
带式输送机跑偏调整.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
带式输送机跑偏调整.ppt
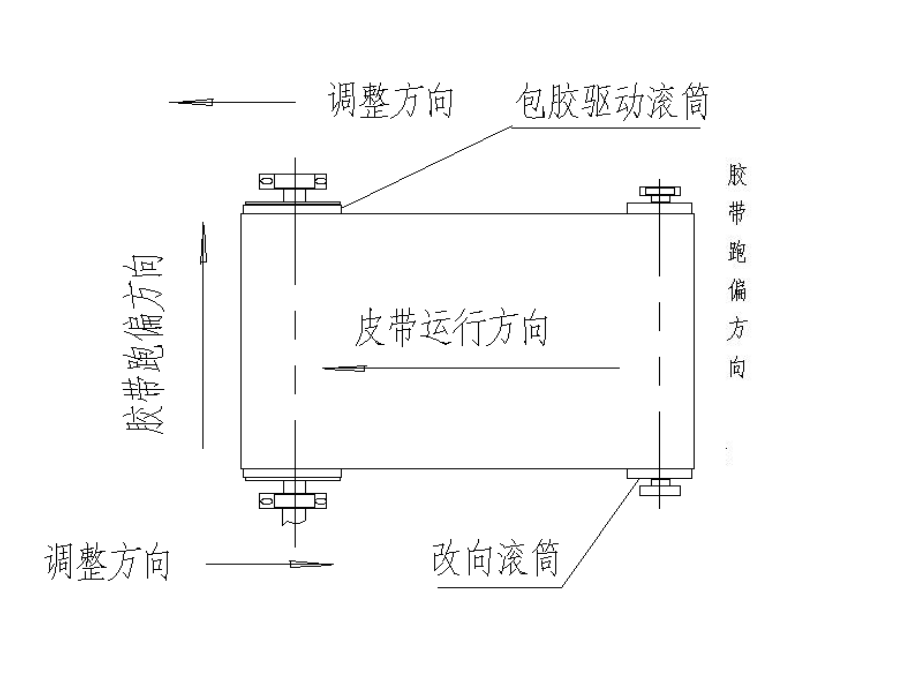
皮带机跑偏调整带式输送机作为连续散装物料的运输机械,在搅拌、破碎及筛分设备中得到了广泛地应用,输送机在运输过程中,由于各种原因经常会出现胶带跑偏现象,这不仅会引起漏料、设备的非正常磨损与损坏,降低生产率,而且会影响整套设备的正常工作。因此,正确判断出胶带跑偏的原因并及时予以排除,是一项非常重要的工作。造成输送机胶带跑偏的根本原因是:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于胶带宽度方向上的拉应力不均匀而引起的。由于导致胶带跑偏的因素很多,故应从输送带的设计、制造、安装调试、使用及维护等方面来着手解

影响带式输送机跑偏的因素与调整方法.docx
影响带式输送机跑偏的因素与调整方法带式输送机是用于将物料从一个地方传送到另一个地方的主要工具之一,它具有传送量大、输送距离长、连续操作等优点,已经广泛应用于矿山、冶金、化工、电力、建筑等领域。但在运行过程中,常会出现带式输送机跑偏的问题,影响生产效率甚至会造成设备损坏和安全事故。因此,本篇论文将从因素和调整方法两个方面探讨该问题。一、影响带式输送机跑偏的因素(一)带式本身问题1.质量问题:选用不合格或老化的带式,质量不稳定,易出现龟裂、断裂等问题。2.安装问题:带式未能达到正确的预紧力和支撑条件,容易导致

带式输送机皮带跑偏原因分析及调整.doc
带式输送机皮带跑偏原因分析及调整1、皮带跑偏现象及原因造成皮带跑偏的根本原因是胶带所受的外力在皮带宽度方向上的合力不为零,或垂直于皮带宽度方向上的拉应力不均匀,从而导致托辊或滚筒等对皮带的反力产生—个向一侧的分力,在此分力的作用下引起皮带向一侧偏移。皮带的跑偏规律是“跑紧不跑松”:即皮带两侧的松紧度不一时,皮带向紧的—侧移动;“跑高不跑低”:如果皮带两侧的高低不一样,皮带向高的—侧移动;“跑后不跑前”:如果托辊支架等装置没有安装在皮带运行方向的垂直截面上,而是一端在前,一端在后(沿皮带运行方向),则皮带会

带式输送机胶带跑偏原因分析与调整.docx
带式输送机胶带跑偏原因分析与调整标题:带式输送机胶带跑偏原因分析与调整摘要:带式输送机是工业生产中常用的物料输送设备,因其结构简单、使用方便、运输效率高而得到广泛应用。然而,在实际使用过程中,带式输送机胶带跑偏问题常常出现,严重影响了输送机的正常运行和生产效率。本文通过对带式输送机胶带跑偏的原因进行深入分析,并提出相应的调整方法,希望能为解决这一问题提供有价值的参考。1.引言带式输送机作为一种重要的物料输送设备,广泛应用于矿山、化工、冶金、建材等行业。带式输送机的正常运行对提高生产效率和保障安全生产具有重

带式输送机跑偏装置的设计.doc
中国地质大学(武汉)远程与继续教育学院毕业设计(论文)远程与继续教育学院本科毕业论文(设计)题目:带式输送机跑偏装置的设计学习中心:内蒙古学习中心学号:090F69153002姓名:王杰专业:自动化(矿山机电)指导教师:李冬冬2017年9月11日中国地质大学(武汉)远程与继续教育学院本科毕业论文(设计)指导教师指导意见表学生姓名:王杰学号:090F69153002专业:自动化(矿山机电)毕业设计(论文)题目:带式输送机跑偏装置的设计指导教师意见:(请对论文的学术水平做出简要评述。包括选题意义;文献资料的掌