
卷绕式箍筋成型机的加工工艺.pdf

韶敏****ab


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

卷绕式箍筋成型机的加工工艺.pdf
本发明提供一种卷绕式箍筋成型机的加工工艺,通过成型机采用该工艺可将成卷的钢筋自动地连续加工成箍筋,其包括钢筋盘圆开卷,剥壳去除氧化皮,进入模闸润滑,进入扭曲导组轮消除钢筋内应力,校直和卷绕机构卷绕成型步骤,其特征在于:所述卷绕机构卷绕成型包括如下工序:由设定的程序控制卷绕成型机构自动离合器工作,定位液压缸的液压杆锁定卷绕机构,使卷绕机构精确定位,动刀液压杆作切断动作,切断钢筋的多余部分,同时对上一工序的箍筋进行整形,定位液压杆和动刀动作液压杆复位的同时卸料机构卸料,自动离合器复位带动卷绕机构完成下一卷绕成
滚拉式钢筋笼箍筋加工台及钢筋笼箍筋方法.pdf
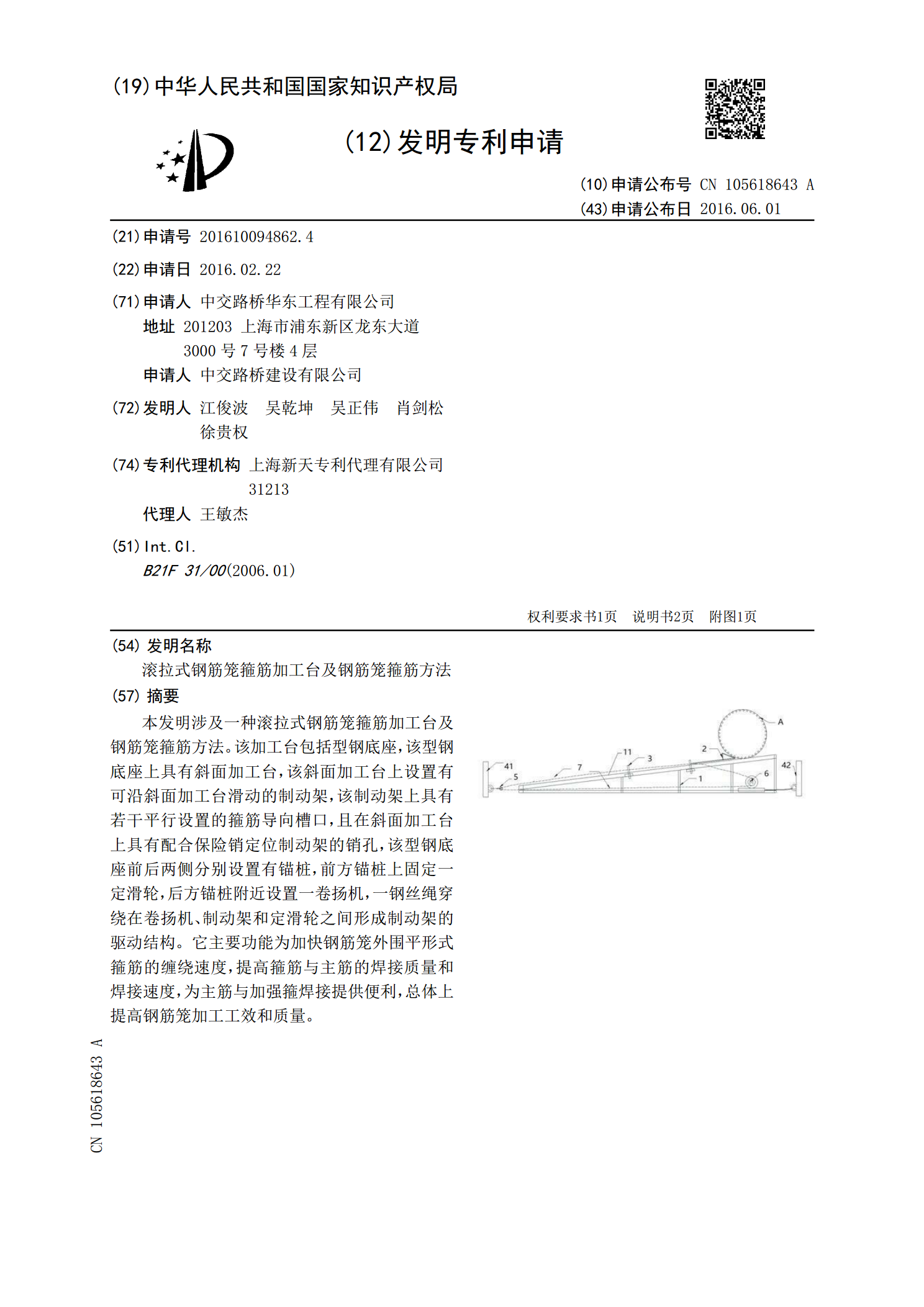
本发明涉及一种滚拉式钢筋笼箍筋加工台及钢筋笼箍筋方法。该加工台包括型钢底座,该型钢底座上具有斜面加工台,该斜面加工台上设置有可沿斜面加工台滑动的制动架,该制动架上具有若干平行设置的箍筋导向槽口,且在斜面加工台上具有配合保险销定位制动架的销孔,该型钢底座前后两侧分别设置有锚桩,前方锚桩上固定一定滑轮,后方锚桩附近设置一卷扬机,一钢丝绳穿绕在卷扬机、制动架和定滑轮之间形成制动架的驱动结构。它主要功能为加快钢筋笼外围平形式箍筋的缠绕速度,提高箍筋与主筋的焊接质量和焊接速度,为主筋与加强箍焊接提供便利,总体上提高
一种被动式圆形箍筋成型机.pdf
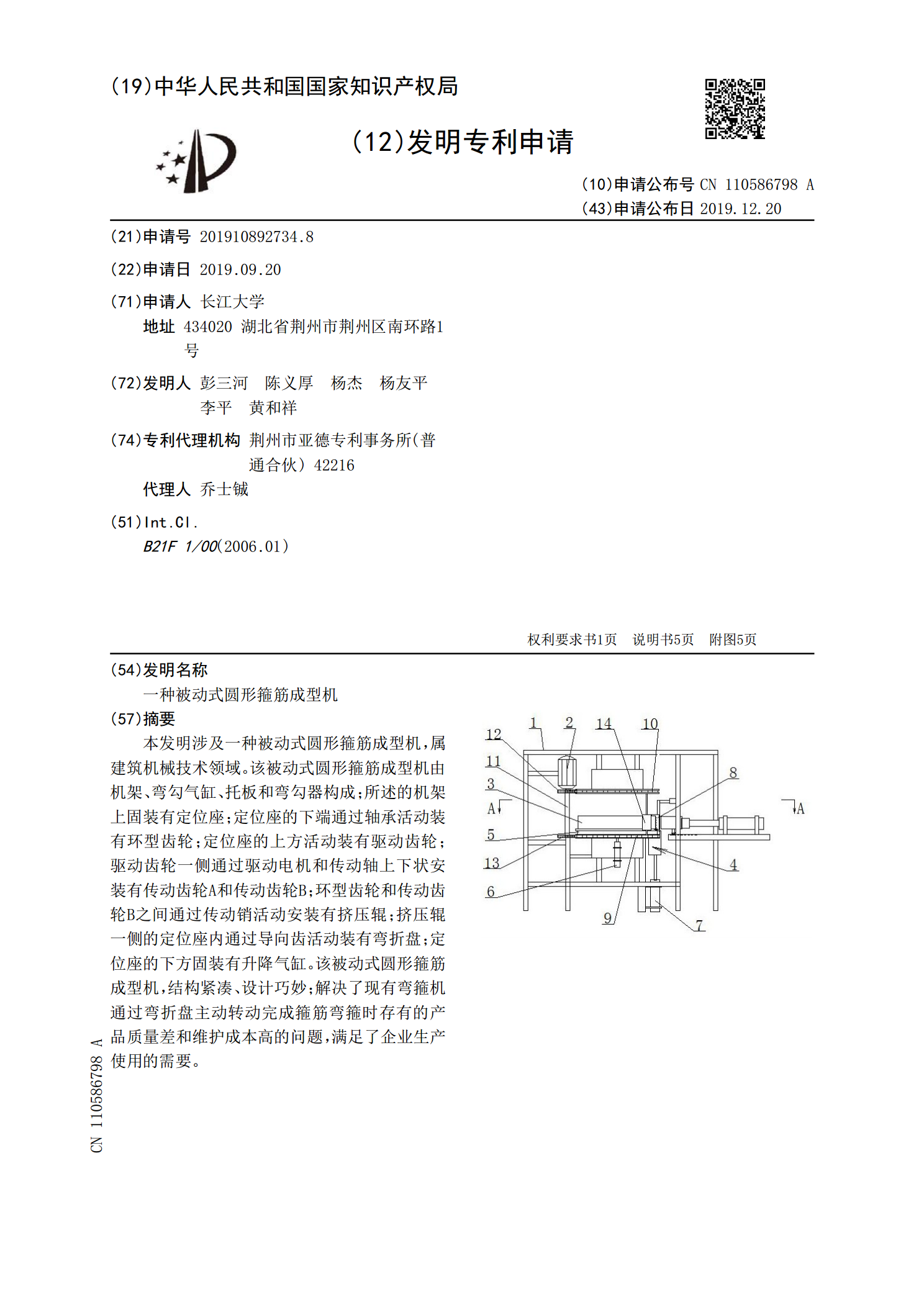
本发明涉及一种被动式圆形箍筋成型机,属建筑机械技术领域。该被动式圆形箍筋成型机由机架、弯勾气缸、托板和弯勾器构成;所述的机架上固装有定位座;定位座的下端通过轴承活动装有环型齿轮;定位座的上方活动装有驱动齿轮;驱动齿轮一侧通过驱动电机和传动轴上下状安装有传动齿轮A和传动齿轮B;环型齿轮和传动齿轮B之间通过传动销活动安装有挤压辊;挤压辊一侧的定位座内通过导向齿活动装有弯折盘;定位座的下方固装有升降气缸。该被动式圆形箍筋成型机,结构紧凑、设计巧妙;解决了现有弯箍机通过弯折盘主动转动完成箍筋弯箍时存有的产品质量差

环绕箍筋式八字筋自动加工装置.pdf
本发明公开了一种环绕箍筋式八字筋自动加工装置。是在侧推油缸伸缩端连接左固定架,驱动油缸伸缩端连接齿条柱,在驱动油缸内侧与左固定架相对应处设置右固定架,两个固定架上分别铰连旋转轴,旋转轴内侧固定旋转臂,旋转臂一端设有卡槽,在右固定架旋转轴外侧固定齿轮,齿轮与齿条柱啮合,在两个固定架之间设置压筋架,压筋架上安装一对压紧轮。本发明克服了手工制作八字筋所存在的缺陷,不需用专业技术人员,操作筒单便捷,环绕箍筋的速度快效率高,制作的八字筋质量更好,同时也节省了人力资源,实现了八字筋加工工艺的自动化。

箍筋加工合同.doc
合同编号:箍筋加工协议项目名称:工程地址:年月日箍筋加工协议定作方:(以下简称甲方)加工方:(以下简称乙方)经甲、乙双方协商一致,甲方决定委托乙方对其项目部楼所使用的箍筋进行加工。为明确双方的权利、义务,使双方公平、公正的合作,特依据《中华人民共和国合同法》及相关法律、法规的规定签订本协议,供双方共同遵守。一、加工方式及要求:1、乙方在甲方领取原材料进行加工,再将加工后的合格成品交付甲方施工现场。盘元加工成箍筋后的伸长返还率%(返还率根据加工费支付情况确定,不付加工费的伸长率