
全自动直管对接探伤装置.pdf

是来****文章


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
全自动直管对接探伤装置.pdf
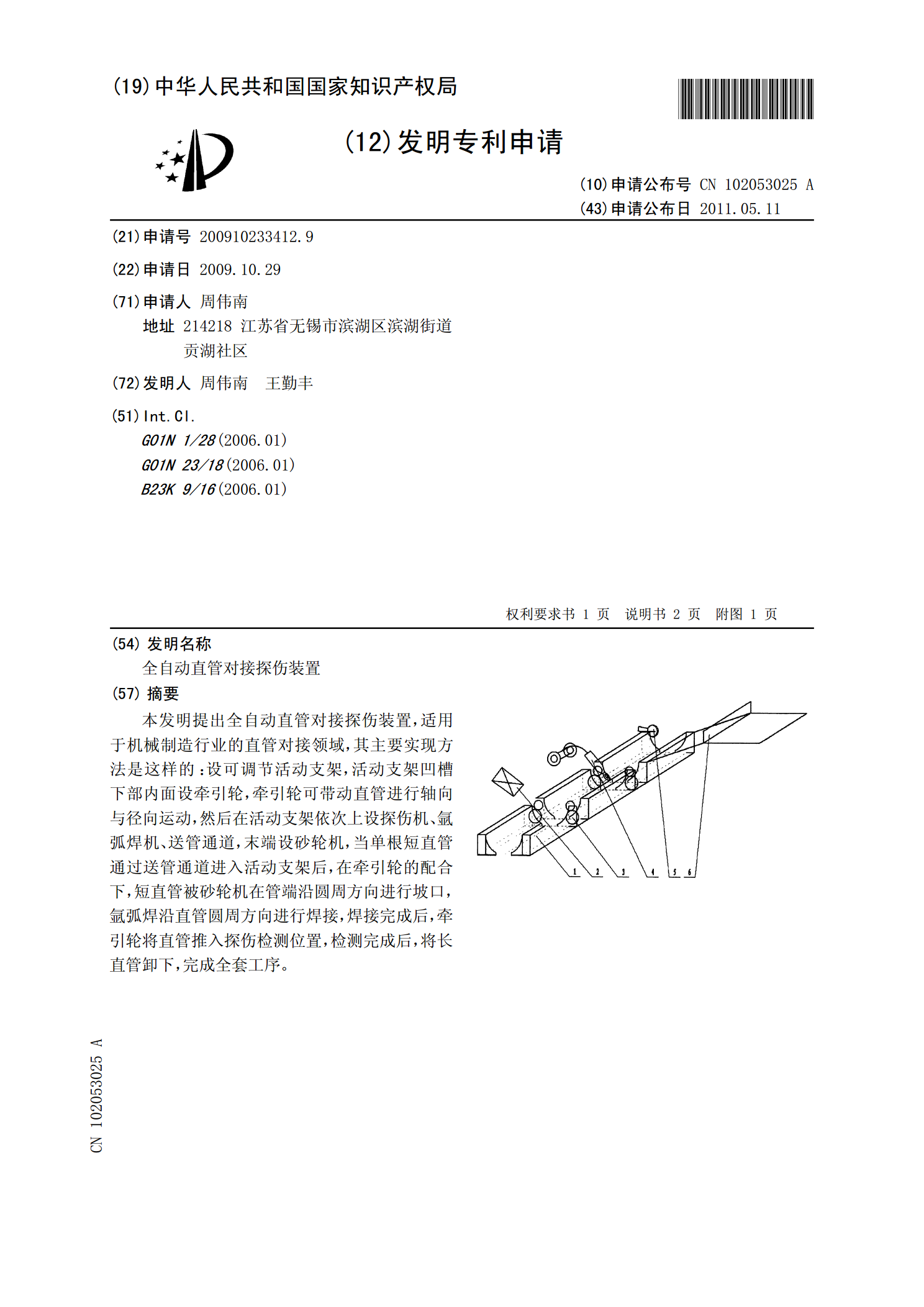
本发明提出全自动直管对接探伤装置,适用于机械制造行业的直管对接领域,其主要实现方法是这样的:设可调节活动支架,活动支架凹槽下部内面设牵引轮,牵引轮可带动直管进行轴向与径向运动,然后在活动支架依次上设探伤机、氩弧焊机、送管通道,末端设砂轮机,当单根短直管通过送管通道进入活动支架后,在牵引轮的配合下,短直管被砂轮机在管端沿圆周方向进行坡口,氩弧焊沿直管圆周方向进行焊接,焊接完成后,牵引轮将直管推入探伤检测位置,检测完成后,将长直管卸下,完成全套工序。
直管对接焊机.pdf
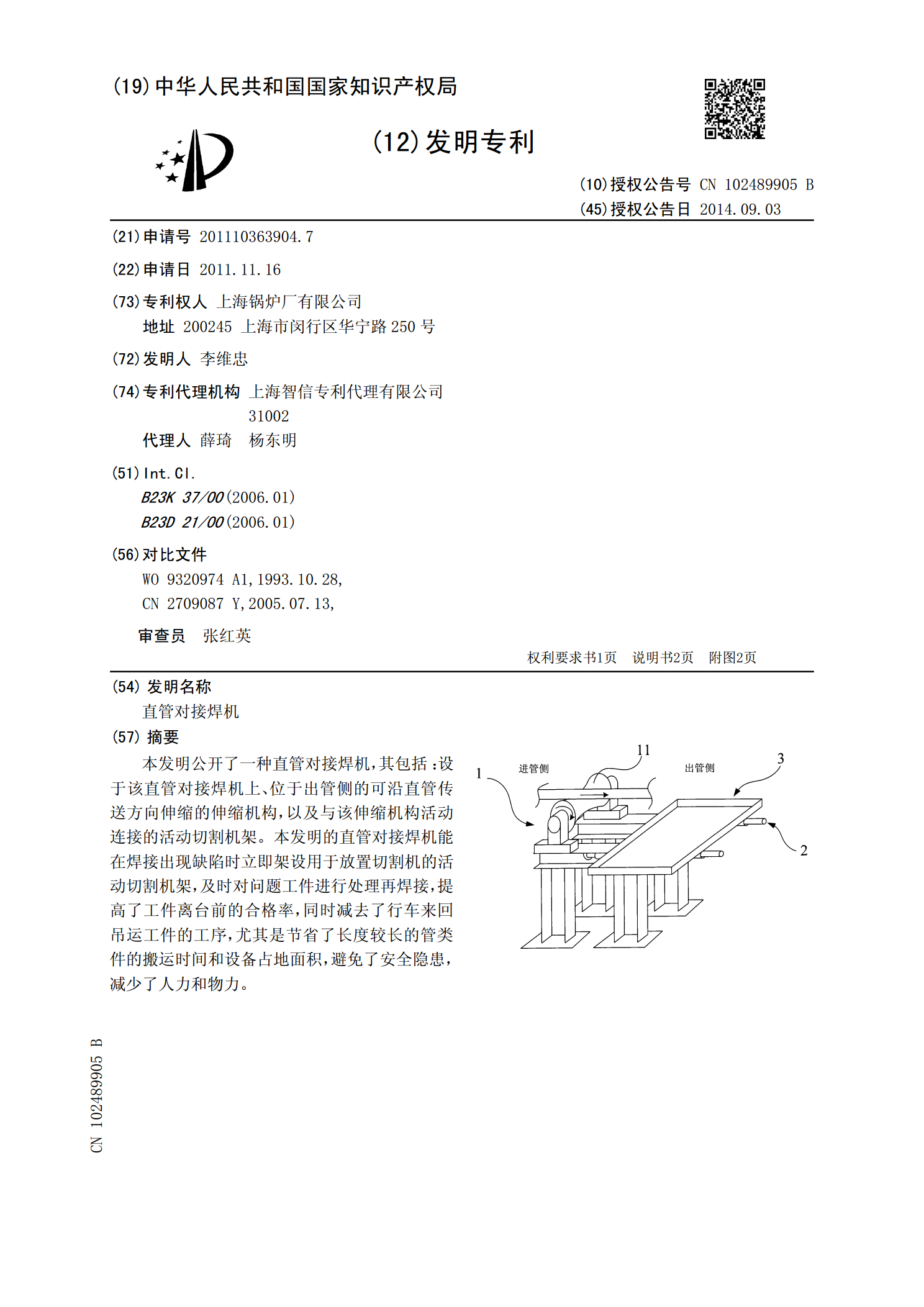
本发明公开了一种直管对接焊机,其包括:设于该直管对接焊机上、位于出管侧的可沿直管传送方向伸缩的伸缩机构,以及与该伸缩机构活动连接的活动切割机架。本发明的直管对接焊机能在焊接出现缺陷时立即架设用于放置切割机的活动切割机架,及时对问题工件进行处理再焊接,提高了工件离台前的合格率,同时减去了行车来回吊运工件的工序,尤其是节省了长度较长的管类件的搬运时间和设备占地面积,避免了安全隐患,减少了人力和物力。

海管对接锁紧装置及海管对接结构.pdf
本发明公开了一种海管对接锁紧装置及海管对接结构,海管对接锁紧装置包括套设在每一海管的管端接头上的旋转法兰和法兰固定环;所述旋转法兰相对所述管端接头可旋转和晃动,所述旋转法兰上设有多个沿其周向间隔分布的连接孔;所述法兰固定环位于所述旋转法兰远离相对另一海管的一侧,与所述旋转法兰相间隔,限制所述旋转法兰在所述管端接头上的轴向移动并为所述旋转法兰的晃动留出空间。本发明通过旋转法兰在海管上的可旋转及晃动设置,使得海管的管端接头相对连接时无需完全对齐即可实现连接锁紧,简化安装方式,解决当前遇到的海管管端连接难题,提

浅析薄壁小径管对接焊缝的超声波探伤.docx
浅析薄壁小径管对接焊缝的超声波探伤浅析薄壁小径管对接焊缝的超声波探伤摘要:薄壁小径管对接焊缝作为重要的工业结构,其质量直接影响到工业设备的安全和可靠性。超声波探伤作为一种非破坏性检测方法,被广泛应用于薄壁小径管对接焊缝的质量评定和缺陷检测。本文将以薄壁小径管对接焊缝的超声波探伤为研究对象,分析探伤原理、检测方法及存在的问题,并提出相应的改进措施。1.引言薄壁小径管对接焊缝是现代工业领域最常见的连接方式之一。焊缝质量的可靠性直接影响到装备的性能和安全性。因此,对焊缝进行质量评定和缺陷检测就显得至关重要。超声
波纹管对接装置.pdf
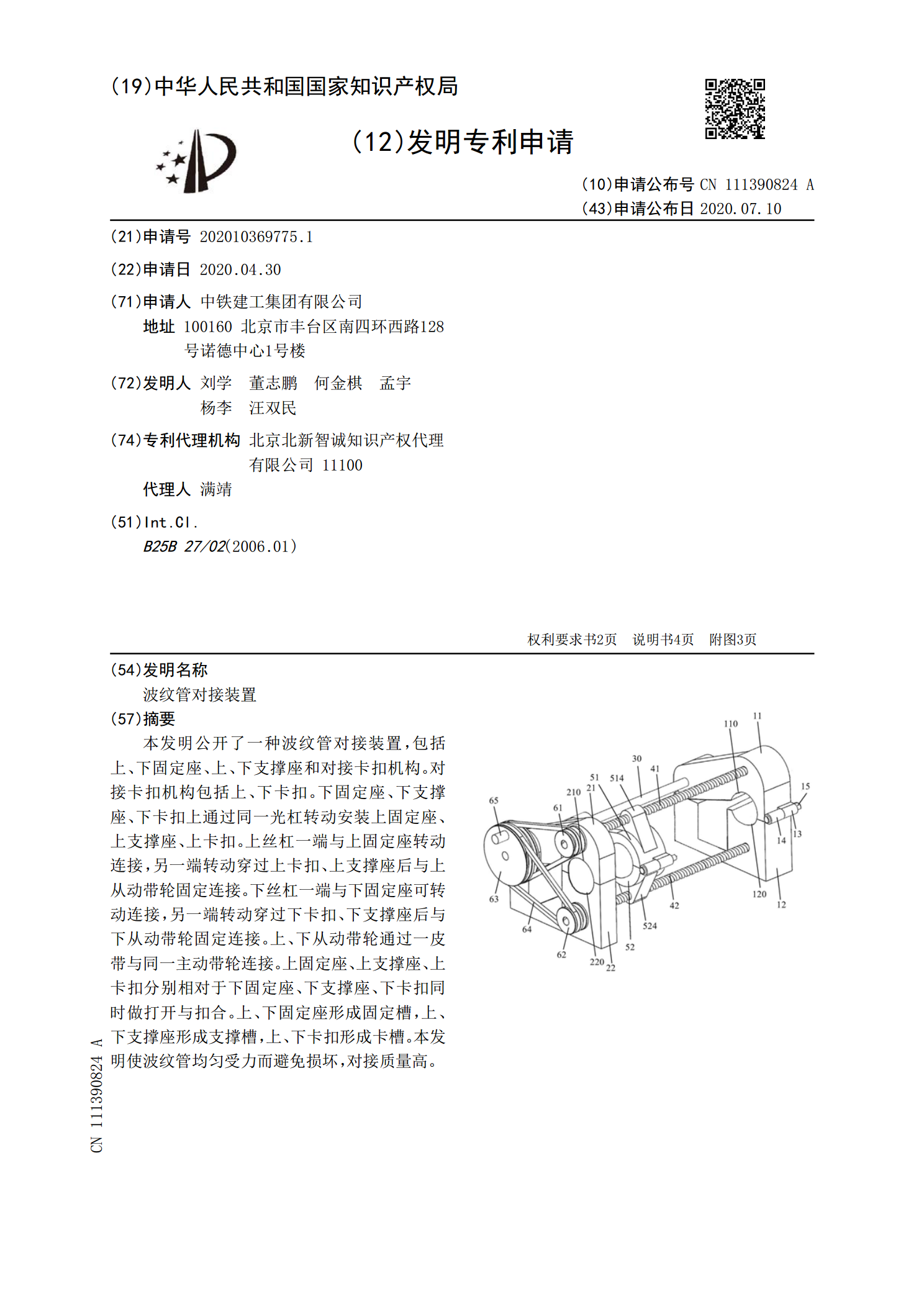
本发明公开了一种波纹管对接装置,包括上、下固定座、上、下支撑座和对接卡扣机构。对接卡扣机构包括上、下卡扣。下固定座、下支撑座、下卡扣上通过同一光杠转动安装上固定座、上支撑座、上卡扣。上丝杠一端与上固定座转动连接,另一端转动穿过上卡扣、上支撑座后与上从动带轮固定连接。下丝杠一端与下固定座可转动连接,另一端转动穿过下卡扣、下支撑座后与下从动带轮固定连接。上、下从动带轮通过一皮带与同一主动带轮连接。上固定座、上支撑座、上卡扣分别相对于下固定座、下支撑座、下卡扣同时做打开与扣合。上、下固定座形成固定槽,上、下支撑