
用于轮胎成型鼓的单胎唇贴合装置.pdf

努力****晓骞


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于轮胎成型鼓的单胎唇贴合装置.pdf
本发明涉及一种用于轮胎成型鼓的单胎唇贴合装置,通过在轮胎胎唇成型时将单胎唇(Single?bead)直接卷绕于成型鼓上来缩短制造时间,并降低因轮胎规格更换所引起的工序损失,从而提高生产率。本发明的装置被设置在供料机基座(1)上,通过驱动辊(3)将被供给的胎唇(2)供给至成型鼓(4)并进行贴合,所述装置的结构为,由所述驱动辊(3)传送的胎唇(2)被引导至导向部(5),经由设置在所述导向部(5)的前端的切断部(6)并利用贴合部(7)而被贴合在旋转的成型鼓(4)上。
用于两鼓轮胎成型垫胶的自动裁切贴合装置.pdf
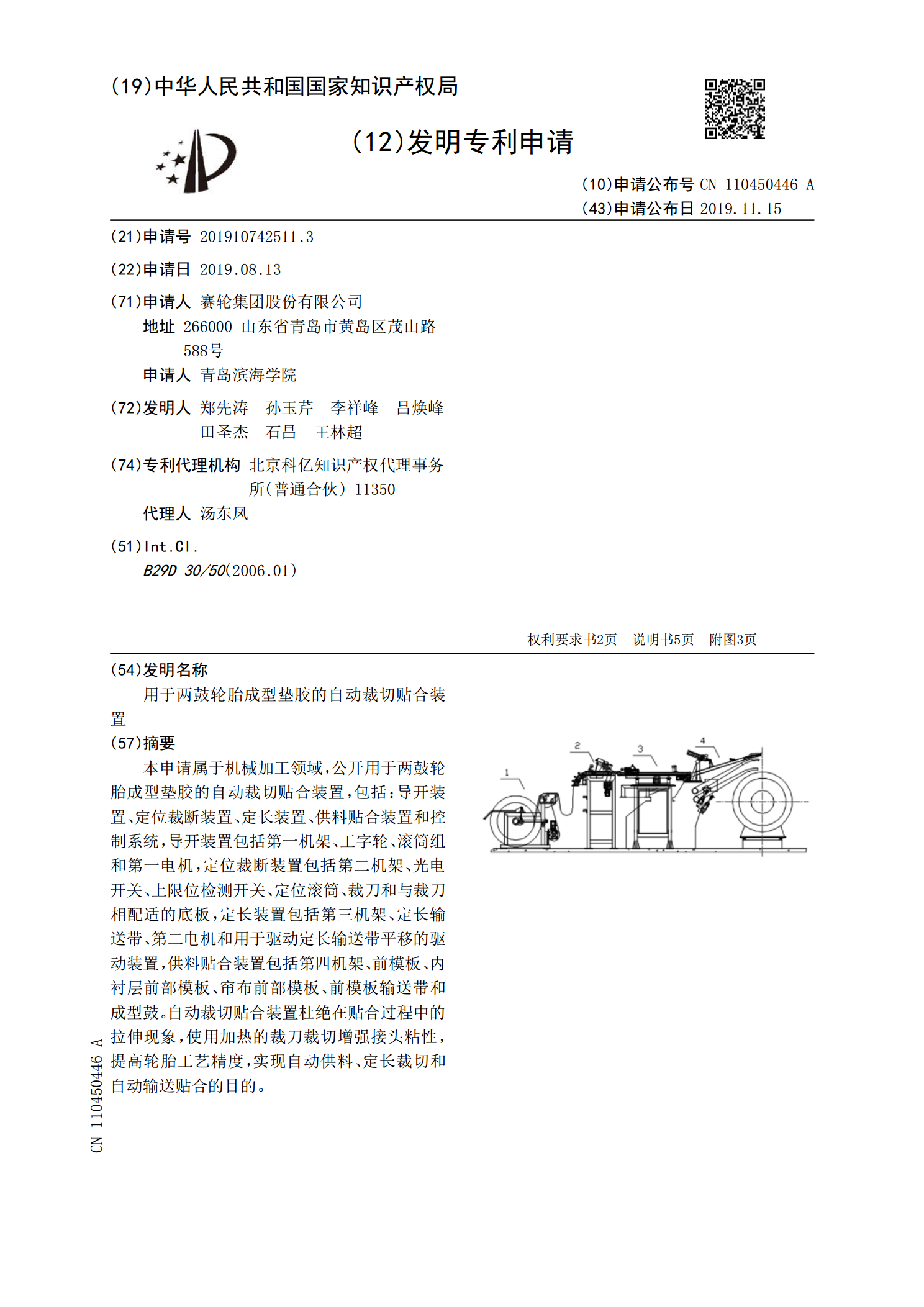
本申请属于机械加工领域,公开用于两鼓轮胎成型垫胶的自动裁切贴合装置,包括:导开装置、定位裁断装置、定长装置、供料贴合装置和控制系统,导开装置包括第一机架、工字轮、滚筒组和第一电机,定位裁断装置包括第二机架、光电开关、上限位检测开关、定位滚筒、裁刀和与裁刀相配适的底板,定长装置包括第三机架、定长输送带、第二电机和用于驱动定长输送带平移的驱动装置,供料贴合装置包括第四机架、前模板、内衬层前部模板、帘布前部模板、前模板输送带和成型鼓。自动裁切贴合装置杜绝在贴合过程中的拉伸现象,使用加热的裁刀裁切增强接头粘性,提
轮胎成型贴合鼓.pdf
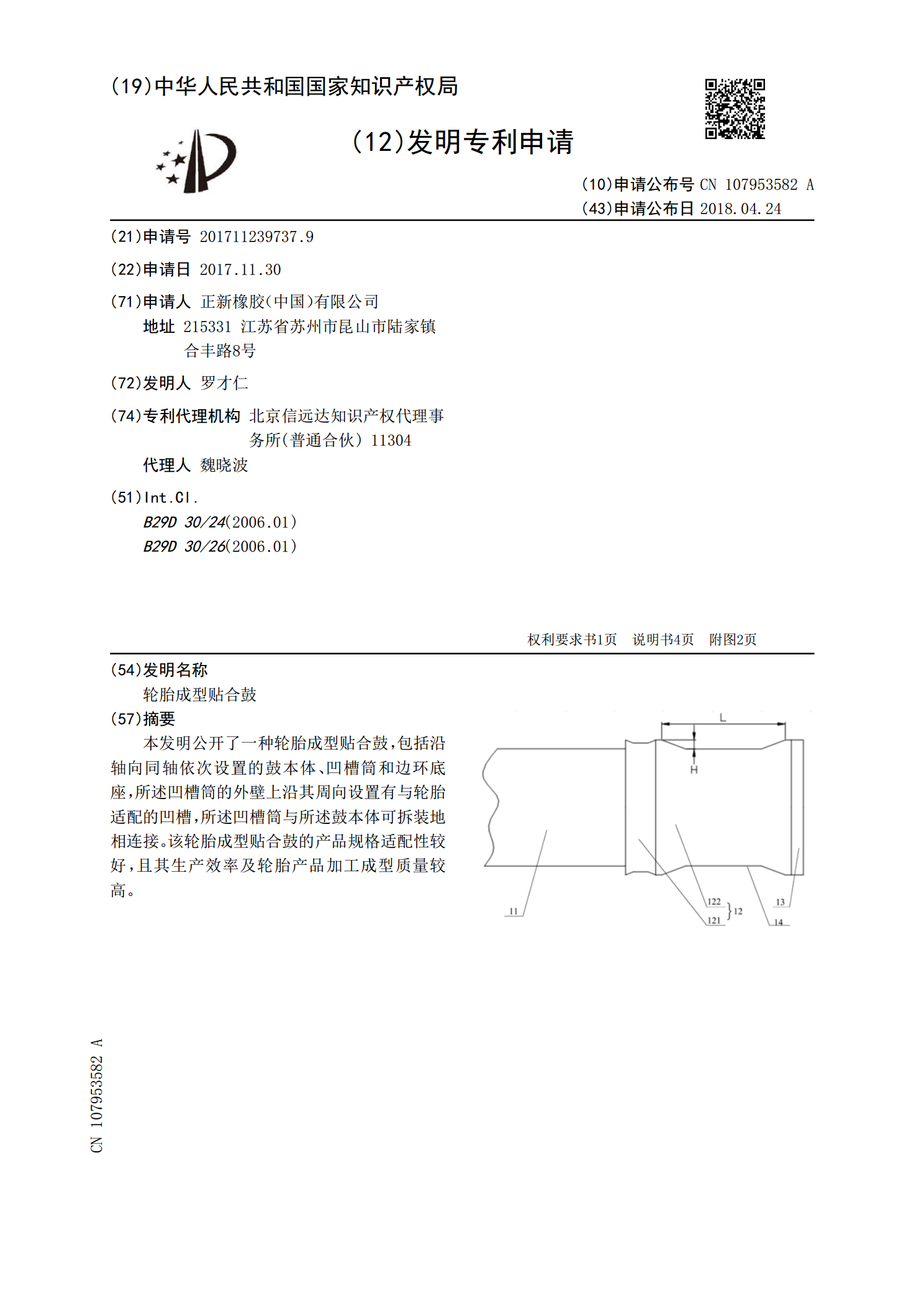
本发明公开了一种轮胎成型贴合鼓,包括沿轴向同轴依次设置的鼓本体、凹槽筒和边环底座,所述凹槽筒的外壁上沿其周向设置有与轮胎适配的凹槽,所述凹槽筒与所述鼓本体可拆装地相连接。该轮胎成型贴合鼓的产品规格适配性较好,且其生产效率及轮胎产品加工成型质量较高。
用于轮胎成型鼓的翻起装置和轮胎成型鼓.pdf
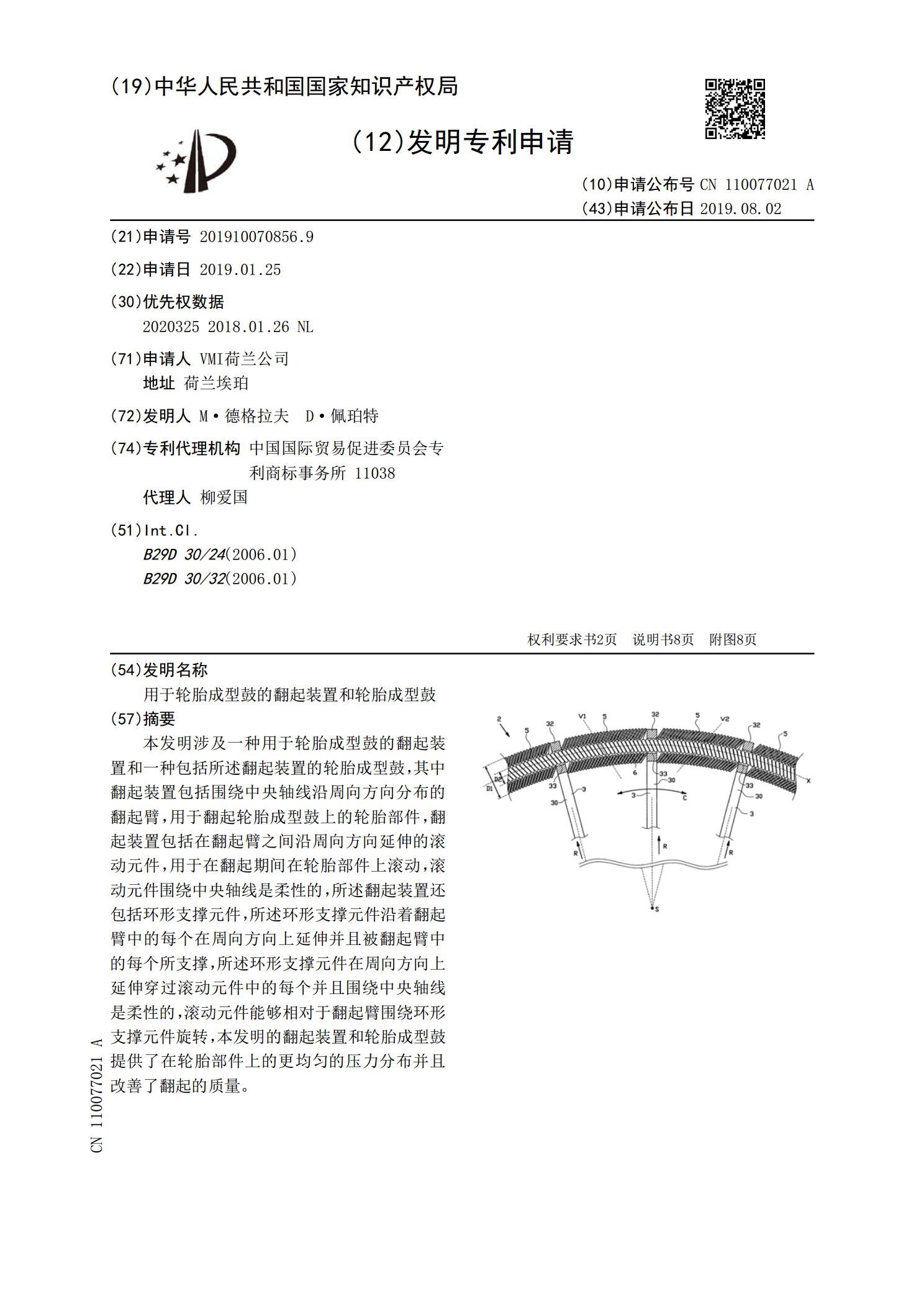
本发明涉及一种用于轮胎成型鼓的翻起装置和一种包括所述翻起装置的轮胎成型鼓,其中翻起装置包括围绕中央轴线沿周向方向分布的翻起臂,用于翻起轮胎成型鼓上的轮胎部件,翻起装置包括在翻起臂之间沿周向方向延伸的滚动元件,用于在翻起期间在轮胎部件上滚动,滚动元件围绕中央轴线是柔性的,所述翻起装置还包括环形支撑元件,所述环形支撑元件沿着翻起臂中的每个在周向方向上延伸并且被翻起臂中的每个所支撑,所述环形支撑元件在周向方向上延伸穿过滚动元件中的每个并且围绕中央轴线是柔性的,滚动元件能够相对于翻起臂围绕环形支撑元件旋转,本发明

用于使轮胎胎体成型并成形的鼓.pdf
用于使轮胎胎体成型并成形的鼓(1000),包括:‑表面(1106、1506、1206),用于使整体圆柱形状的轮胎胎体成型,并具有旋转主轴线,‑第一表面活动支撑件和第二表面活动支撑件,‑用于调整表面的直径的调整构件(1980、1600、1400、1450),‑用于调整第一支撑件和第二支撑件之间的轴向距离的调整构件。所述鼓进一步包括在所述表面与第一支撑件或第二支撑件的至少一个之间的第一密封连接装置(1700、1800)以及第一支撑件和第二支撑件之间的第二密封连接装置。