
常用金属的焊接及焊接件的结构工艺性解析.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共36页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

常用金属的焊接及焊接件的结构工艺性解析.ppt
3.3常用金属的焊接3.3常用金属的焊接3.3常用金属的焊接3.3常用金属的焊接碳当量:碳及合金元素均折算成碳的相当含量,总和之后为碳当量。查成分表后,代入上式计算,取成分上限。3.3常用金属的焊接钢的焊接低碳钢:含碳量≤0.25%;中碳钢:0.25%<含碳量<0.6%;高碳钢:含碳量≥0.6%。低碳钢焊接Wc<0.25%,焊接性最好.可采用任何焊接方法,最常用焊条电弧焊、埋弧焊、气体保护焊和电阻焊.可采用最普通焊接工艺,重要结构焊后去应力退火.应用最广,如Q235、10、15、20等.中碳钢焊接Wc0.

焊接件的结构工艺性.docx
第四节焊接件的结构工艺性结构工艺性:指在一定的生产规模条件下,如何选择零件加工和装配的最佳工艺方案,因而焊接件的结构工艺性是焊接结构设计和生产中一个比较重要的问题,是经济原则在焊接结构生产中的具体体现。在焊接结构的生产制造中,除考虑使用性能之外,还应考虑制造时焊接工艺的特点及要求,才能保证在较高的生产率和较低的成本下,获得符合设计要求的产品质量。焊接件的结构工艺性应考虑到各条焊缝的可焊到性、焊缝质量的保证,焊接工作量、焊接变形的控制、材料的合理应用、焊后热处理等因素,具体主要表现在焊缝的布置、焊接接头和坡

焊接件结构工艺性.ppt
焊接件结构工艺性焊接在近代工业生产中占有十分重要的地位,如舰船的船体、高炉炉壳、建筑构架、锅炉与压力容器、车厢及家用电器、汽车车身等工业产品的制造,都离不开焊接方法。它可以用化大为小、化复杂为简单的方法来准备坯料,然后用逐次装配焊接的方法拼小成大、拼简单为复杂。焊接:一、焊接方法种类d)二氧化碳气体保护焊:二氧化碳气体保护焊是以二氧化碳为保护气体的电弧焊。它用焊丝作电极,靠焊丝和焊件之间产生的电弧熔化工件金属与焊件,形成熔池,凝固后成为焊缝。e)电焊:电焊是利用柱状电极加压通电,在搭接工件接触面之间焊成一
焊接件结构工艺.doc
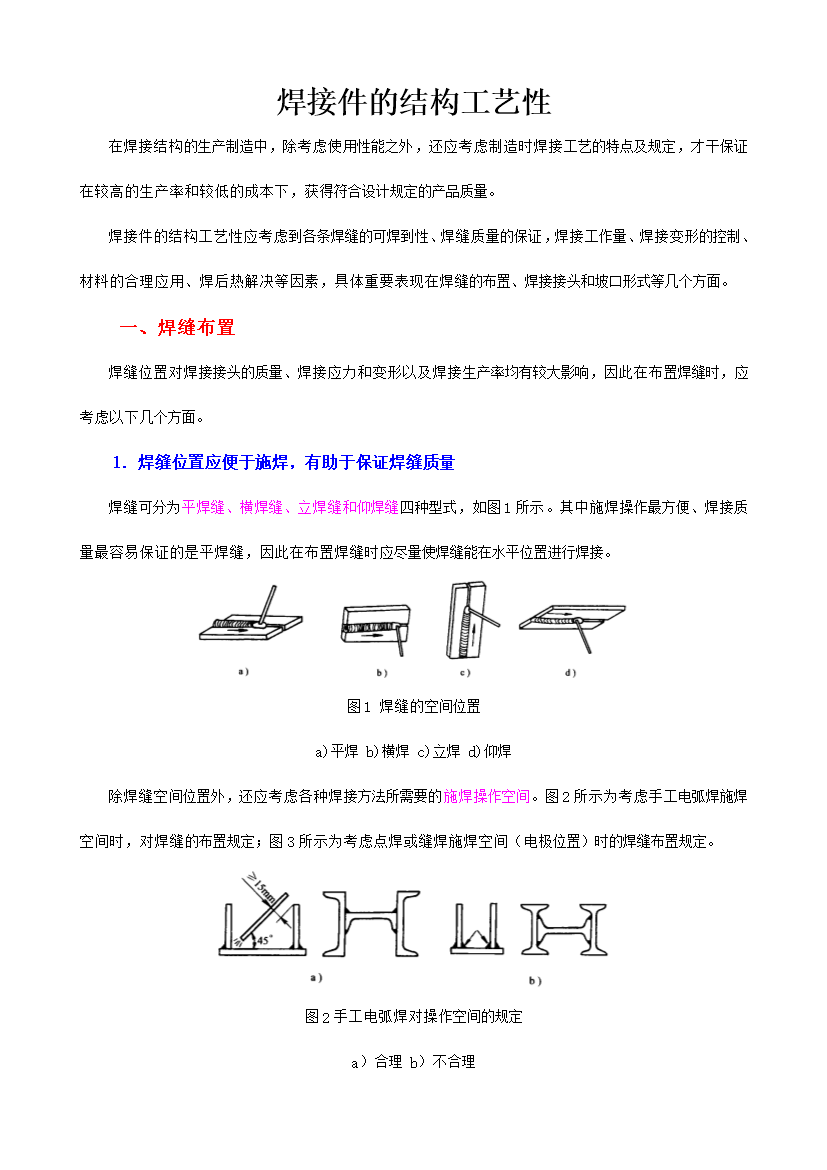
焊接件的结构工艺性在焊接结构的生产制造中,除考虑使用性能之外,还应考虑制造时焊接工艺的特点及规定,才干保证在较高的生产率和较低的成本下,获得符合设计规定的产品质量。焊接件的结构工艺性应考虑到各条焊缝的可焊到性、焊缝质量的保证,焊接工作量、焊接变形的控制、材料的合理应用、焊后热解决等因素,具体重要表现在焊缝的布置、焊接接头和坡口形式等几个方面。一、焊缝布置焊缝位置对焊接接头的质量、焊接应力和变形以及焊接生产率均有较大影响,因此在布置焊缝时,应考虑以下几个方面。1.焊缝位置应便于施焊,有助于保证焊缝质量焊缝可

焊接件结构工艺.docx
焊接件的结构工艺性在焊接结构的生产制造中,除考虑使用性能之外,还应考虑制造时焊接工艺的特点及要求,才能保证在较高的生产率和较低的成本下,获得符合设计要求的产品质量。焊接件的结构工艺性应考虑到各条焊缝的可焊到性、焊缝质量的保证,焊接工作量、焊接变形的控制、材料的合理应用、焊后热处理等因素,具体主要表现在焊缝的布置、焊接接头和坡口形式等几个方面。一、焊缝布置焊缝位置对焊接接头的质量、焊接应力和变形以及焊接生产率均有较大影响,因此在布置焊缝时,应考虑以下几个方面。1.焊缝位置应便于施焊,有利于保证焊缝质量焊缝可