
离心风扇的叶轮及其成型方法.pdf

慧娇****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

离心风扇的叶轮及其成型方法.pdf
本发明涉及离心风扇的叶轮及其成型方法。在护罩、轮毂和叶片之间形成吹出通路的离心风扇的叶轮的成型方法中,向由第1横镶件和第2横镶件构成的型腔内注入树脂材料,该第1横镶件被向吹出通路的通路方向外方拔出,该第2横镶件在轴向移动后或与轴向移动同时,被向吹出通路的通路方向外方拔出,因此第2横镶件的吸入侧部位面对与护罩对应的型腔。
离心风扇的叶轮及其制造方法和制造装置.pdf
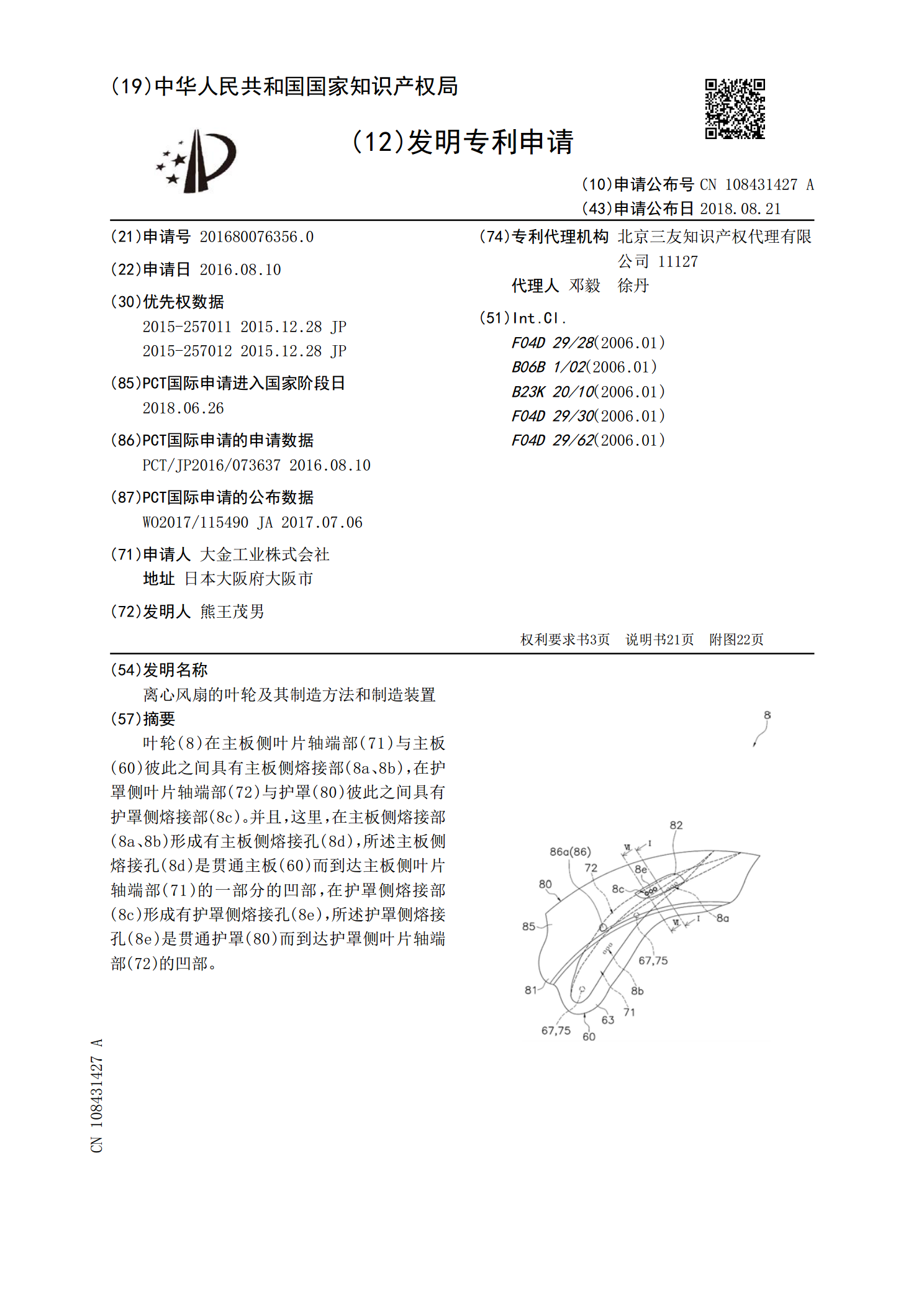
叶轮(8)在主板侧叶片轴端部(71)与主板(60)彼此之间具有主板侧熔接部(8a、8b),在护罩侧叶片轴端部(72)与护罩(80)彼此之间具有护罩侧熔接部(8c)。并且,这里,在主板侧熔接部(8a、8b)形成有主板侧熔接孔(8d),所述主板侧熔接孔(8d)是贯通主板(60)而到达主板侧叶片轴端部(71)的一部分的凹部,在护罩侧熔接部(8c)形成有护罩侧熔接孔(8e),所述护罩侧熔接孔(8e)是贯通护罩(80)而到达护罩侧叶片轴端部(72)的凹部。

离心风扇叶轮和离心风扇.pdf
本发明提供离心风扇叶轮和离心风扇,该离心风扇具有该离心风扇叶轮。离心风扇叶轮具有旋转轴线,其具有:环;背面板;以及在环与背面板之间绕旋转轴线排列的多个风扇叶片。多个风扇叶片分别具有:径向内侧的前缘;径向外侧的后缘;与环连结的第一端部;与背面板连结的第二端部;以及由前缘、后缘、第一端部和第二端部划分而成的正面和反面。正面和反面分别具有旋转轴线的方向上的曲率为正的凸面区域和旋转轴线的方向上的曲率为负的凹面区域,凸面区域与凹面区域沿着旋转轴线的方向连结。

离心风扇叶轮和离心风扇.pdf
本发明提供离心风扇叶轮和离心风扇,该离心风扇具有离心风扇叶轮。离心风扇叶轮具有旋转轴线,并且具有:环;背面板;以及在环与背面板之间绕旋转轴线排列的多个风扇叶片。多个风扇叶片是后掠叶片。从旋转轴线到风扇叶片的后缘的距离R由作为自背面板起的高度h的函数的R(h)来表达。在设叶片自背面板起的高度为H、设叶片的第一端部的位置处的R(h)的大小为R(H)、设叶片的第二端部的位置处的R(0)的大小为R(0)时,|R(H)‑R(0)|/H大于等于0.1。
离心风扇的叶轮.pdf
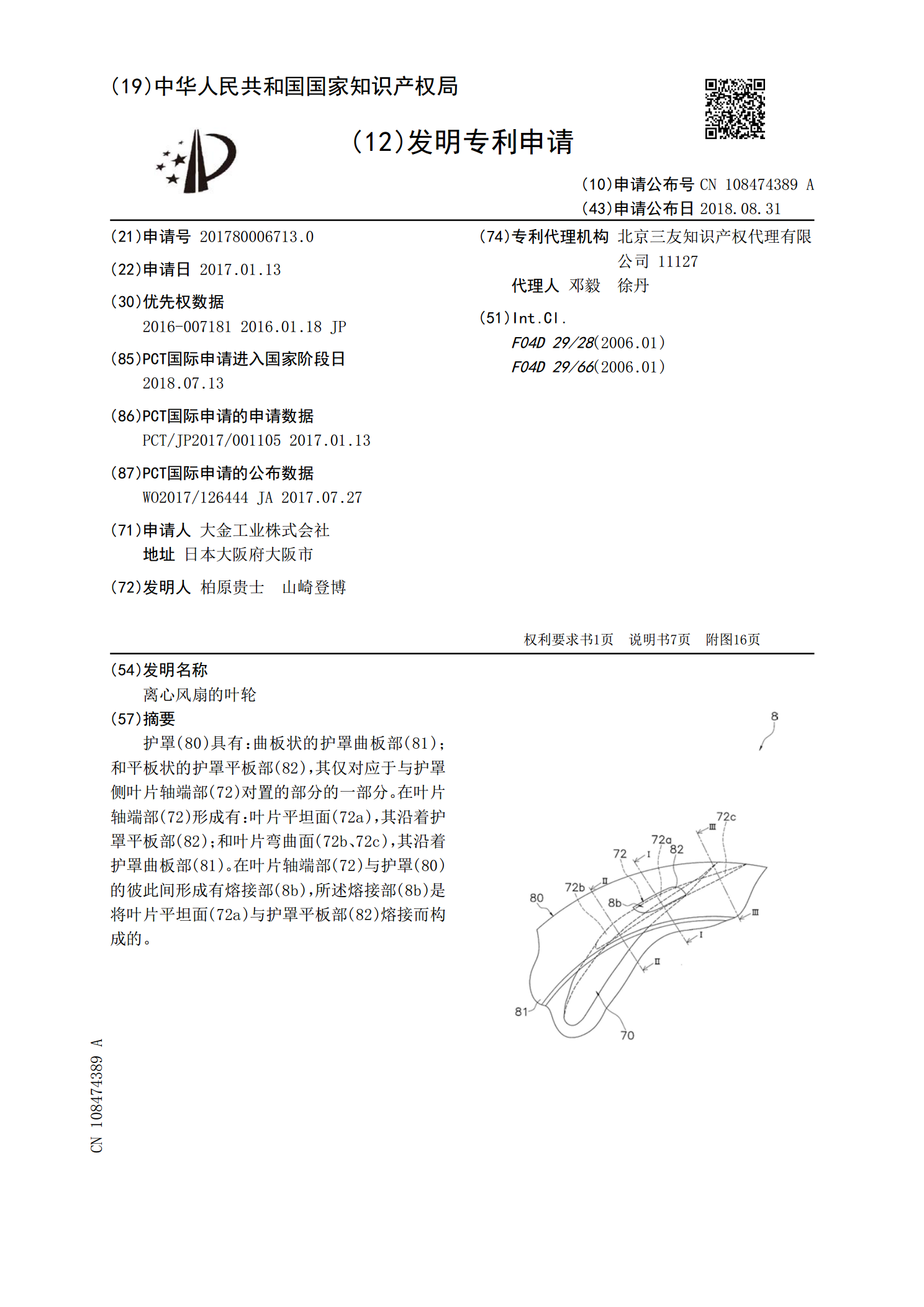
护罩(80)具有:曲板状的护罩曲板部(81);和平板状的护罩平板部(82),其仅对应于与护罩侧叶片轴端部(72)对置的部分的一部分。在叶片轴端部(72)形成有:叶片平坦面(72a),其沿着护罩平板部(82);和叶片弯曲面(72b、72c),其沿着护罩曲板部(81)。在叶片轴端部(72)与护罩(80)的彼此间形成有熔接部(8b),所述熔接部(8b)是将叶片平坦面(72a)与护罩平板部(82)熔接而构成的。