
自动进料式冲孔机.pdf

Ch****49


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自动进料式冲孔机.pdf
本发明公开了一种自动进料式冲孔机,包括传动装置、纵向导向装置、横向移动定位装置、机身、联接于传动装置上的曲轴和冲压装置,所述传动装置设置于机身的上部,所述传动装置通过联轴器与曲轴连接;所述曲轴通过曲轴连杆连接有冲压装置,曲轴通过棘杆偏心轮连接有纵向导向装置;所述横向移动定位装置设置在机身下部并位于冲压装置和纵向导向装置的下方。本发明实现了多孔加工连续作业,可以横向纵向打孔,不受板幅宽度的限制,省时省力,加工精度高,有效地提高了生产效率,降低劳动强度,且结构简单,操作方便,安全性能好。

自动进料单点闭式压力机.pdf
本发明公开了自动进料单点闭式压力机,包括自动进料装置、进料管、工作台、冲头、动力杆、支撑架、若干传动轮、若干支撑板、出料槽、动力装置、传动杆和上料装置,所述自动进料装置安装在工作台上,所述工作台与支撑架固定安装。本发明能够使物料自动进料,降低了操作复杂度,降低了人力资源成本,提高了生产效率,解决了工作中存在的安全隐患。
全自动冲孔机.pdf
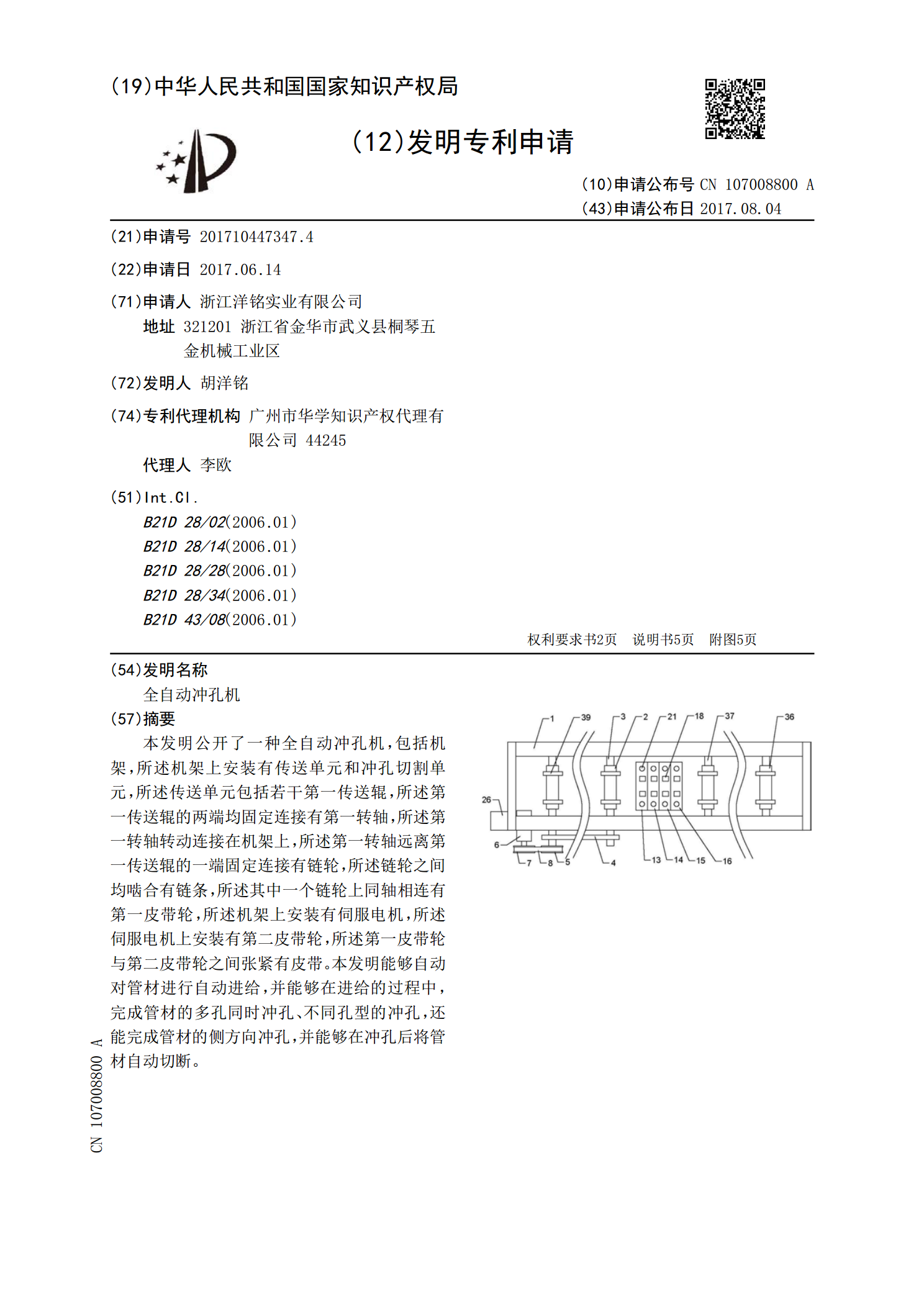
本发明公开了一种全自动冲孔机,包括机架,所述机架上安装有传送单元和冲孔切割单元,所述传送单元包括若干第一传送辊,所述第一传送辊的两端均固定连接有第一转轴,所述第一转轴转动连接在机架上,所述第一转轴远离第一传送辊的一端固定连接有链轮,所述链轮之间均啮合有链条,所述其中一个链轮上同轴相连有第一皮带轮,所述机架上安装有伺服电机,所述伺服电机上安装有第二皮带轮,所述第一皮带轮与第二皮带轮之间张紧有皮带。本发明能够自动对管材进行自动进给,并能够在进给的过程中,完成管材的多孔同时冲孔、不同孔型的冲孔,还能完成管材的侧

肩章自动冲孔机.pdf
肩章是由长方形的肩章片与星徽组成。星徽在肩章片上固定时,首先要在肩章片上进行冲孔。本发明提供一种肩章自动冲孔机,该机由以下四部分组成:冲压部分、传输肩章片部分、收集废屑部分、电气自动控制部分。冲压部分包括压力机、冲头,传输肩章片部分包括电动机、传输轮、气缸,收集废屑部分包括废屑导引孔,电气自动控制部分包括检测元件、可编程控制器等。它的工作原理是:气缸带动的推动板使肩章片向前推移,当肩章片移动到传输轮下面时,由于肩章片在旋转的传输轮和底模之间受到挤压,使肩章片向前移动,当肩章片移动到一定位置后

自动进料收料系统中的自动进料机.pdf
本发明涉及一种自动进料收料系统中的自动进料机,包括:待高温炉加工的引线框架放在一个标准料匣中;所述的标准料匣通过一料匣抓取机构放置在高温炉的入口旁;标准料匣中的待高温炉加工的引线框架通过一推料机构安置在一料条抓取机构上;所述的料条抓取机构将待高温炉加工的引线框架放置在与高温炉的入口处相接的移动轨道上;本发明的有益效果是:操作员无需手接触料条就可实现料条的平稳移动,避免了手直接接触框架所带来的一些不确定因素,极大的保证了晶元焊接与金(铝)线焊接的稳定性。