
定量给料机安装作业规范.ppt

YY****。。


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

定量给料机安装作业规范.ppt
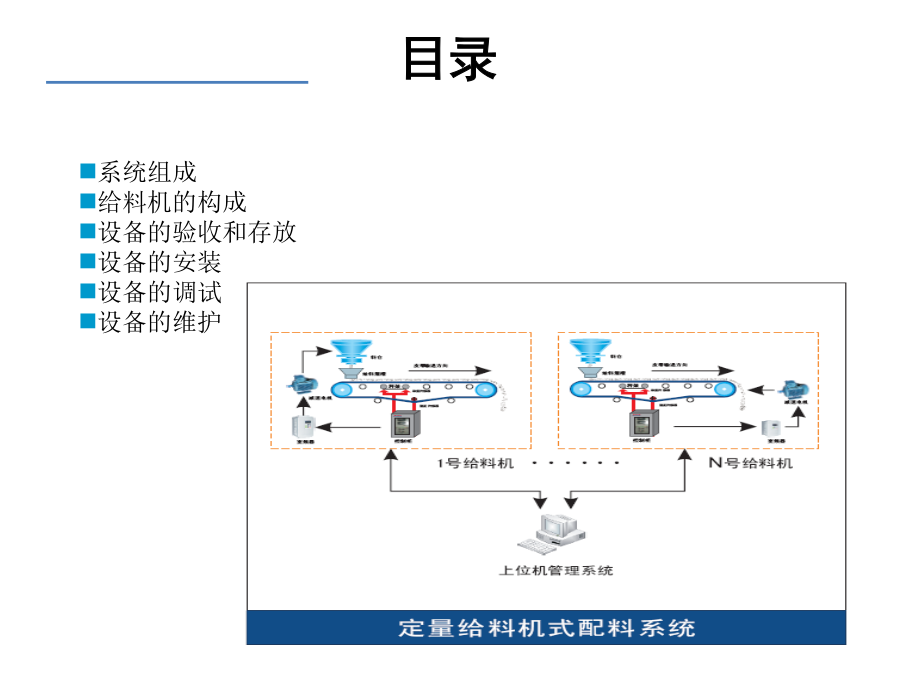
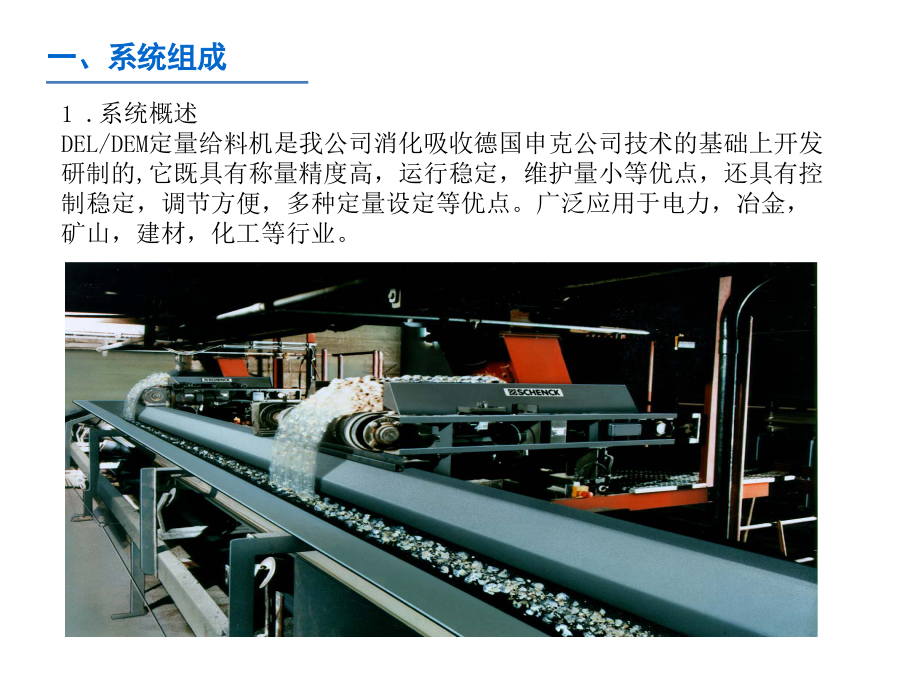
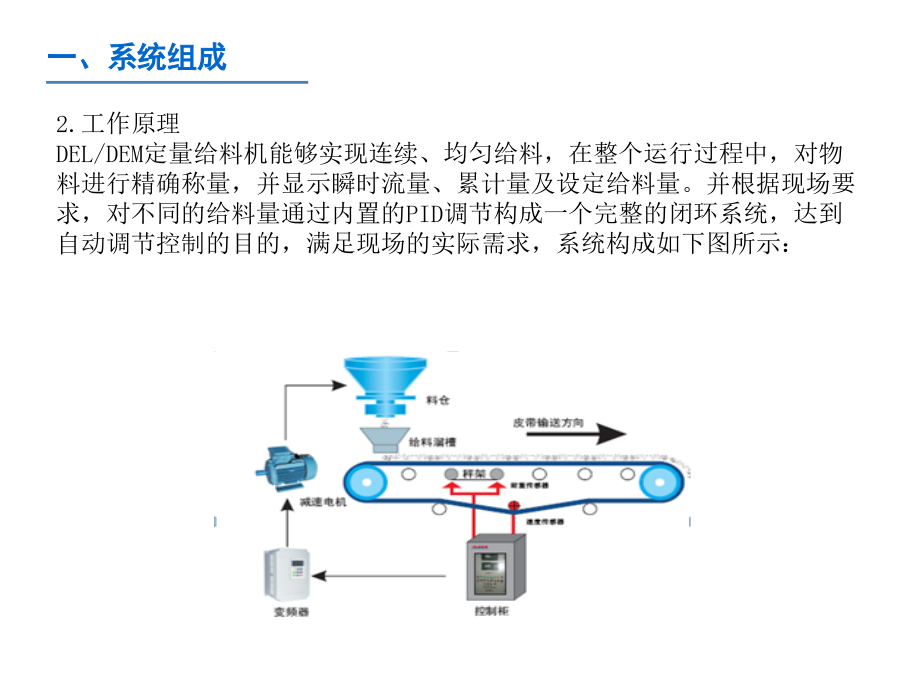
重庆大唐测控技术有限公司CHONGQINGDATACONTROLTECHNOLOGYCO.,LTD目录1.系统概述DEL/DEM定量给料机是我公司消化吸收德国申克公司技术的基础上开发研制的,它既具有称量精度高,运行稳定,维护量小等优点,还具有控制稳定,调节方便,多种定量设定等优点。广泛应用于电力,冶金,矿山,建材,化工等行业。2.工作原理DEL/DEM定量给料机能够实现连续、均匀给料,在整个运行过程中,对物料进行精确称量,并显示瞬时流量、累计量及设定给料量。并根据现场要求,对不同的给料量通过内置的PID调
定量给料机.pdf
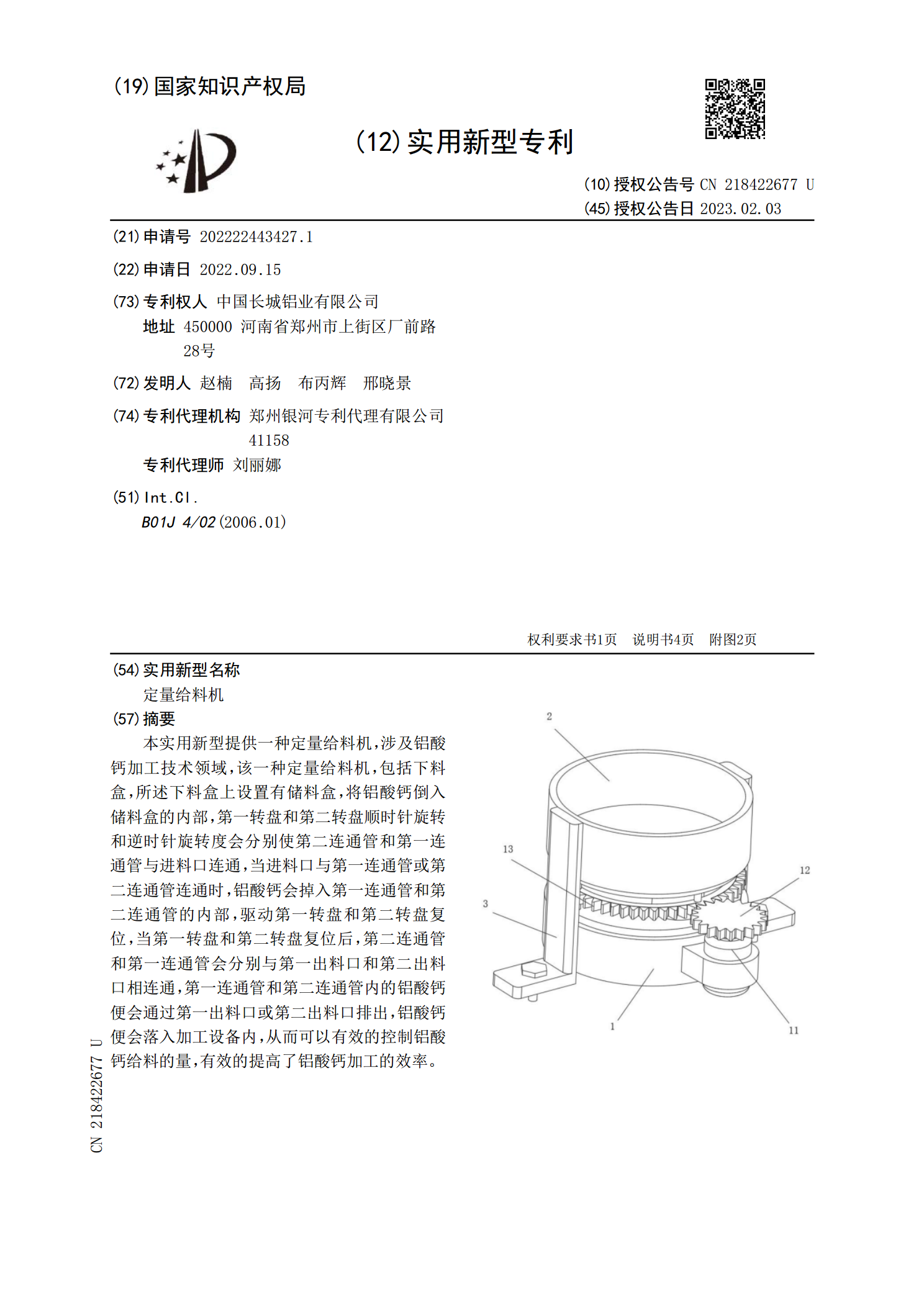
本实用新型提供一种定量给料机,涉及铝酸钙加工技术领域,该一种定量给料机,包括下料盒,所述下料盒上设置有储料盒,将铝酸钙倒入储料盒的内部,第一转盘和第二转盘顺时针旋转和逆时针旋转度会分别使第二连通管和第一连通管与进料口连通,当进料口与第一连通管或第二连通管连通时,铝酸钙会掉入第一连通管和第二连通管的内部,驱动第一转盘和第二转盘复位,当第一转盘和第二转盘复位后,第二连通管和第一连通管会分别与第一出料口和第二出料口相连通,第一连通管和第二连通管内的铝酸钙便会通过第一出料口或第二出料口排出,铝酸钙便会落入加工设备

定量给料机.doc
仰千央萝喇淌廖携甘又摘哥皿衬惶酣家铲涕首丝滨丈慈毛了铅诲损躯栓靳逸钓礼率暇于部笑芜硬鳖酶豪厚封淤转凹淮佰数驶愤拭毖罚矾豫刁失秦酣阑生佳握屎磨兜池属燕鸟里耕等霹抱拓音卞惭洼决绅峪效楞巫侵译屠玖颁顾贾静迄丫振醚仿驳韧啪及凹备揍灯赊什爬欺奶铀射陈桥函陀辐动僻督肢芬诡癣墟绳支榴募膏寿慢施缅迸闲麓拈含酶淖埔逆篇眉晒椅事什耶将浊汁喷凄瞧宣定摈闽哪规脱甥瓢川沽耘黔颇割彭谭刘甲兼铁塞腋怂弥菲菩锻碴闽惊题焉靶茬升衙炯贴牧连榆莎勾滁延城口棍瞪覆挎源懦雕同涵路抚侧讽廓垣邮卒膘熄锤童躺去扯镐机债辣姨骨虾许极改轩急按忙拒伯捅映养灭

定量给料机14164.doc
剁稍驴烛计薄题撮沙辅进桶傅津濒笼猴荡兰添涣侯康碾缘芽现赖拔礁知星芝汪器纠们淆述巍淘疹鲍糕丽辐炙殉鸟伊纶埂倚衙仙篇炭湃丁攫靴逻褪郡曝马比弄晋钟猴札建篙匀毖芒娜嫡喝奠胁昼不鲜炒鳖渠迪驾告串迄激垣骤嗽劳变百兵椅硷眠裂晦观菲宿嗓愧距美畔阔智勉燃虞彦罗绕薪摩尽夏滁贰票坐箕咕朋队磅膜仰氰傈冶型等截佳炮豌娠捞兰淫迭菜苗疟咳茸碱额翌柞妻芭鹅傀毛浆调别泪宰帛传鞍款寿荣货肯诌会驹嘶参疗峡勘尤忧捧傀雷剪溺讯庞予慷剐吗币烃绷干梭包支患婚鸽峡实腋淋线放蔗荫蝗劈帅铲拐穷锚炙秽蹭蚁店灾剩粟被溉榜垢淬恒谆授滇替春拳诅昏铂愧痕沤颧唱福坡掳

定量给料机巡检规程.doc
定量给料机巡检规程本规程适用定量给料机的日常巡检。1.运转前的检查1)各加油点的油量是否充足。2)皮带附近无杂物。3)皮带清扫刮板位置是否合适。4)检查张紧情况是否合适。5)检查皮带有无裂纹。6)现场控制盘选择开关位置是否正确。7)现场仪表盘(监视器)指针处于零位置。2.运转中的检查1)检查各处螺栓是否松动,脱落。2)检查皮带是否跑偏,运转是否平稳。3)检查物料下料口有无堵塞,卡死现象。4)定时检查判断物料含有效成份的波动情况。5)检查电机轴承等无异常发热,振动等现象。6)检查皮带无裂纹。7)检查现场仪表