
一种超声振动在线砂轮修整的磨削加工方法及其装置.pdf

文宣****66


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超声振动在线砂轮修整的磨削加工方法及其装置.pdf
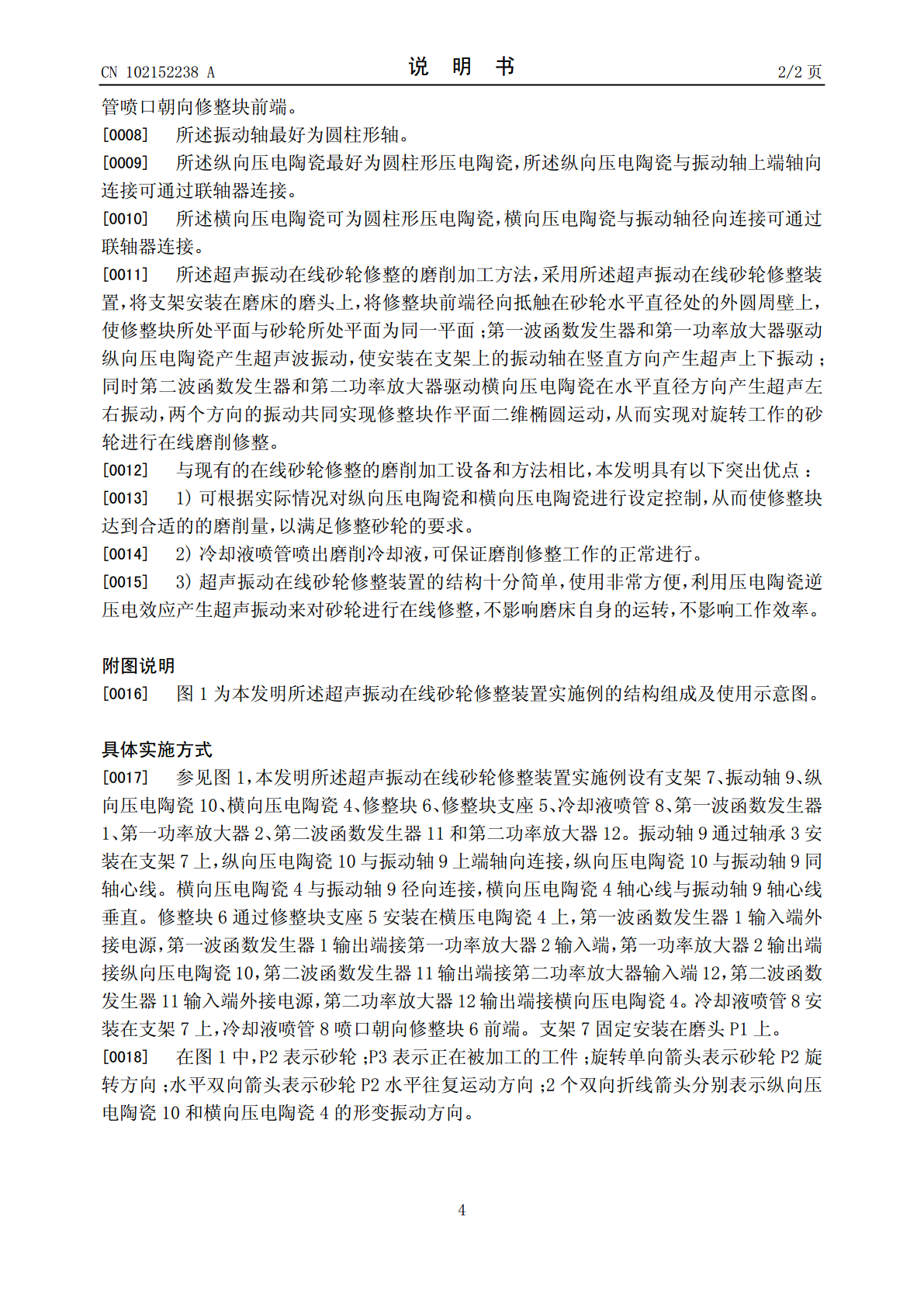
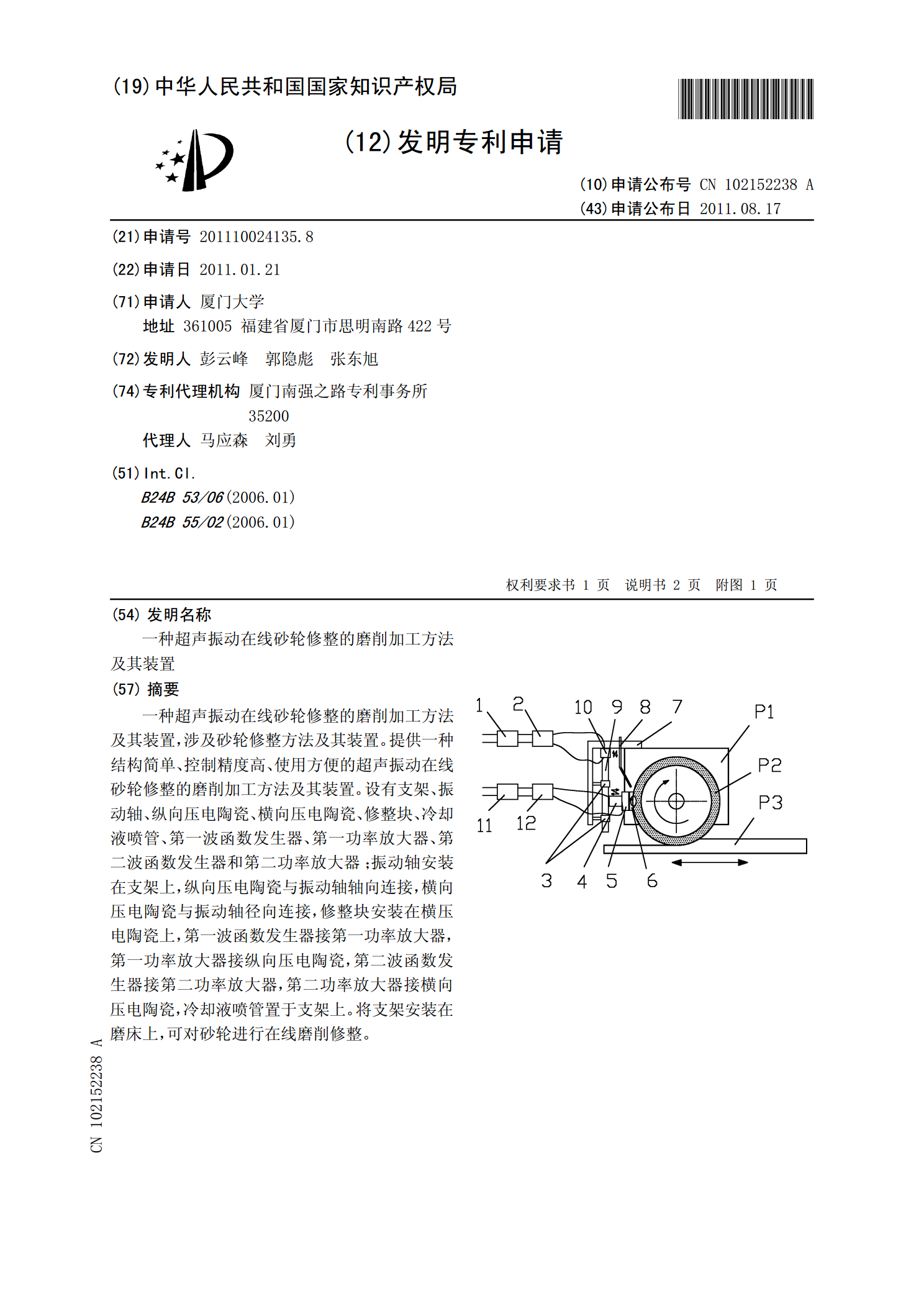
一种超声振动在线砂轮修整的磨削加工方法及其装置,涉及砂轮修整方法及其装置。提供一种结构简单、控制精度高、使用方便的超声振动在线砂轮修整的磨削加工方法及其装置。设有支架、振动轴、纵向压电陶瓷、横向压电陶瓷、修整块、冷却液喷管、第一波函数发生器、第一功率放大器、第二波函数发生器和第二功率放大器;振动轴安装在支架上,纵向压电陶瓷与振动轴轴向连接,横向压电陶瓷与振动轴径向连接,修整块安装在横压电陶瓷上,第一波函数发生器接第一功率放大器,第一功率放大器接纵向压电陶瓷,第二波函数发生器接第二功率放大器,第二功率放大器

砂轮可在线修整的螺杆磨削装置.pdf
本发明公开了一种砂轮可在线修整的螺杆磨削装置,包括用于安装螺杆并带动螺杆绕轴线自转的螺杆工作台、设置于所述螺杆工作台横向一侧并能沿螺杆径向水平移动的砂轮架、以可沿竖直方向滑动并可绕水平方向转动的方式安装于所述砂轮架的回转工作台以及同时安装于所述回转工作台的砂轮和修整器,本磨削装置在现有的螺杆磨床上集成一套砂轮在线修整装置,直接将工件测量的结果反馈给机床砂轮修整程序,完成对砂轮的在机修整,从而极大的提高了机床加工效率和精度,避免了砂轮修整后的重复定位误差。
内孔沟槽超声振动辅助砂轮磨削加工装置及方法.pdf
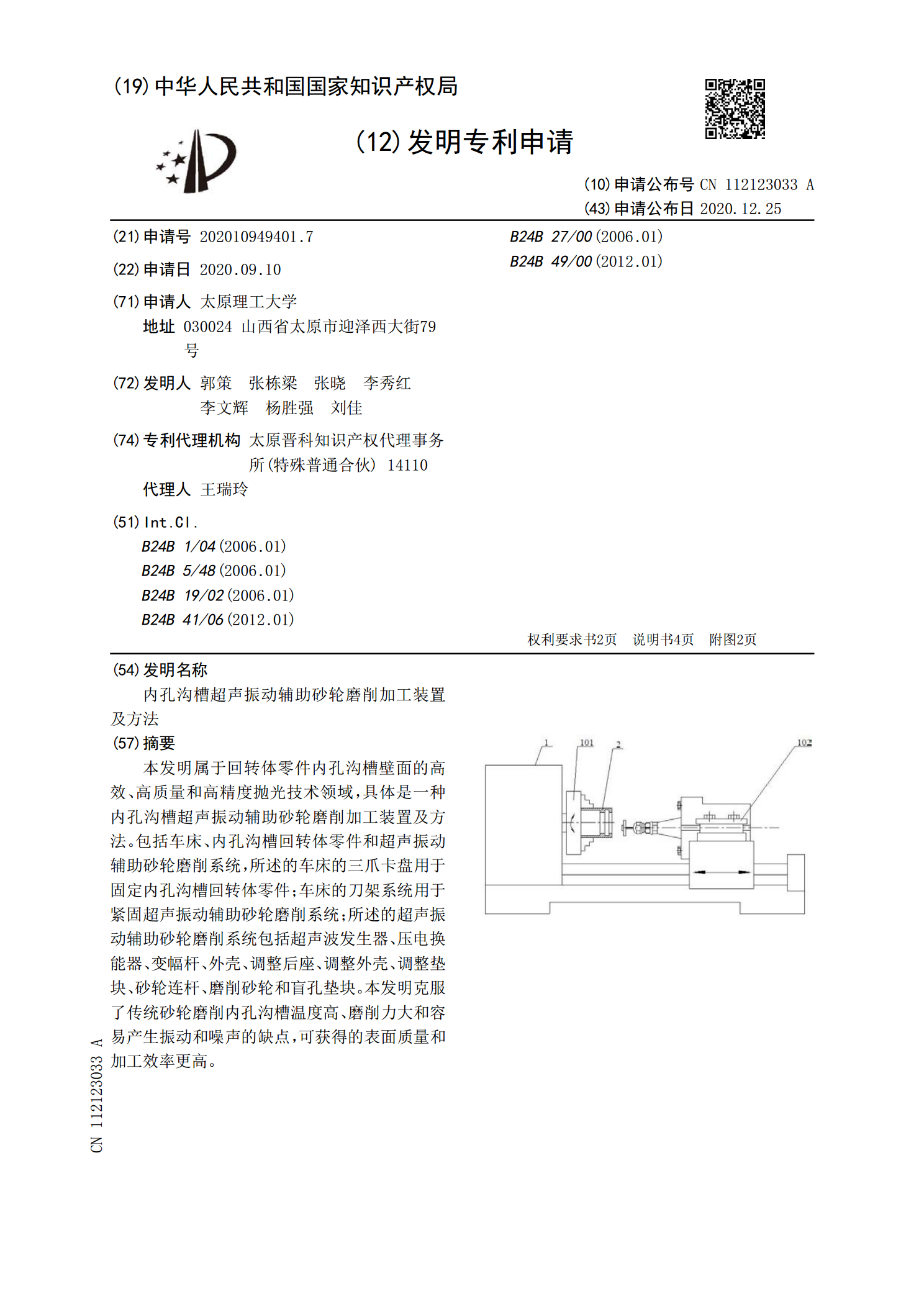
本发明属于回转体零件内孔沟槽壁面的高效、高质量和高精度抛光技术领域,具体是一种内孔沟槽超声振动辅助砂轮磨削加工装置及方法。包括车床、内孔沟槽回转体零件和超声振动辅助砂轮磨削系统,所述的车床的三爪卡盘用于固定内孔沟槽回转体零件;车床的刀架系统用于紧固超声振动辅助砂轮磨削系统;所述的超声振动辅助砂轮磨削系统包括超声波发生器、压电换能器、变幅杆、外壳、调整后座、调整外壳、调整垫块、砂轮连杆、磨削砂轮和盲孔垫块。本发明克服了传统砂轮磨削内孔沟槽温度高、磨削力大和容易产生振动和噪声的缺点,可获得的表面质量和加工效率

一种砂轮磨削修整装置.pdf
本发明涉及一种砂轮磨削修整装置,其主要包括:主砂轮补偿底座、主砂轮补偿台座、支撑板一、转座、X轴台座、转轴、X轴滑座组件、Y轴组件、电机、垫板、支撑板二、上手轮、杠杆、进给轴、下手轮;所述主砂轮补偿底座呈凹形槽结构,位于整个修整装置的最下端;主砂轮补偿台座设置在主砂轮补偿底座的上端面;支撑板一通过螺钉固定在主砂轮补偿底座的一端部;转座通过转轴与主砂轮补偿台座活动连接,转座可绕转轴在主砂轮补偿台座上旋转;X轴台座通过螺钉固定在转座上,并且可以与转座一块转动。本发明修整装置结构紧凑,在不损坏机床原有结构情况下

一种无心磨削砂轮修整装置和方法.pdf
本发明是属于修正成型砂轮表面的装置和方法的一种无心磨削砂轮修整装置和方法,其装置用于对无心磨削砂轮进行修整,其方法用于使用该装置进行修整。其装置采取X轴滑台上安装的分别工作的固定式修整装置和倒抬式修整装置安装固定修整工具或旋转修整工具,旋转驱动机构驱动旋转修整工具旋转,倒抬机构驱动铰接在X轴滑台上的倒抬修整工具安装部件摆动的技术方案,解决了现有一套修整工具无法满足复杂形状无心磨削砂轮修整要求的技术问题,本发明方法采取使用固定式修整装置安装的修整工具进行快速强力修整和/或使用倒抬式修整装置安装的修整工具进行