
单激励二维超声振动辅助超精密金刚石砂轮磨削装置.pdf

是你****馨呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

单激励二维超声振动辅助超精密金刚石砂轮磨削装置.pdf
本发明公开了一种单激励二维超声振动辅助超精密金刚石砂轮磨削装置,包括工作台,工作台上设有主轴箱,主轴箱通过主轴与金刚石砂轮连接,实现金刚石砂轮微米级的进给运动,工作台上设有单激励二维超声振动系统,使工件产生具有椭圆运动轨迹的超声振动,这样整个磨削装置会在被加工材料表面形成螺旋式的独特加工轨迹。本发明具有调节方便、能量集中、瞬间作用、快速切削、细化加工表面等特性,能有效地改变传统加工的切削机制,进一步提高了砂轮的耐用度,材料去除率及表面质量。

用于精密超精密加工的可变角度超声振动辅助磨削装置.pdf
本发明涉及一种用于精密超精密加工的可变角度超声振动辅助磨削装置,包括置于测力仪上面的圆盘形旋转台下底座和圆盘形旋转台上底座、变幅杆夹紧装置下底座和变幅杆夹紧装置上底座、连接变幅杆的超声波发生器以及工件托台,所述圆盘形旋转台下底座与圆盘形旋转台上底座之间同心定位可转动连接,所述变幅杆夹紧装置下底座和变幅杆夹紧装置上底座中间对合夹紧固定变幅杆。本发明通过旋转台上下底座的精确旋转实现了任意方向的超声振动;同时由于采用了对合的夹紧方式方便工件托台平面调整水平;测力仪只与旋转台下底座连接,可以保证变幅杆任意角度旋转
精密和超精密砂轮磨削精密砂轮磨削.ppt
精密与超精密磨料加工用砂轮等磨具对黑色金属、硬脆材料进行磨削加工、研磨加工、抛光加工。软质铜、铝等有色金属一般用金刚石刀具进行超精密切削。第三章精密和超精密磨料加工固结磨料加工:将磨料与结合剂粘结在一起,形成一定的形状和强度,再采用烧结、涂敷等方法制成砂轮、砂带等磨具。用烧结方法制成的砂轮、砂条、油石等称为固结磨具用涂覆方法制成的砂带等称为涂覆磨具主要包括:砂轮磨削、砂带磨削等精密和超精密加工分类游离磨料加工:磨料不固定在一起,成游离状态。传统方法主要包括:研磨、抛光新方法有:磁性研磨、弹性发射加工、磨料
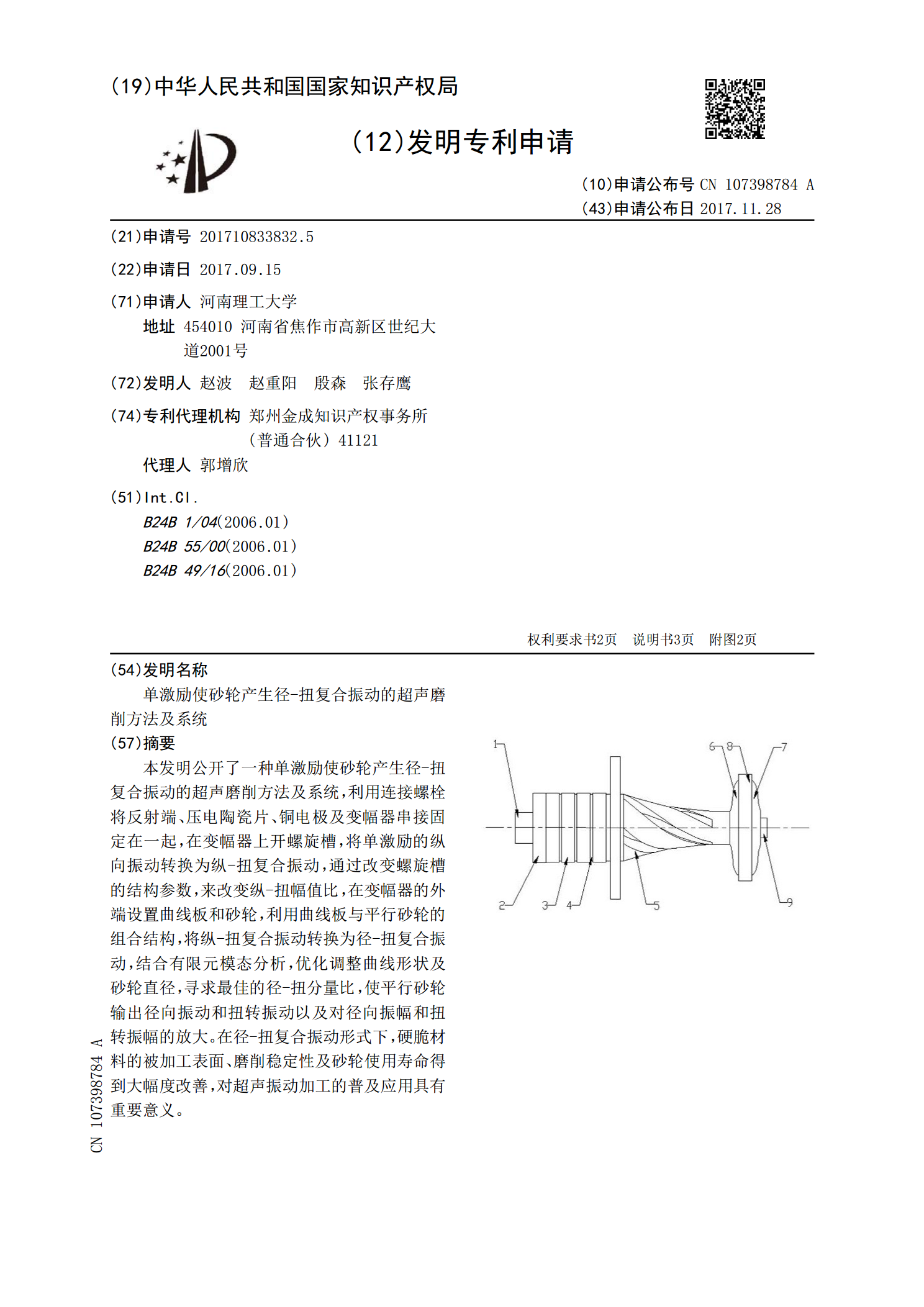
单激励使砂轮产生径‑扭复合振动的超声磨削方法及系统.pdf
本发明公开了一种单激励使砂轮产生径‑扭复合振动的超声磨削方法及系统,利用连接螺栓将反射端、压电陶瓷片、铜电极及变幅器串接固定在一起,在变幅器上开螺旋槽,将单激励的纵向振动转换为纵‑扭复合振动,通过改变螺旋槽的结构参数,来改变纵‑扭幅值比,在变幅器的外端设置曲线板和砂轮,利用曲线板与平行砂轮的组合结构,将纵‑扭复合振动转换为径‑扭复合振动,结合有限元模态分析,优化调整曲线形状及砂轮直径,寻求最佳的径‑扭分量比,使平行砂轮输出径向振动和扭转振动以及对径向振幅和扭转振幅的放大。在径‑扭复合振动形式下,硬脆材料的
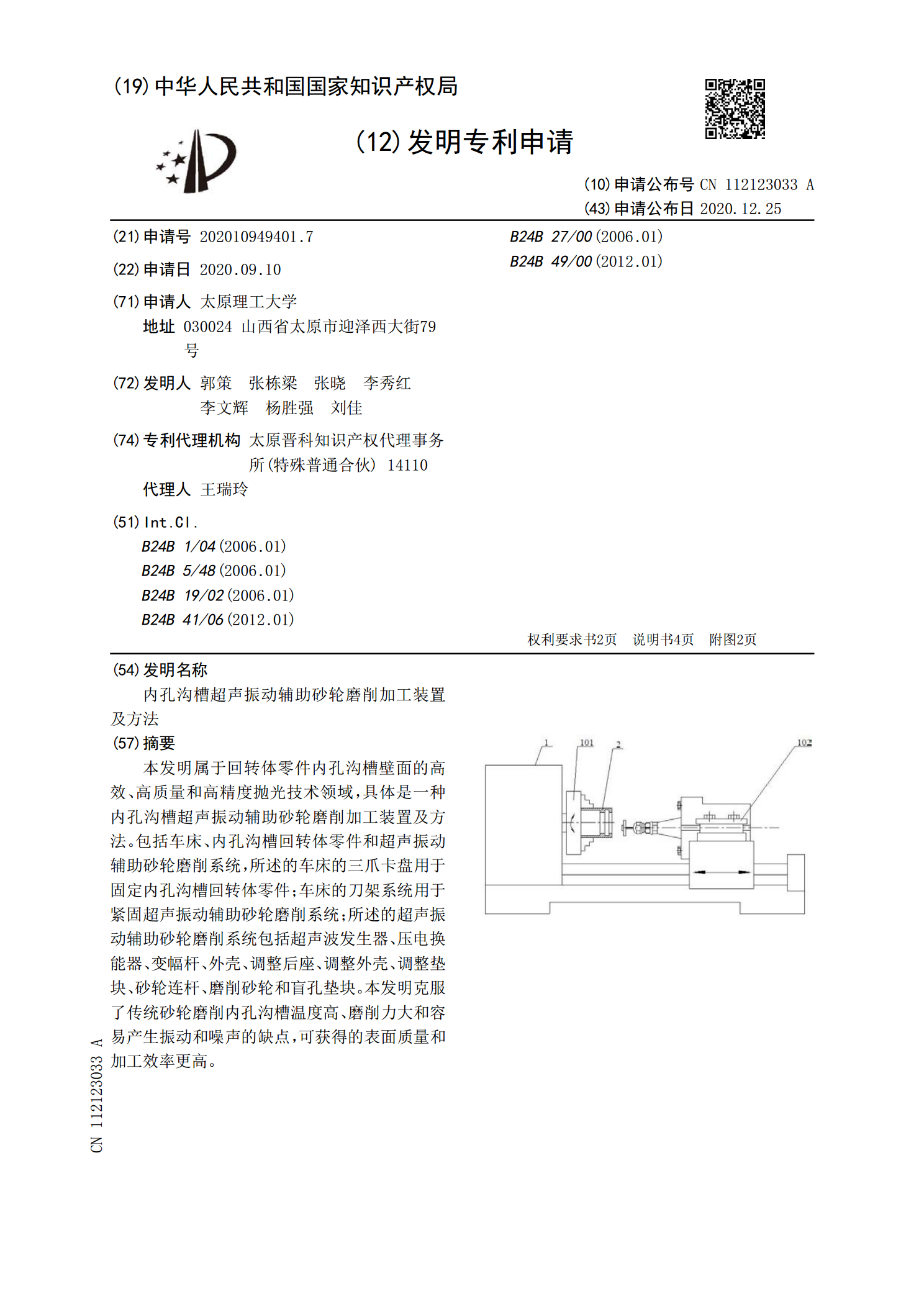
内孔沟槽超声振动辅助砂轮磨削加工装置及方法.pdf
本发明属于回转体零件内孔沟槽壁面的高效、高质量和高精度抛光技术领域,具体是一种内孔沟槽超声振动辅助砂轮磨削加工装置及方法。包括车床、内孔沟槽回转体零件和超声振动辅助砂轮磨削系统,所述的车床的三爪卡盘用于固定内孔沟槽回转体零件;车床的刀架系统用于紧固超声振动辅助砂轮磨削系统;所述的超声振动辅助砂轮磨削系统包括超声波发生器、压电换能器、变幅杆、外壳、调整后座、调整外壳、调整垫块、砂轮连杆、磨削砂轮和盲孔垫块。本发明克服了传统砂轮磨削内孔沟槽温度高、磨削力大和容易产生振动和噪声的缺点,可获得的表面质量和加工效率