
一种大直径三元叶轮的铣制方法.pdf

一吃****福乾


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大直径三元叶轮的铣制方法.pdf
本发明涉及压缩机三元叶轮的制造方法,具体地说是一种大直径三元叶轮的铣制方法,步骤为将通过计算得出的大直径三元叶轮的叶型、轮毂数据生成数据文件输入到操作平台,定义叶片旋转方向、叶片数量、叶片圆角及叶片圆头方式,运用已有的操作平台进行三维实体造型,生成叶轮三元模型文件;将叶轮毛坯装夹在五轴数控加工中心的工作台上;使用三个直线轴联动,固定两个旋转轴,先铣短叶片槽体焊缝、焊接短叶片,真空消应力后再铣长叶片槽体焊缝,焊接长叶片的槽体焊缝及铣制焊缝。本发明缩短了叶轮的加工时间,与传统加工方法相比,可缩短2倍以上,在刀

小直径闭式三元叶轮单个直纹曲面叶片的铣制方法及装置.pdf
本发明公开了一种小直径闭式三元叶轮单个直纹曲面叶片的铣制方法及装置。铣制方法包括如下步骤:(a)利用叶片实体模型数据进行上下胎三维实体建模,上胎模含有凸起的待加工直纹曲面叶片,下胎模含有与所述待加工直纹曲面叶片形状相适配的限位凹槽;(b)按照建模模型制备含有凸起的待加工直纹曲面叶片的上胎体和含有限位凹槽的下胎体;(c)将加工好的上胎体反扣到下胎体上,使上胎体凸起的待加工直纹曲面叶片与下胎体的限位凹槽相卡合,借助胎体对叶片的X、Y向定位,以及永磁吸力磁盘的Z向定位而切出单个叶片,操作简单,无回弹量,叶片表面

直线轴联动铣制三元叶轮方法研究.docx
直线轴联动铣制三元叶轮方法研究摘要:三元叶轮是一种常见的液压机械配件,其加工难度较大,需要特殊的加工方法。本文主要介绍了直线轴联动铣制三元叶轮的方法研究。首先简要介绍了三元叶轮的工作原理,然后介绍了直线轴联动铣削的原理及其适用范围。接着,结合具体的制造实例,进行了加工过程的详细说明,并分析了加工中需要注意的问题及其解决方法。最后,通过对加工的样件进行测试,验证了直线轴联动铣制三元叶轮的方法的可行性和优越性。关键词:三元叶轮,直线轴联动铣削,加工方法,工艺参数,加工精度正文:1.引言三元叶轮是一种常见的液压

一种三元叶轮的粗铣加工方法.pdf
本发明公开了一种三元叶轮的粗铣加工方法,包括:通过应用软件构造三元叶轮的立体模型;根据所述立体模型上的流道的曲面曲率和/或叶片的扭曲角度,将一所述流道划分为若干个加工区域;分别对各个所述加工区域上的曲面曲率和/或叶片的扭曲角度进行分析,确定各个所述加工区域所对应的加工角度;将镗床工作台上的刀具的加工角度分别设置为各个所述加工区域所对应的加工角度;通过设置加工角度后的所述刀具,分别对与各个所述加工区域对应的叶轮坯料上的区域进行加工,使所述叶轮坯料上形成所述流道,完成所述三元叶轮的粗铣加工。本发明通过使用镗床
盖盘铣制三元叶轮叶片侧刃加工的工艺方法.pdf
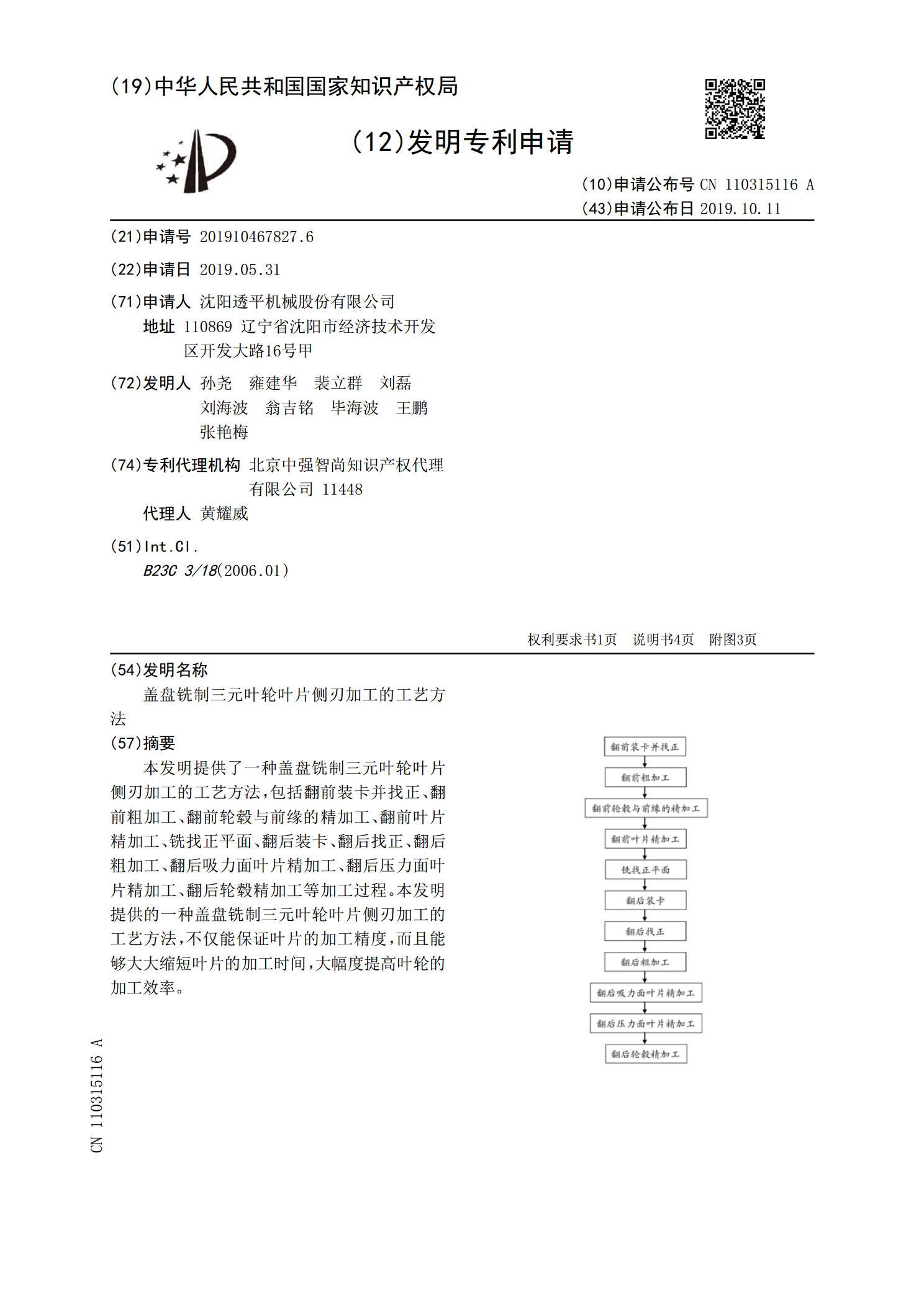
本发明提供了一种盖盘铣制三元叶轮叶片侧刃加工的工艺方法,包括翻前装卡并找正、翻前粗加工、翻前轮毂与前缘的精加工、翻前叶片精加工、铣找正平面、翻后装卡、翻后找正、翻后粗加工、翻后吸力面叶片精加工、翻后压力面叶片精加工、翻后轮毂精加工等加工过程。本发明提供的一种盖盘铣制三元叶轮叶片侧刃加工的工艺方法,不仅能保证叶片的加工精度,而且能够大大缩短叶片的加工时间,大幅度提高叶轮的加工效率。