
常用量具量仪测量方法讲述.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

常用量具量仪测量方法讲述.ppt
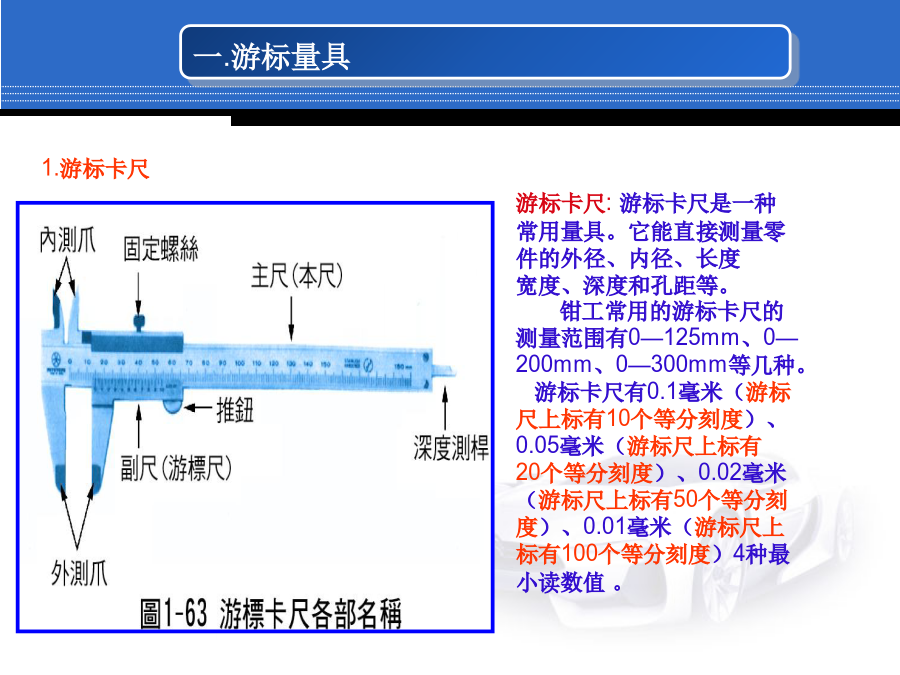
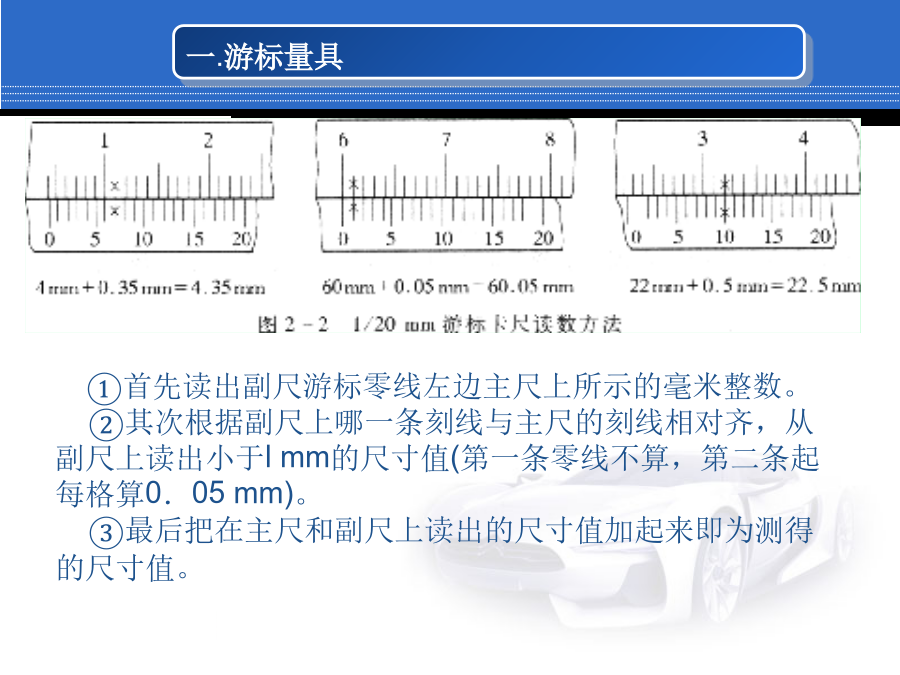
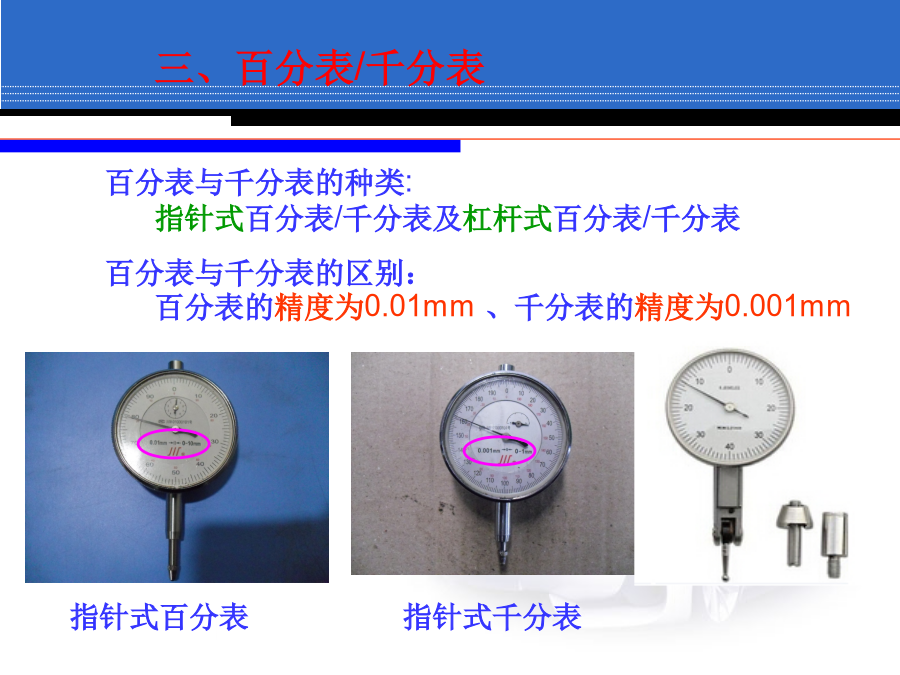
装配钳工工艺与技能训练主要内容一.游标量具一.游标量具一.游标量具一.游标量具一.游标量具二.千分尺千分尺的读数方法在千分尺上读数的方法也可分为三个步骤:①先读出活动套筒边缘在固定套筒(主尺)上所示的毫米数和半毫米数,如图2—5(b)所示主尺读数为35.5mm。②再根据活动套筒上的哪一格与固定套筒上的基准线对齐,读出活动套筒上不足半毫米的数值。如图2—5(b)所示的活动套筒读数为0.12mm。③最后将两个读数加起来,其和即为测得的实际尺寸值。三、百分表/千分表指针式百分表/千分表结构表盘刻度原理测量与读数

常用机械精密量具、量仪.pptx
课题一:常用精密量具、量仪教学目的、要求:教学重点、难点:量块图2.13成套量块组合方法百分表百分表内径表分表正弦规Sinα=a/c1正弦规的结构正弦规的规格尺寸表4一4mm正弦规的选用※2.正弦规的使用方法正弦规放置在平板上(图4)工件放置在正弦规上(图5)量块组的高度可根据被测零件的圆锥角通过计算获得。例(一)解:例2:《全国技工学校技能大赛工具钳工(学生高级组)》竞赛题V型组合体(装配图)图例1件(1)图例2V型组合体(件)1说明具体方法如下:图例3例图4T=M-[cosI(45°-α)I×r×√2

第二节 生产中常用长度量具与量仪.pptx
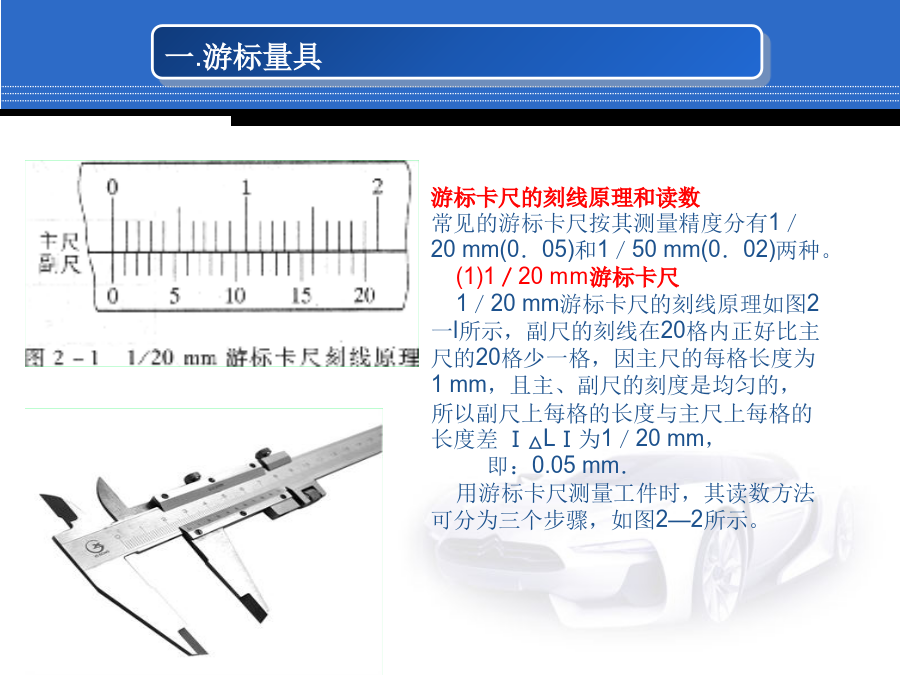
生产中常用长度量具与量仪游标卡尺游标卡尺游标卡尺可分三分步骤(分度值为0.1);1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.1读出小数;3)将上面整数和小数两部分加起来,即为总尺寸。千分尺读数时,先以微分筒的端面为准线,读出固定套管下刻度线的分度值(只读出以毫米为单位的整数),再以固定套管上的水平横线作为读数准线,读出可动刻度上的分度值。如果微分筒的端面与固定刻度的下刻度线之间无上刻度线,测量结果即为下刻度线的数值加可动刻度的值;如微分筒端面与

第二节 生产中常用长度量具与量仪.ppt
生产中常用长度量具与量仪游标卡尺游标卡尺游标卡尺可分三分步骤(分度值为0.1);1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.1读出小数;3)将上面整数和小数两部分加起来即为总尺寸。千分尺读数时先以微分筒的端面为准线读出固定套管下刻度线的分度值(只读出以毫米为单位的整数)再以固定套管上的水平横线作为读数准线读出可动刻度上的分度值。如果微分筒的端面与固定刻度的下刻度线之间无上刻度线测量结果即为下刻度线的数值加可动刻度的值;如微分筒端面与下刻

量具的使用及测量方法.doc
量具的使用及测量方法第四节列检量具作业指导书1.车钩(13、13A、13B系列)部件分解检查测量作业指导书适用范围适用于列检检车员对车钩(13、13A、13B系列)部件检查测量作业任职条件规范性引用文件1.铁道部颁布的《铁路技术管理规程》2.铁道部颁布的《铁路货车运用维修规程》3.神华准能大准铁路公司颁布的《行车组织规则》4.《铁路货车段修检测技术》5.凡是不注明日期的引用文件,其最新版本适用于本标准。检车员工作准备车钩成套检查样板、手锤、开口器、新钩舌、钢板尺、刷子、抹布、干性润滑脂、开口销。工序作业内