
线圈漆包线头夹紧及电阻焊接装置.pdf

雨巷****怡轩


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

线圈漆包线头夹紧及电阻焊接装置.pdf
一种应用于汽车点火线圈漆包线头同触点之间,实现自动夹紧、焊接的线圈漆包线头夹紧及电阻焊接装置。采用楔形滑块的增压机械结构,由位于电极之间的可移动锥形压头、滚轮、上、下滑块和左右电极构成。锥形压头在驱动气缸作用下通过滚轮将上滑块、下滑块和左、右两个电极分开,并使左、右两个电极在弹簧力的作用下,将线圈漆包线头和触点之间紧紧压合在一起,进行焊接。克服了以往汽车点火线圈漆包线头同触点之间压合、并产生一定的塑性变形过程及焊接是由手工完成,速度慢,效率低并且质量也不易保障的问题。
双头夹紧装置.pdf
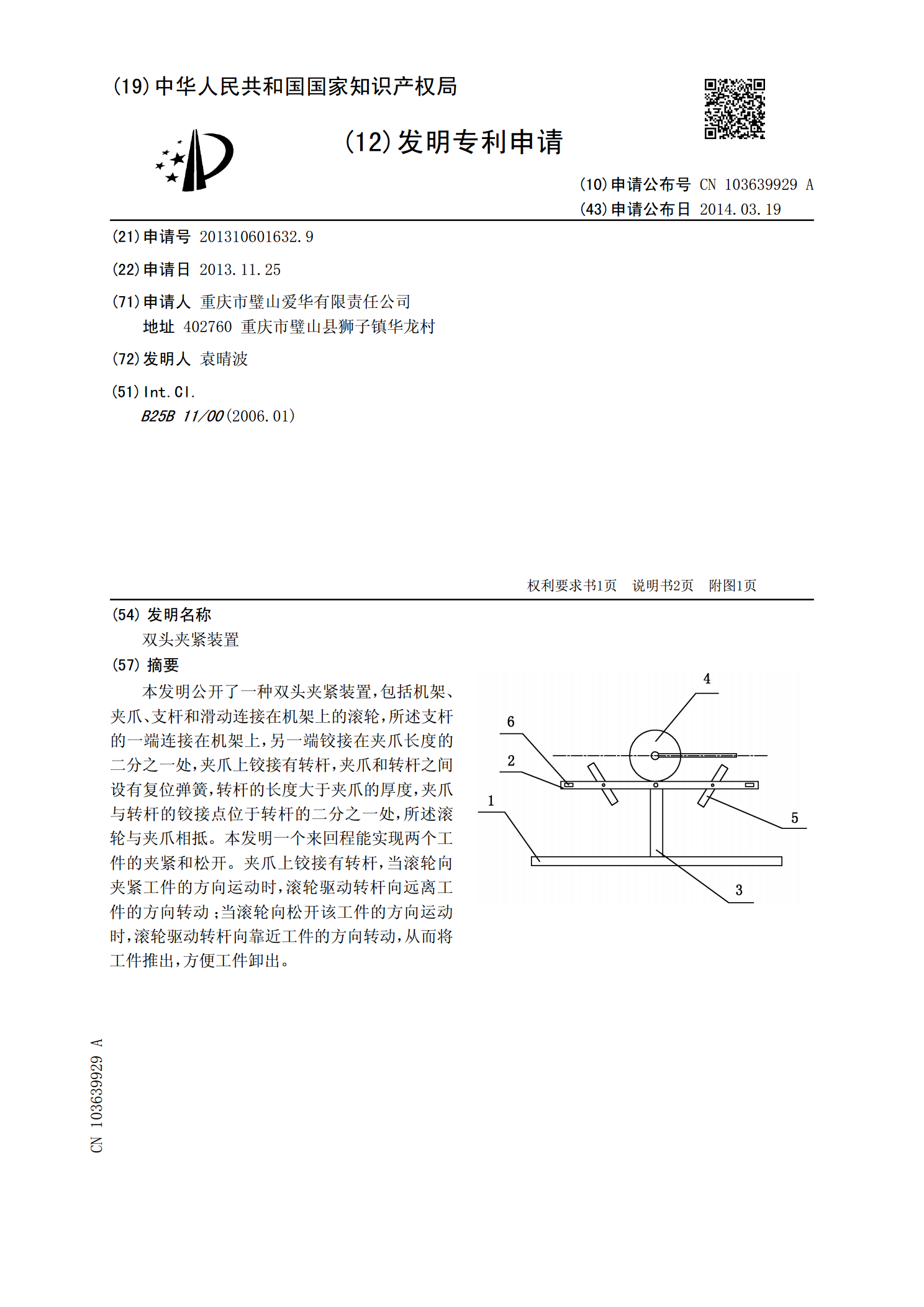
本发明公开了一种双头夹紧装置,包括机架、夹爪、支杆和滑动连接在机架上的滚轮,所述支杆的一端连接在机架上,另一端铰接在夹爪长度的二分之一处,夹爪上铰接有转杆,夹爪和转杆之间设有复位弹簧,转杆的长度大于夹爪的厚度,夹爪与转杆的铰接点位于转杆的二分之一处,所述滚轮与夹爪相抵。本发明一个来回程能实现两个工件的夹紧和松开。夹爪上铰接有转杆,当滚轮向夹紧工件的方向运动时,滚轮驱动转杆向远离工件的方向转动;当滚轮向松开该工件的方向运动时,滚轮驱动转杆向靠近工件的方向转动,从而将工件推出,方便工件卸出。
开关柜回路电阻试验用梅花触头夹紧装置.pdf
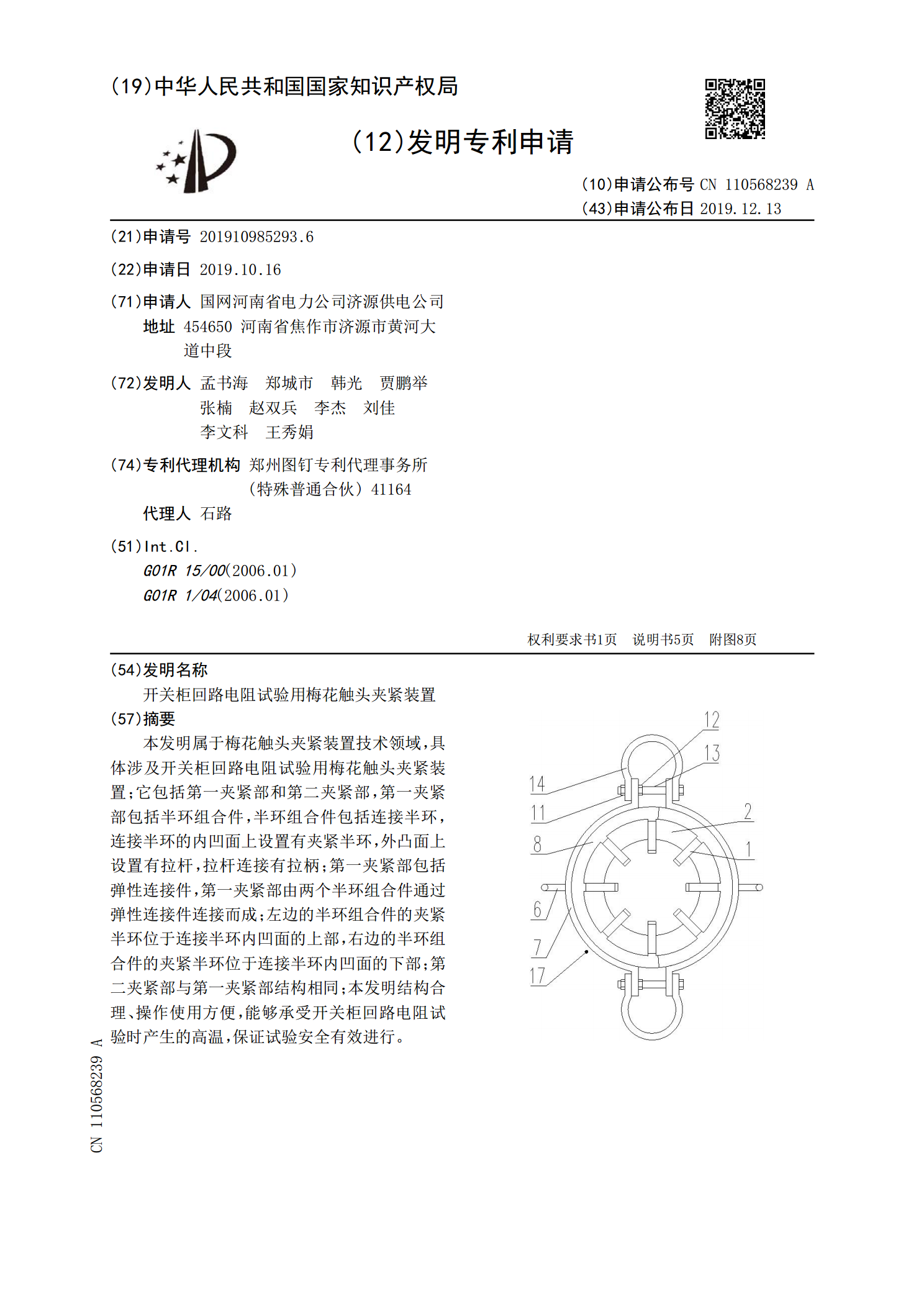
本发明属于梅花触头夹紧装置技术领域,具体涉及开关柜回路电阻试验用梅花触头夹紧装置;它包括第一夹紧部和第二夹紧部,第一夹紧部包括半环组合件,半环组合件包括连接半环,连接半环的内凹面上设置有夹紧半环,外凸面上设置有拉杆,拉杆连接有拉柄;第一夹紧部包括弹性连接件,第一夹紧部由两个半环组合件通过弹性连接件连接而成;左边的半环组合件的夹紧半环位于连接半环内凹面的上部,右边的半环组合件的夹紧半环位于连接半环内凹面的下部;第二夹紧部与第一夹紧部结构相同;本发明结构合理、操作使用方便,能够承受开关柜回路电阻试验时产生的高
一种漆包线焊接装置.pdf
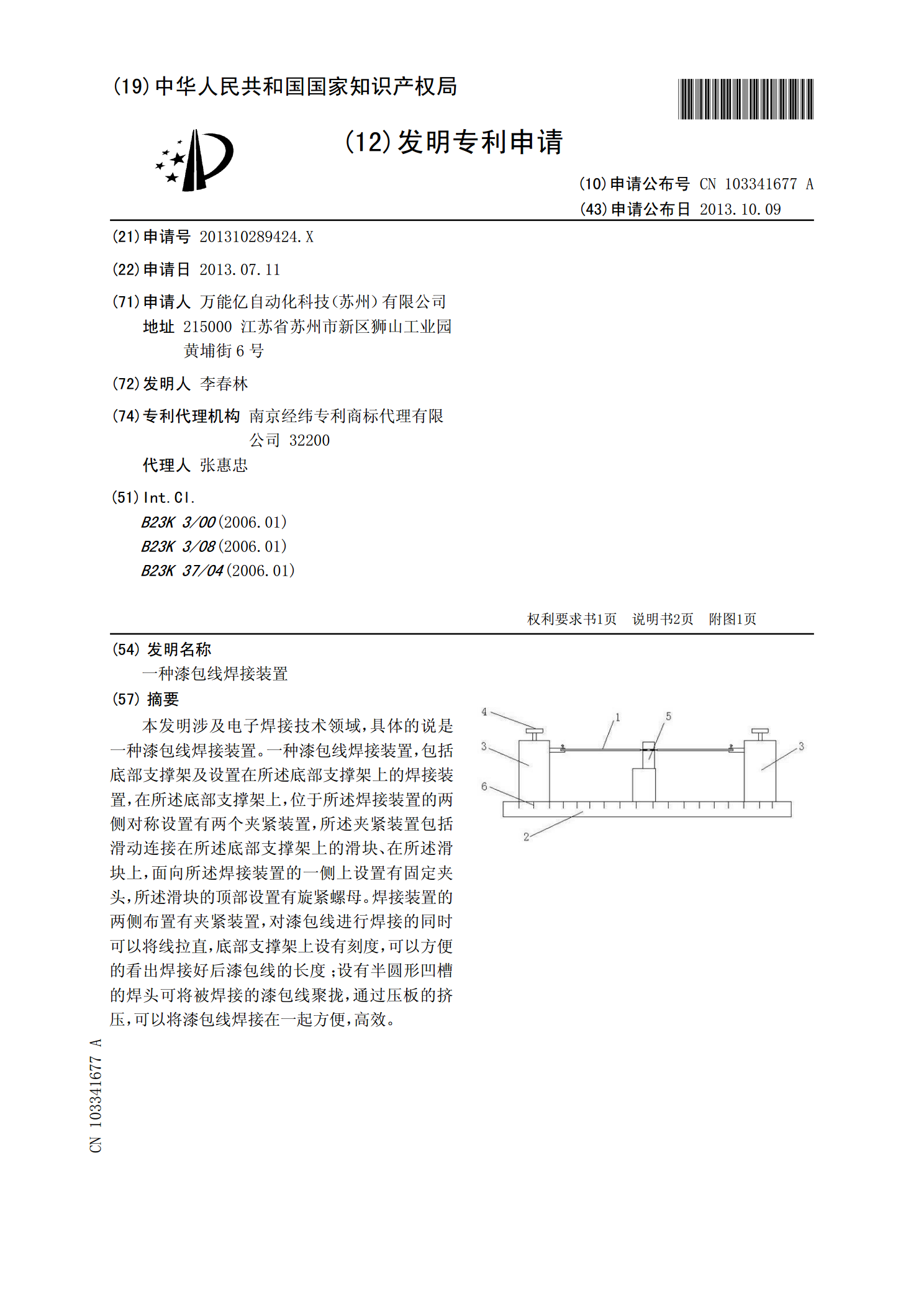
本发明涉及电子焊接技术领域,具体的说是一种漆包线焊接装置。一种漆包线焊接装置,包括底部支撑架及设置在所述底部支撑架上的焊接装置,在所述底部支撑架上,位于所述焊接装置的两侧对称设置有两个夹紧装置,所述夹紧装置包括滑动连接在所述底部支撑架上的滑块、在所述滑块上,面向所述焊接装置的一侧上设置有固定夹头,所述滑块的顶部设置有旋紧螺母。焊接装置的两侧布置有夹紧装置,对漆包线进行焊接的同时可以将线拉直,底部支撑架上设有刻度,可以方便的看出焊接好后漆包线的长度;设有半圆形凹槽的焊头可将被焊接的漆包线聚拢,通过压板的挤压

点火线圈焊接装置.pdf
一种应用于汽车点火线圈漆包线头同触点之间,实现自动夹紧、焊接的线圈漆包线头夹紧及电阻焊接的点火线圈焊接装置。采用楔形滑块的增压机械结构,由位于电极之间的可移动锥形压头、滚轮、上、下滑块和左右电极构成。锥形压头在驱动气缸作用下通过滚轮将上滑块、下滑块和左、右两个电极分开,并使左、右两个电极在弹簧力的作用下,将线圈漆包线头和触点之间紧紧压合在一起,进行焊接。克服了以往汽车点火线圈漆包线头同触点之间压合、并产生一定的塑性变形过程及焊接是由手工完成,速度慢,效率低并且质量也不易保障的问题。