
带钢半连续热轧机轧辊材质选择.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
带钢半连续热轧机轧辊材质选择.ppt
带钢半连续热轧机轧辊材质选择佳林公司带钢半连续热轧机的组成粗轧机架工作辊工况特点工况特点一、承受较高的轧制力和扭矩二、接受到轧材传来的热量大要求粗轧机工作辊一、具有高的强韧性二、具有良好的耐磨性三、具有良好的抗热疲劳性精轧机架工作辊工况特点由于精轧机组各机架的轧制条件变化大,要求精轧前段和精轧后段工作辊具有不同性能精轧前段工作辊工况特点精轧前段承受较高的轧制力和较后段高的轧材传热率同时轧制速度也较高,因而要求精轧前段工作辊具有较高的强度、耐磨性、抗热裂性。精轧后段工作辊工况特点精轧后段轧制速度较高,轧辊承

带钢半连续热轧机轧辊材质选择.ppt
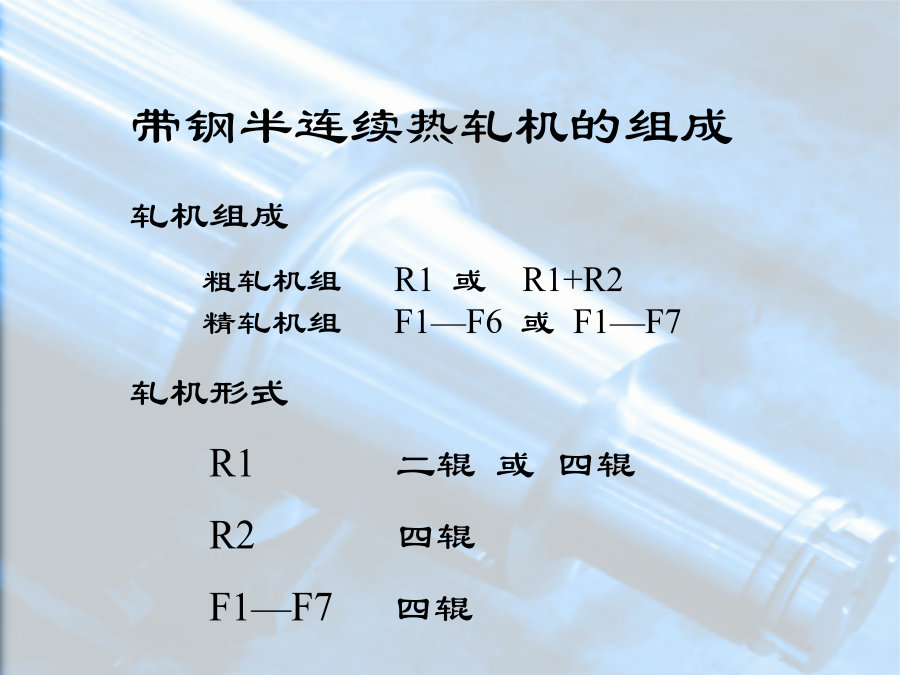
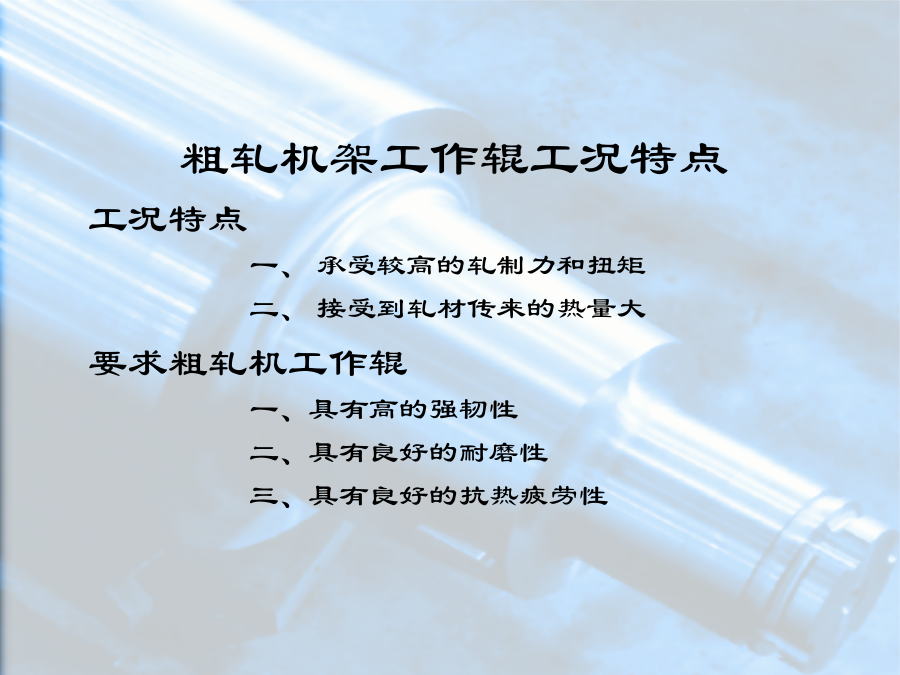
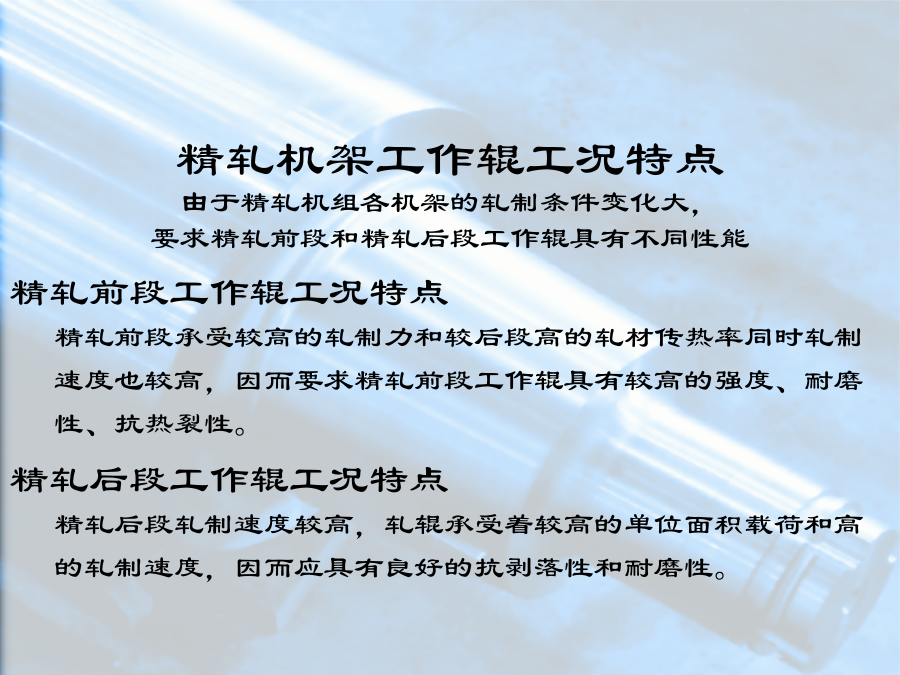
带钢半连续热轧机的组成粗轧机架工作辊工况特点工况特点一、承受较高的轧制力和扭矩二、接受到轧材传来的热量大要求粗轧机工作辊一、具有高的强韧性二、具有良好的耐磨性三、具有良好的抗热疲劳性精轧机架工作辊工况特点由于精轧机组各机架的轧制条件变化大,要求精轧前段和精轧后段工作辊具有不同性能精轧前段工作辊工况特点精轧前段承受较高的轧制力和较后段高的轧材传热率同时轧制速度也较高,因而要求精轧前段工作辊具有较高的强度、耐磨性、抗热裂性。精轧后段工作辊工况特点精轧后段轧制速度较高,轧辊承受着较高的单位面积载荷和高的轧制速度

热窄带钢轧机轧辊轴承改造.docx
热窄带钢轧机轧辊轴承改造标题:热窄带钢轧机轧辊轴承改造摘要:随着热窄带钢生产工艺的不断发展,轧辊轴承作为关键部件在热窄带钢轧机中扮演着重要角色。本论文通过系统的文献研究和实践经验总结,对热窄带钢轧机轧辊轴承进行改造工艺进行研究和优化,旨在提高轧辊轴承的使用寿命和工作效率。1.研究背景热窄带钢是一种最具市场潜力的高性能钢产品,其生产过程中对轧辊轴承提出了更高的要求。随着钢铁产业的发展,热窄带钢轧机的轧辊轴承改造成为了研究的热点之一。2.轧辊轴承的现状目前,热窄带钢轧机轧辊轴承存在的问题包括使用寿命短、易损件

当前热宽带钢轧机用铸造轧辊状况.doc
当前热宽带钢轧机用铸造轧辊状况轧机的现代化改造后,我国轧材中板带比已经约占轧材总量的50%,即年产4亿多吨,钢材中约2亿吨为板带钢材。若以0.5公斤/吨材的辊耗来计算,每年仅板带钢便消耗10万吨轧辊,经过多年的努力,我国的一些有名的轧辊生产厂家,如邢台、共昌、太钢、鞍钢、武钢等,已在不同程度上基本掌握板、带轧机用辊的生产技术,但产量仍不能满足市场需求,而国外轧辊价位较高,供货也不及时。华科轧辊公司计划建设的热轧宽带轧辊生产线在市场的需求上和生产技术的支持上有一定的保证。热轧宽带轧机可用轧辊主要为以下几种:

宽带钢热连轧机的粗轧辊系配置方案与应用.docx
宽带钢热连轧机的粗轧辊系配置方案与应用宽带钢热连轧机粗轧辊系配置方案与应用摘要:宽带钢是一种重要的金属材料,其生产过程中的热连轧机粗轧辊系配置方案与应用对产品质量、生产效率和设备寿命等方面具有重要影响。本文通过对宽带钢热连轧机的工作原理及其粗轧辊系的配置方案与应用进行研究和探讨,总结出一些实际应用中的经验和教训,以期提供参考和借鉴。关键词:宽带钢;热连轧机;粗轧辊系;配置方案;应用1.简介宽带钢是一种宽度大于600mm的钢板,广泛应用于建筑、汽车、船舶、机械制造等行业。热连轧机是宽带钢铸坯的重要加工设备,