
常用测量仪器的使用&机加工常见缺陷.ppt

YY****。。

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共62页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

常用测量仪器的使用&机加工常见缺陷.ppt
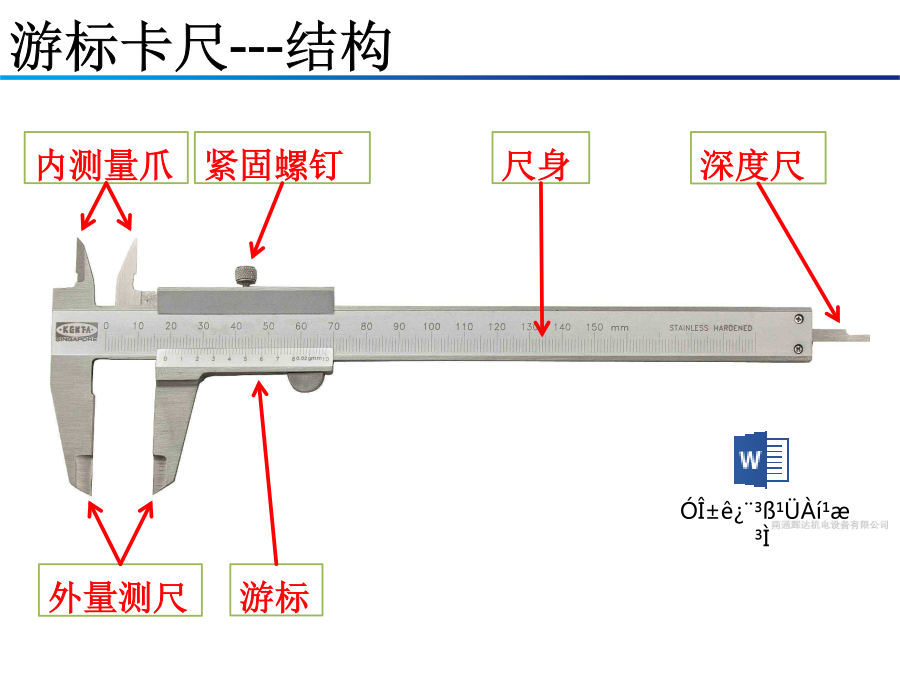
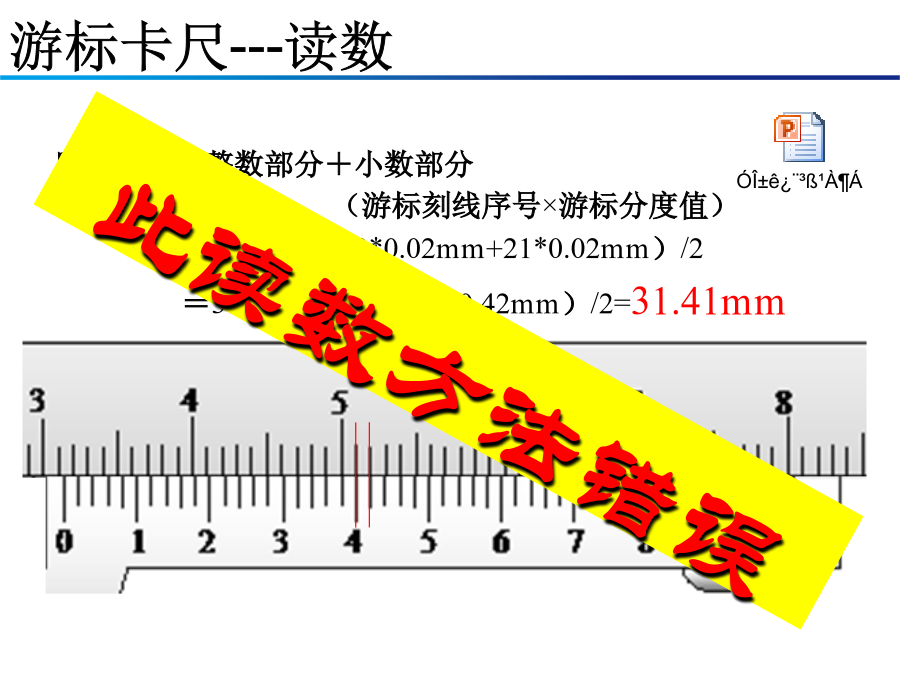
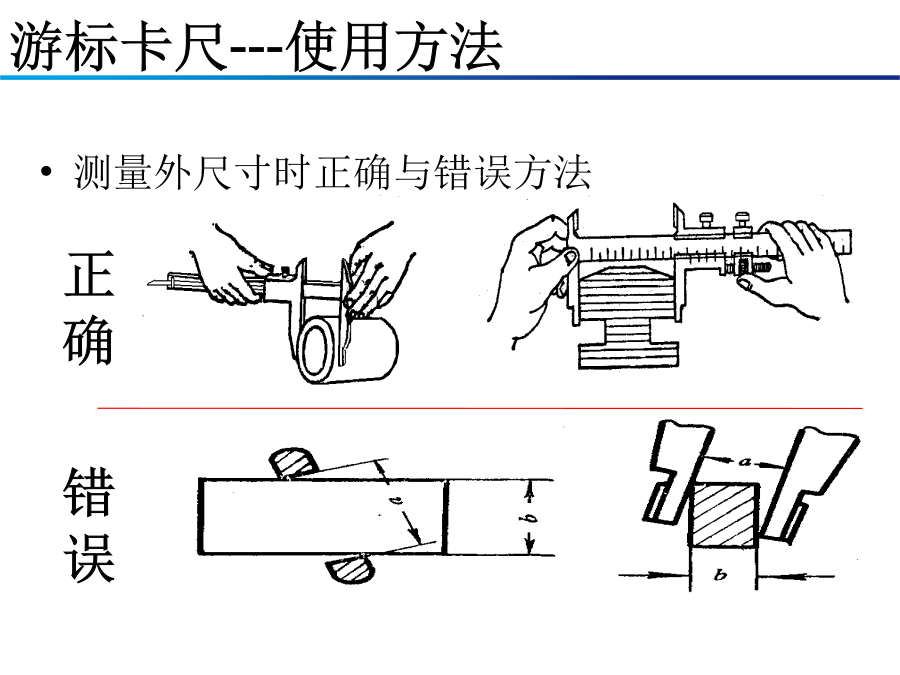
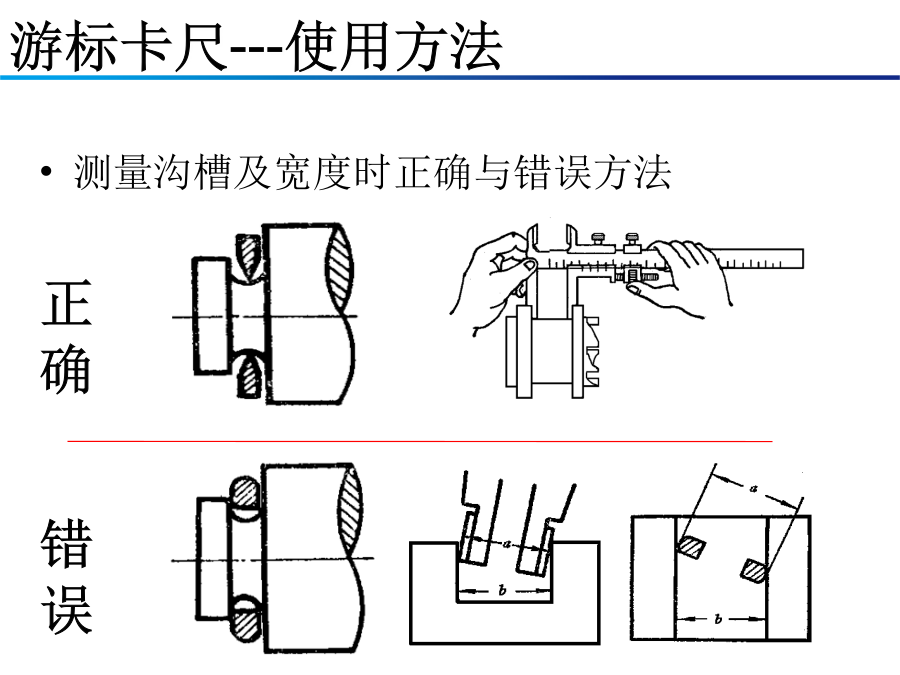
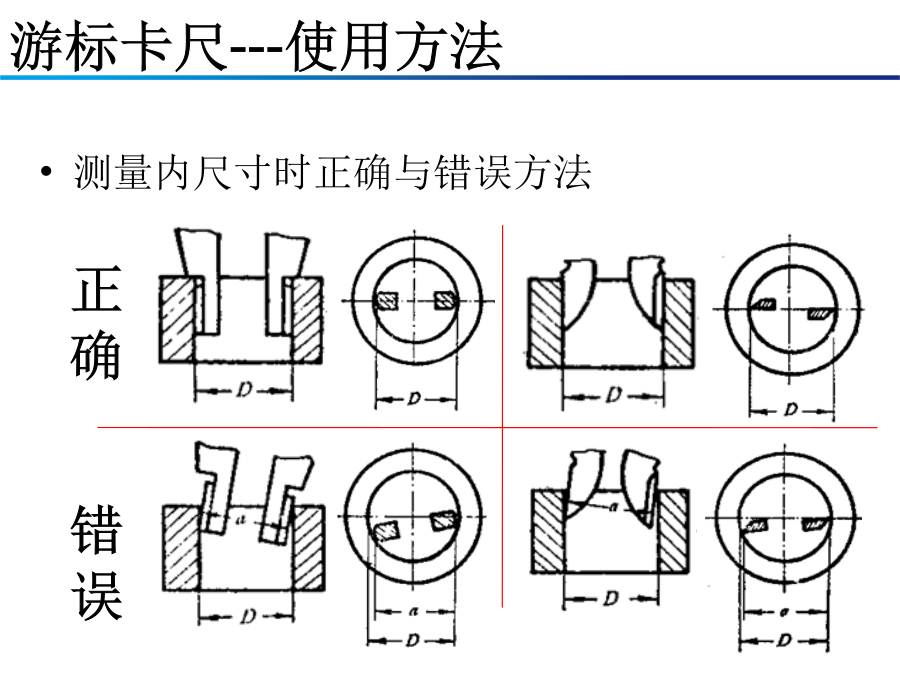
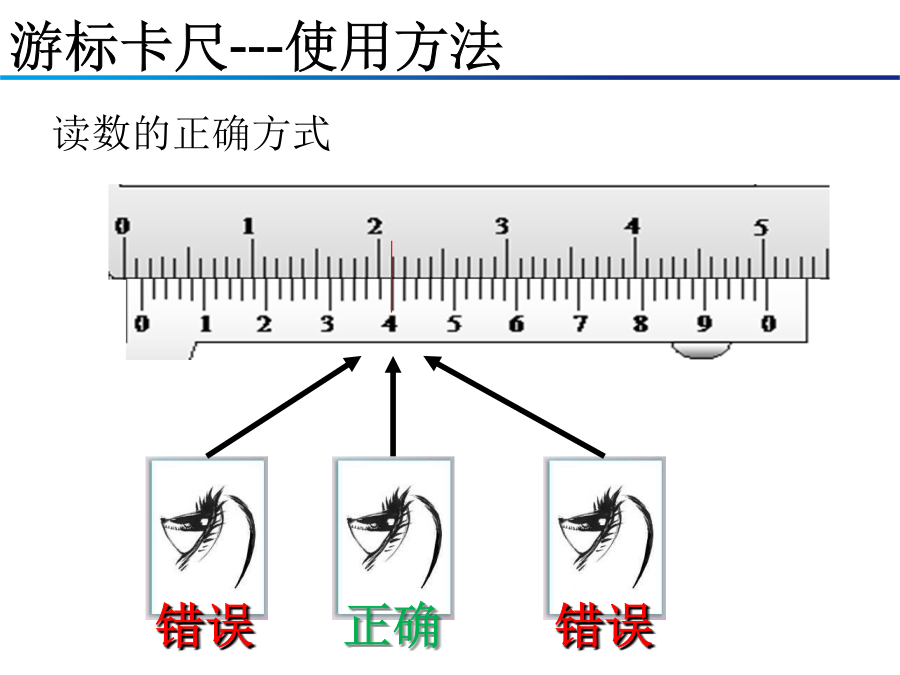
常用测量仪器的使用&机加工常见缺陷第一部分常用测量仪器的使用第一节游标卡尺游标卡尺---结构所求尺寸=整数部分+小数部分(游标刻线序号×游标分度值)=31mm+(20*0.02mm+21*0.02mm)/2=31mm+(0.40mm+0.42mm)/2=31.41mm游标卡尺---使用方法测量外尺寸时正确与错误方法测量沟槽及宽度时正确与错误方法测量内尺寸时正确与错误方法游标卡尺---使用方法第二节千分尺小砧0使用方法两头测砧擦干净,测量之前要校零;微分转动要灵活,工件表面需擦净;测量之时转测力,嘎嘎声响可

常用测量仪器的使用.ppt
常用测量仪器的使用一.钢板尺(二)游标卡尺3.游标卡尺使用注意事项2.外径千分尺的读数外径千分尺使用前应校正零位(即活动管上的0线与基本母线重合);若不对正,应记住相差格数,测量后适当加减误差。测量时用后边的测力装置(棘轮)旋转,当发生“吱吱”响声时即可读数。外径千分尺的读数步骤分三步:(1)读出微分筒边缘在固定套管上的尺寸;(2)看微分筒上哪一格与固定套管上的基准线对齐;(3)把两个读数相加即得到实测尺寸。3.外径千分尺使用时的注意事项(1)使用千分尺时,一定要用手握住隔热板,否则将使千分尺和被测件温度
常用物理测量仪器的使用.ppt
初中物理测量仪器使用刻度尺秒表温度计天平测力计电流表电压表1.读出上图红色物体的长度1.该物体的长度为2.读出上图红色物体的长度2.该红色物体的长度是3.读出上图红色物体的长度3.该红色物体的长度是4.读出上图红色物体的长度4.该红色物体的长度是待测物体的长度可以看作由以下两部分组成我们的测量也可以分成以下两部分将整数部分的读数和小数部分的读数相加即为待测物体的长度8.6cm最小刻度值的下一位刻度尺使用规则读数时视线要与尺面垂直1.读出上图所示秒表的读数1.上图所示秒表的读数是2.读出上图所示秒表的读数2

常用电子测量仪器的使用.doc
实验一常用电子测量仪器的使用一、实验目的1.了解电子技术实验系统的基本组成;2.了解双踪示波器、函数发生器、晶体管毫伏表的工作原理框图、主要技术指标;3.掌握双踪示波器、晶体管毫伏表的正确使用方法。二、常用电子仪器的基本工作原理、主要技术指标和正确使用方法基本电子技术实验系统通常由实图1-1所示,由被测网络、直流稳压电源、信号源、示波器、晶体管毫伏表以及万用表等电子仪器组成基本的正弦信号测试系统。在本系统中,我们选用了FG1617型函数发生器作为信号源,也可以选用其它信号的低频信号发生器。双踪示波器是常用
常用电子测量仪器使用.ppt