涡轮盘通过圆柱销定位连接,圆柱销与螺栓沿涡轮盘位于圆周上间隔布置,涡轮盘的外围通过榫齿连接涡轮动叶片。本发明的有益效果是:涡轮盘采用新型材料GH4169,使其能更好的适应由于增压器压比提高、转速提高的带来的应力提高,提高涡轮盘可靠性;提供一种新型涡轮盘与主轴联接结构,安全实现增压器内部机械功的传递,提高高压比增压器工作可靠性。

一种增压器涡轮盘和涡轮叶片短时超温损伤分析.docx
一种增压器涡轮盘和涡轮叶片短时超温损伤分析一种增压器涡轮盘和涡轮叶片短时超温损伤分析摘要:随着内燃机技术的不断发展,增压器在汽车领域的应用越来越广泛。然而,由于增压器工作时涡轮盘和涡轮叶片处于高温高压的环境下,短时超温现象时有发生。本文通过分析涡轮盘和涡轮叶片的材料特性及工作环境,对其短时超温损伤进行了研究,并提出了相应的防护措施,以提高增压器的使用寿命和可靠性。关键词:增压器;涡轮盘;涡轮叶片;短时超温损伤1.引言增压器是一种利用废气能量驱动的设备,通过增加进气的密度以提高发动机的功率输出。随着汽车发动

涡轮盘的损伤容限分析.docx
涡轮盘的损伤容限分析涡轮盘的损伤容限分析引言:涡轮盘是一种广泛应用于航空、航天、能源等领域的旋转机械部件。在运行过程中,涡轮盘由于受到高温、高压、高速等工况的影响,容易发生损伤。因此,进行涡轮盘的损伤容限分析,对于提高涡轮盘的可靠性和寿命具有重要意义。一、涡轮盘的损伤类型及原因分析涡轮盘的损伤主要包括疲劳裂纹、应力腐蚀裂纹、高温熔解、热胀冷缩等。这些损伤主要由以下原因引起:首先,涡轮盘在高温和高压环境下运行,会引起材料的退火、晶粒长大和氧化等,导致材料的力学性能下降,从而造成损伤。其次,涡轮盘在高速旋转时

增压器涡轮盘的弹塑性分析.docx
增压器涡轮盘的弹塑性分析标题:增压器涡轮盘的弹塑性分析摘要:在汽车工程中,增压器涡轮盘是引擎系统中的关键组件之一,其性能对发动机功率和燃油经济性起着重要作用。本论文旨在通过弹塑性分析,深入研究增压器涡轮盘的工作原理、结构设计以及应力分布、变形特征,并探讨对增压器涡轮盘的材料选择与加工工艺的影响。研究结果可为提高涡轮盘的可靠性、增加其使用寿命以及指导增压器涡轮盘的设计与制造提供重要参考。一、引言1.研究背景与意义2.论文结构与内容安排二、增压器涡轮盘的工作原理与结构设计1.增压器工作原理概述2.涡轮盘的结构