
高尔夫球杆杆头用配重块制法.pdf

骊英****bb


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高尔夫球杆杆头用配重块制法.pdf
本发明公开了一种高尔夫球杆杆头用配重块制法。其制法包括:一、选取所需适量的橡胶料,计算所需适量的钨粉:二者配重依配重块所需重量而定;二、置入橡胶料滚轮机,充分搅拌混炼:形成整卷的片体状;三、裁片:将整卷的片体裁剪成一片一片的适当尺寸;四、置入模具热压成型:即完成配重块成品。以此步骤制成本发明的配重块,不但制程简化,而且具有吸震效果。
高尔夫球杆及高尔夫球杆杆头.pdf
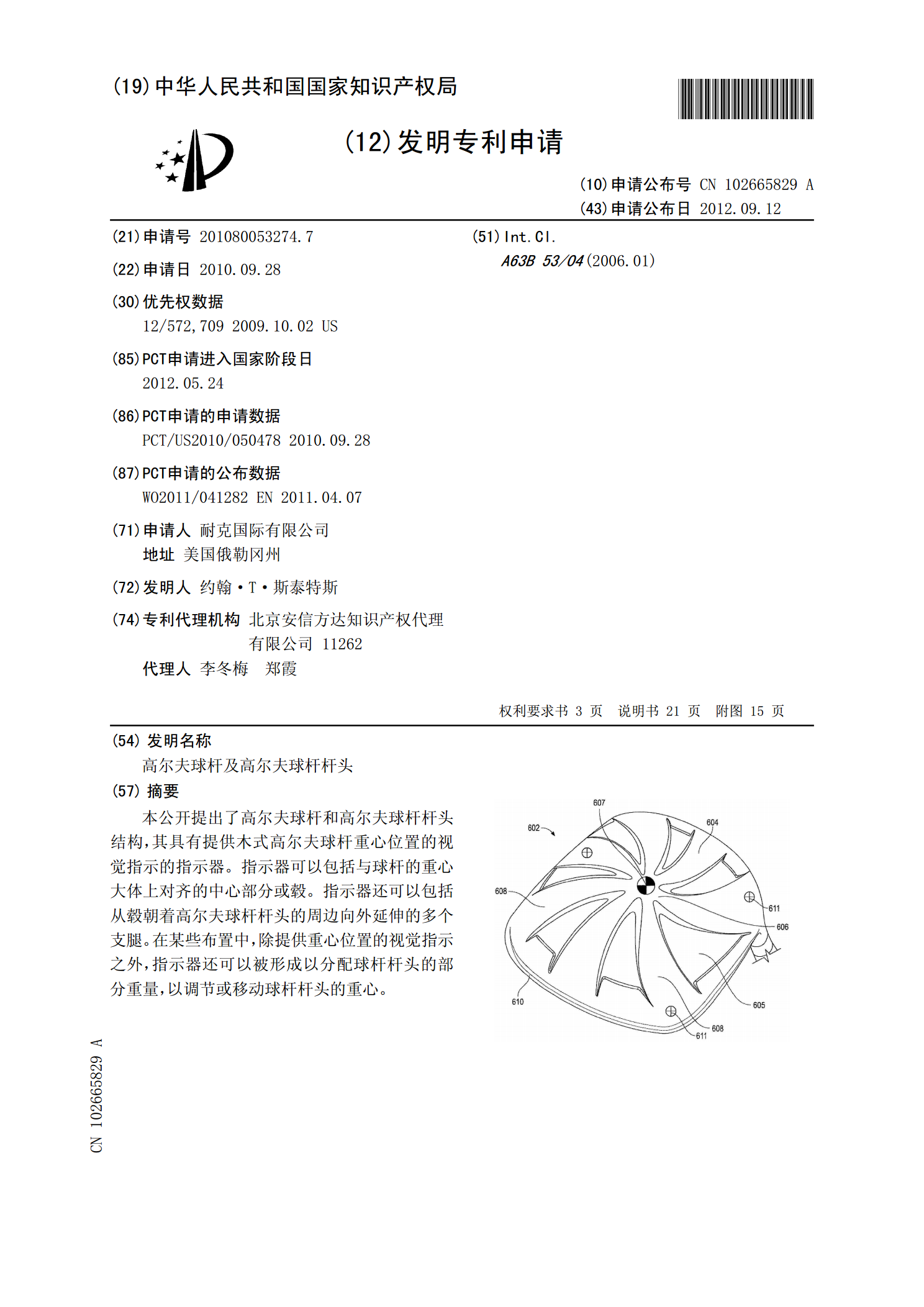
本公开提出了高尔夫球杆和高尔夫球杆杆头结构,其具有提供木式高尔夫球杆重心位置的视觉指示的指示器。指示器可以包括与球杆的重心大体上对齐的中心部分或毂。指示器还可以包括从毂朝着高尔夫球杆杆头的周边向外延伸的多个支腿。在某些布置中,除提供重心位置的视觉指示之外,指示器还可以被形成以分配球杆杆头的部分重量,以调节或移动球杆杆头的重心。

高尔夫球杆杆头.pdf
本公开涉及高尔夫球杆杆头。铸造杯可以包括高尔夫球杆杆头的前部部分,包括插鞘、面部部分以及冠部的前部部分、底部的前部部分、跟部的前部部分和趾部的前部部分。后环可以与铸造杯单独地形成,并且联接到铸造杯的跟部部分和趾部部分,以形成金属球杆杆头主体,使得球杆杆头主体界定中空内部区域、冠部开口和底部开口。铸造杯和后环可以由钛合金铸造。然后,复合材料的冠部插入件和底部插入件可以联接到冠部开口和底部开口。铸造杯的面部部分可以具有理想地复杂的几何形状。铸造杯的面部部分的后表面可以在后环被附接之前进行修改。
高尔夫球杆杆头.pdf
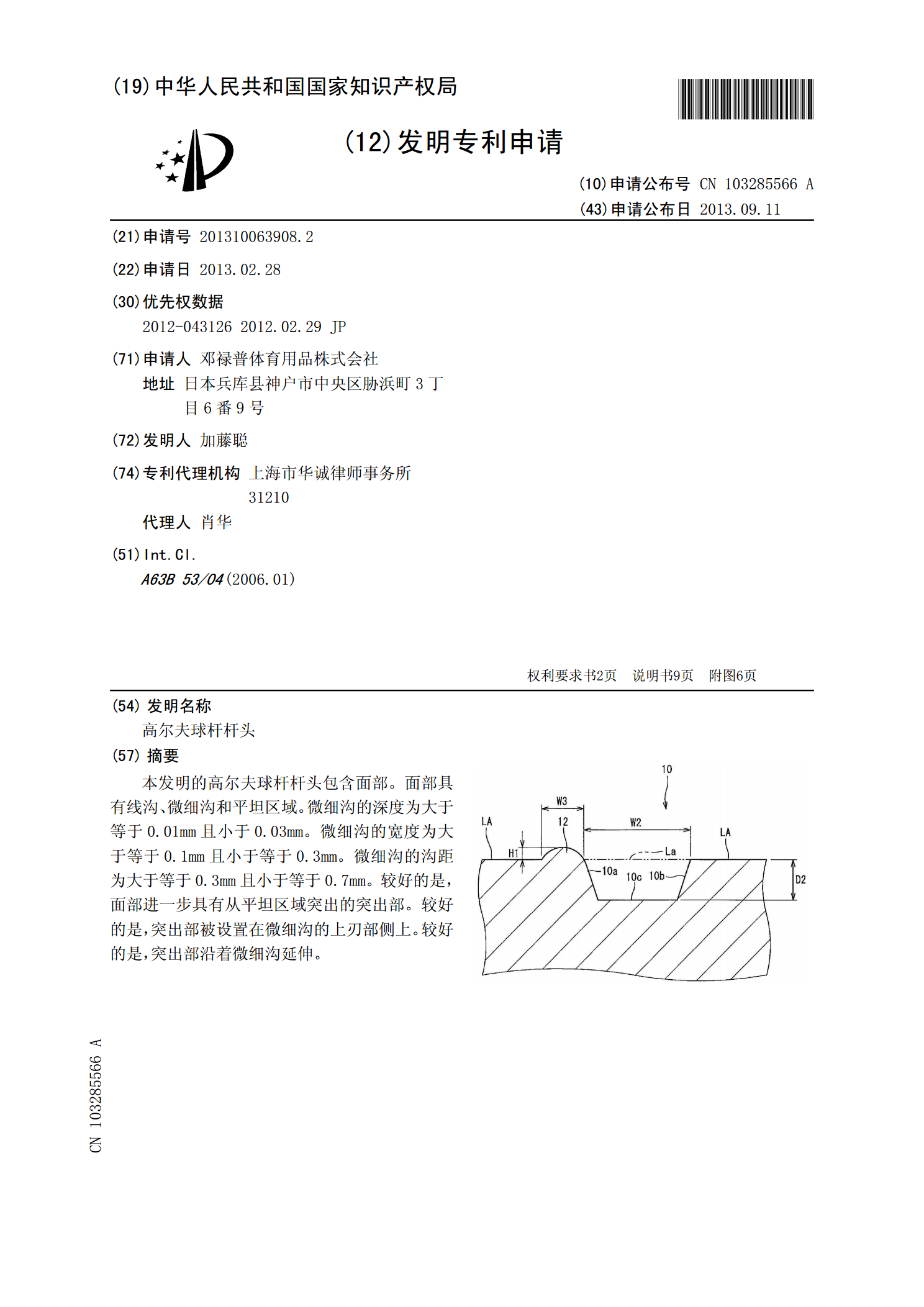
本发明的高尔夫球杆杆头包含面部。面部具有线沟、微细沟和平坦区域。微细沟的深度为大于等于0.01mm且小于0.03mm。微细沟的宽度为大于等于0.1mm且小于等于0.3mm。微细沟的沟距为大于等于0.3mm且小于等于0.7mm。较好的是,面部进一步具有从平坦区域突出的突出部。较好的是,突出部被设置在微细沟的上刃部侧上。较好的是,突出部沿着微细沟延伸。

高尔夫球杆杆头.pdf
提高打出的球的飞出距离的高尔夫球杆杆头。在内部设有中空部的高尔夫球杆杆头(1)包括:具有杆面(2a)的杆面部(2)、冠部(3)、底部(4)。杆面部(2)具有面对中空部(i)的杆面内表面(2i),冠部(3)具有面对中空部(i)的杆顶内表面(3i)。在通过杆面中心(FC)的杆头纵剖面中,(a)沿着在杆面中心(FC)引出的切线方向(T)测定的杆面的高度(Hf)与沿切线方向(T)测定的杆头最大高度(H)之比(Hf/H)为0.65以下,(b)作为杆面内表面(2i)与杆顶内表面(3i)的边界的第一边界点(B1)处的曲