
常用测量工具的使用.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

常用测量工具的使用.ppt
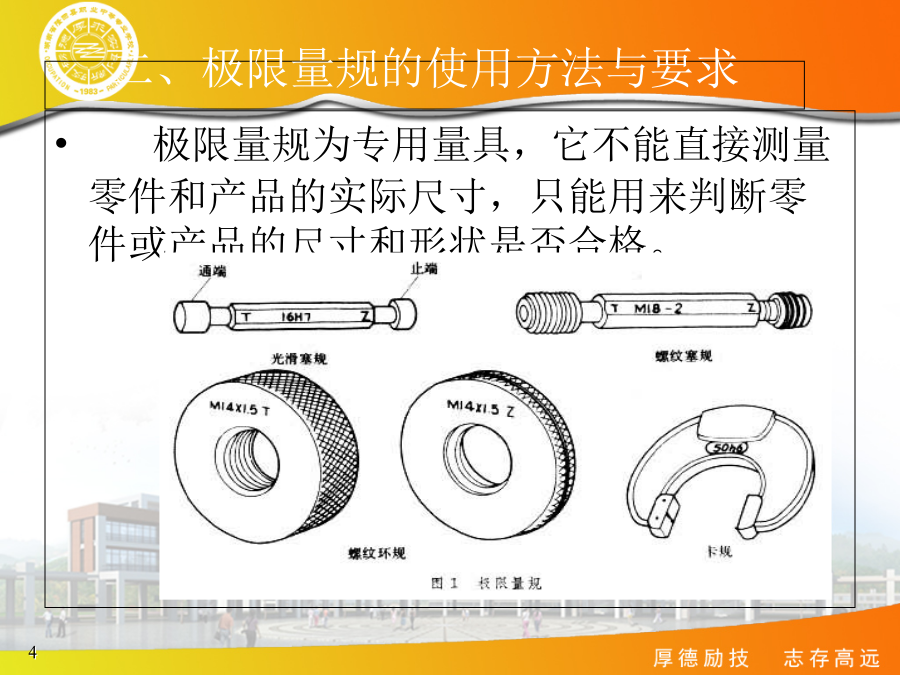
3.能正确地对游标卡尺和千分尺进行读数。本任务将带领学生认识游标卡尺和外径千分尺等测量工具,掌握了它们的结构及使用方法,为后续测量加工零件精度时,打下良好的基础。3452.1卡规7光滑极限量规—卡规示意图2.2塞规光滑极限量规—塞规图示2.2塞规2.3圆柱外螺纹量规2.3圆柱内、外螺纹量规2.3.1圆柱外螺纹量规2.3.2止端螺纹环规3通用量具的使用方法与要求钢直尺是最简单的长度量具,它的长度有150,300,500和1000mm四种规格。图是常用的150mm钢直尺。钢直尺用于测量零件的长度尺寸,它的测量

常用测量工具使用培训.pdf
常用测量工具使用规范.ppt
常用测量工具的规范使用目录一、常用长度测量工具的使用与保养游标卡尺的使用1.内测量爪2.外测量爪3.紧固螺丝4.副尺(游标尺)5.主尺6.深度测量7.深度尺杆游标卡尺的使用游标卡尺的使用高度卡尺的使用高度卡尺的使用千分尺的使用千分尺的使用千分尺的使用塞尺的使用塞尺的使用二、常用电工测量工具的使用与保养验电笔是电工常用的一种辅助安全用具。用于检查500V以下导体或各种用电设备的外壳是否带电。一支普通的低压验电笔,可随身携带,只要掌握验电笔的原理,结合熟知的电工原理,灵活运用技巧很多。1.低压验电笔的作用:(
常用测量工具使用规范.ppt
常用测量工具的规范使用目录一、常用长度测量工具的使用与保养游标卡尺的使用1.内测量爪2.外测量爪3.紧固螺丝4.副尺(游标尺)5.主尺6.深度测量7.深度尺杆游标卡尺的使用游标卡尺的使用高度卡尺的使用高度卡尺的使用千分尺的使用千分尺的使用千分尺的使用塞尺的使用塞尺的使用二、常用电工测量工具的使用与保养验电笔是电工常用的一种辅助安全用具。用于检查500V以下导体或各种用电设备的外壳是否带电。一支普通的低压验电笔,可随身携带,只要掌握验电笔的原理,结合熟知的电工原理,灵活运用技巧很多。1.低压验电笔的作用:(

常用测量工具的使用ppt课件.ppt
常用测量工具的使用MD品保课:闻敬良2010-11-08课程概要:一、卡尺的分类(一)游标卡尺(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图2。(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图3。而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式2、游标卡尺的测量范围及精度3、游标卡尺的读数原理和读数方法如图4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺