
一种送料辊压机前的轨道装置.pdf

猫巷****傲柏


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种送料辊压机前的轨道装置.pdf
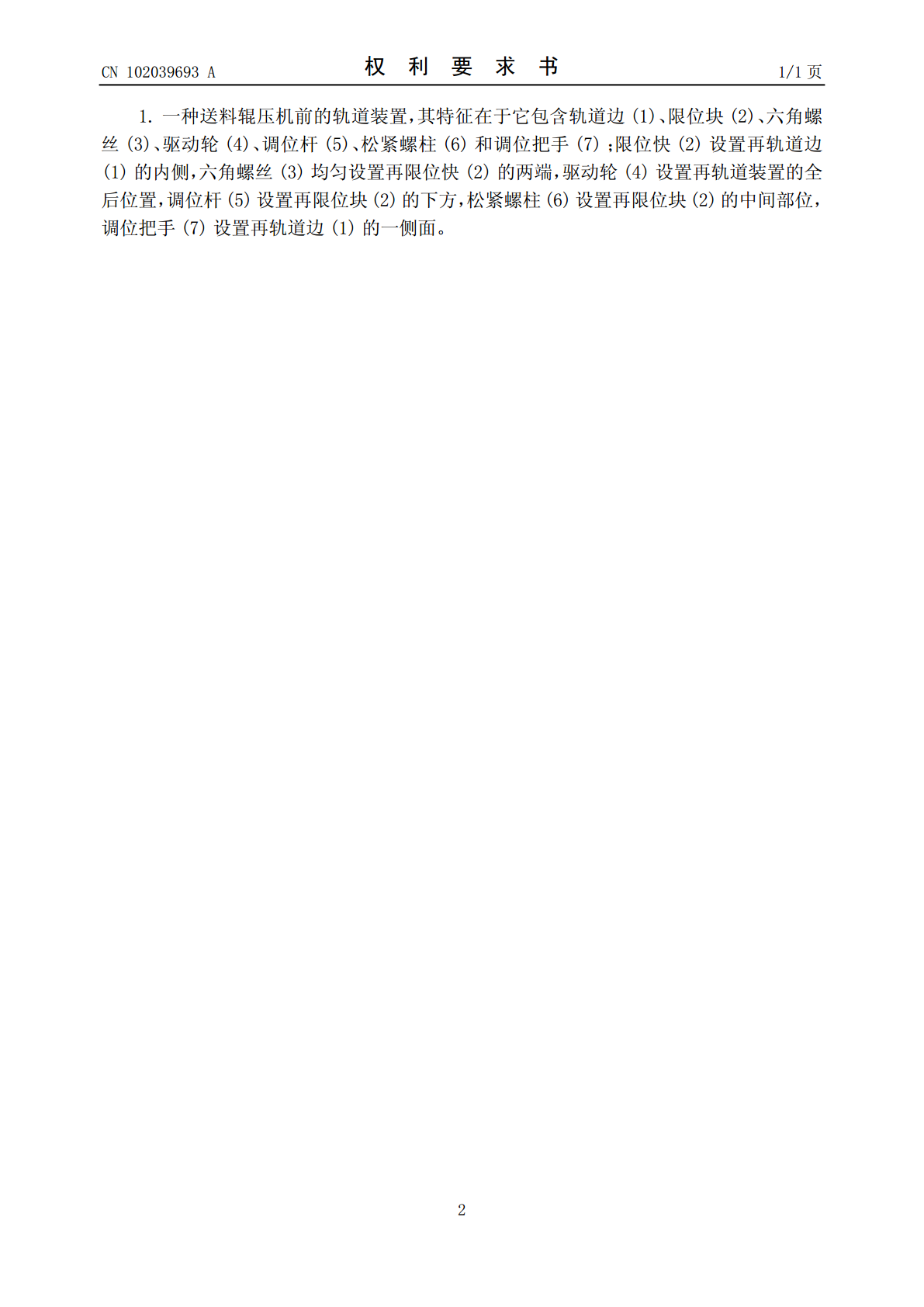
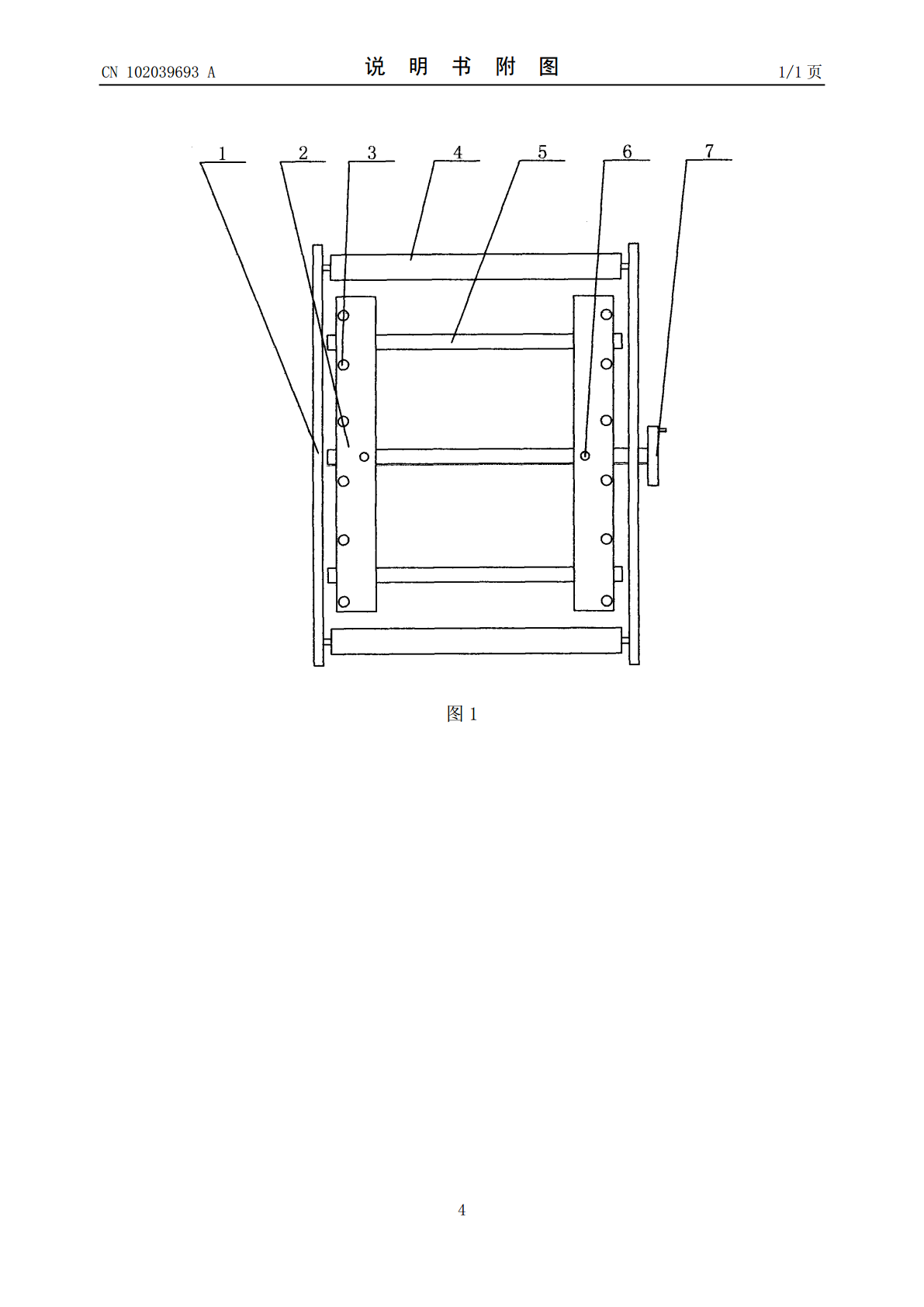
一种送料辊压机前的轨道装置,它涉及是一种轨道装置,具体涉及的是一种送料辊压机前的轨道装置。它包含轨道边(1)、限位块(2)、六角螺丝(3)、驱动轮(4)、调位杆(5)、松紧螺柱(6)和调位把手(7);限位快(2)设置再轨道边(1)的内侧,六角螺丝(3)均匀设置再限位快(2)的两端,驱动轮(4)设置再轨道装置的全后位置,调位杆(5)设置再限位块(2)的下方,松紧螺柱(6)设置再限位块(2)的中间部位,调位把手(7)设置再轨道边(1)的一侧面。能在钢板进入辊压机前纠正钢板的位置,使钢板进入辊压机后两端位置相等
一种自动送料的辊压机.pdf
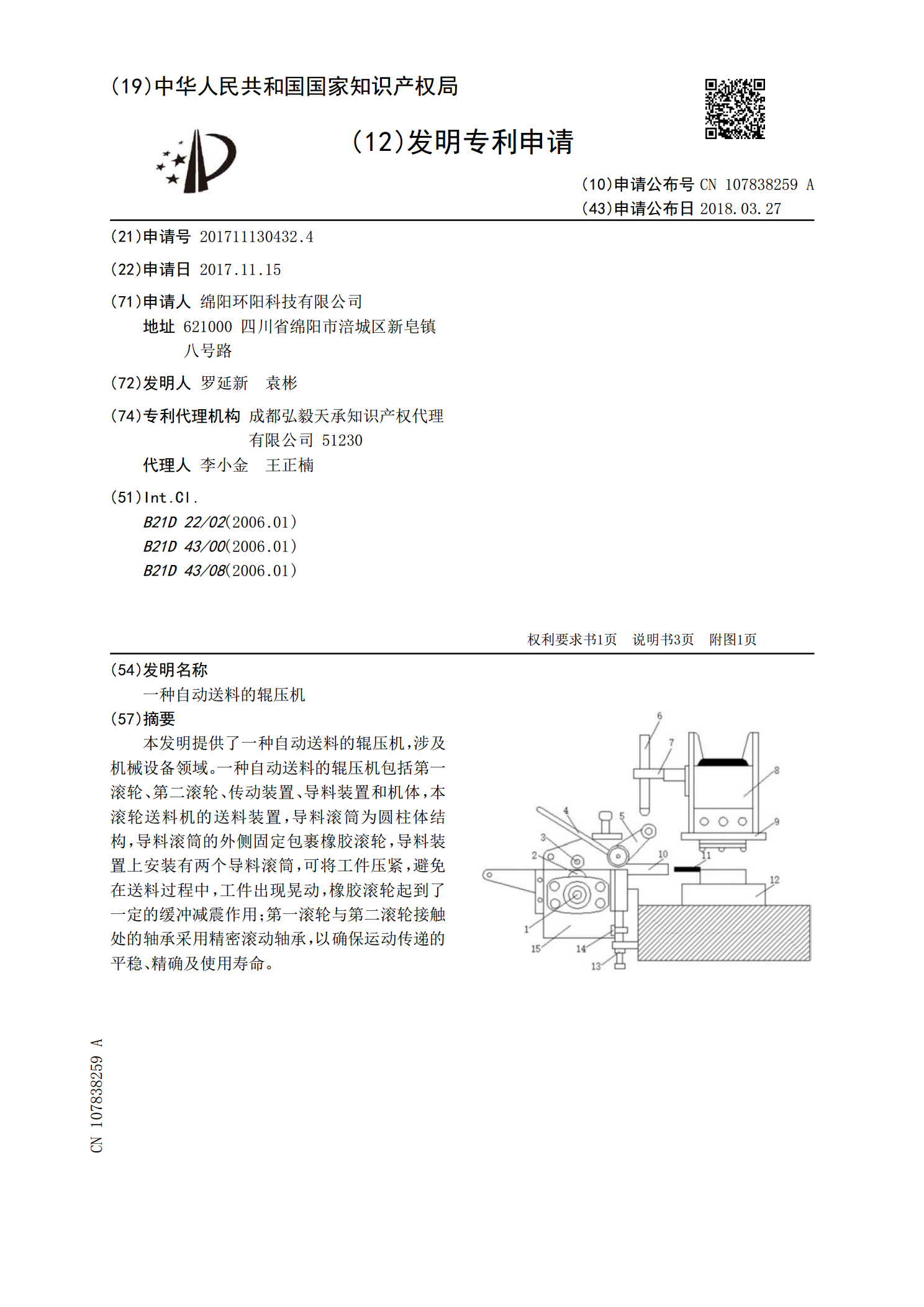
本发明提供了一种自动送料的辊压机,涉及机械设备领域。一种自动送料的辊压机包括第一滚轮、第二滚轮、传动装置、导料装置和机体,本滚轮送料机的送料装置,导料滚筒为圆柱体结构,导料滚筒的外侧固定包裹橡胶滚轮,导料装置上安装有两个导料滚筒,可将工件压紧,避免在送料过程中,工件出现晃动,橡胶滚轮起到了一定的缓冲减震作用;第一滚轮与第二滚轮接触处的轴承采用精密滚动轴承,以确保运动传递的平稳、精确及使用寿命。

送料辊装置.pdf
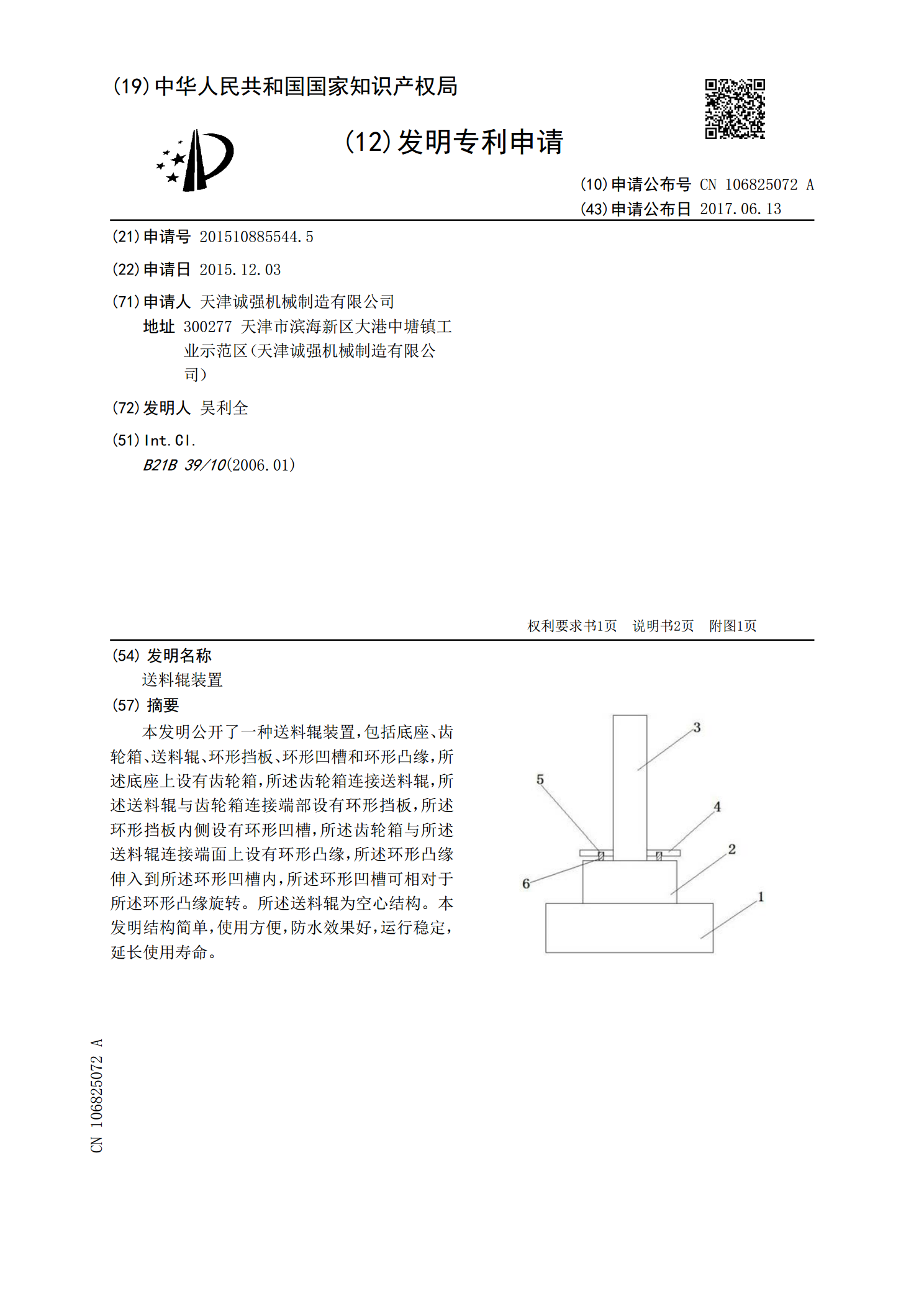
本发明公开了一种送料辊装置,包括底座、齿轮箱、送料辊、环形挡板、环形凹槽和环形凸缘,所述底座上设有齿轮箱,所述齿轮箱连接送料辊,所述送料辊与齿轮箱连接端部设有环形挡板,所述环形挡板内侧设有环形凹槽,所述齿轮箱与所述送料辊连接端面上设有环形凸缘,所述环形凸缘伸入到所述环形凹槽内,所述环形凹槽可相对于所述环形凸缘旋转。所述送料辊为空心结构。本发明结构简单,使用方便,防水效果好,运行稳定,延长使用寿命。
送料辊装置.pdf
本发明公开了一种送料辊装置,包括底座、齿轮箱、送料辊、环形挡板、环形凹槽和环形凸缘,所述底座上设有齿轮箱,所述齿轮箱连接送料辊,所述送料辊与齿轮箱连接端部设有环形挡板,所述环形挡板内侧设有环形凹槽,所述齿轮箱与所述送料辊连接端面上设有环形凸缘,所述环形凸缘伸入到所述环形凹槽内,所述环形凹槽可相对于所述环形凸缘旋转。所述送料辊为空心结构。本发明结构简单,使用方便,防水效果好,运行稳定,延长使用寿命。

一种冲压机送料装置.pdf
本发明公开了一种冲压机送料装置,所述送料装置包括:通过在机壳进料口处的一对拉料轴、平直装置和设置在机壳出口处的一对送料轴,通过一对拉料轴进行和送料装置进行将带状的料带拉进上料装置,再由设置在机壳内的由多个滚轮组成的平直装置,将送往冲压机的带状料进行平直挤压,使使送到冲压机的带状板材平面度好,消除翘曲等不良,提高了冲压产品的质量。