
一种具有磨粒自锐功能的砂轮工作层制作方法.pdf

文宣****66


1/7

2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种具有磨粒自锐功能的砂轮工作层制作方法.pdf
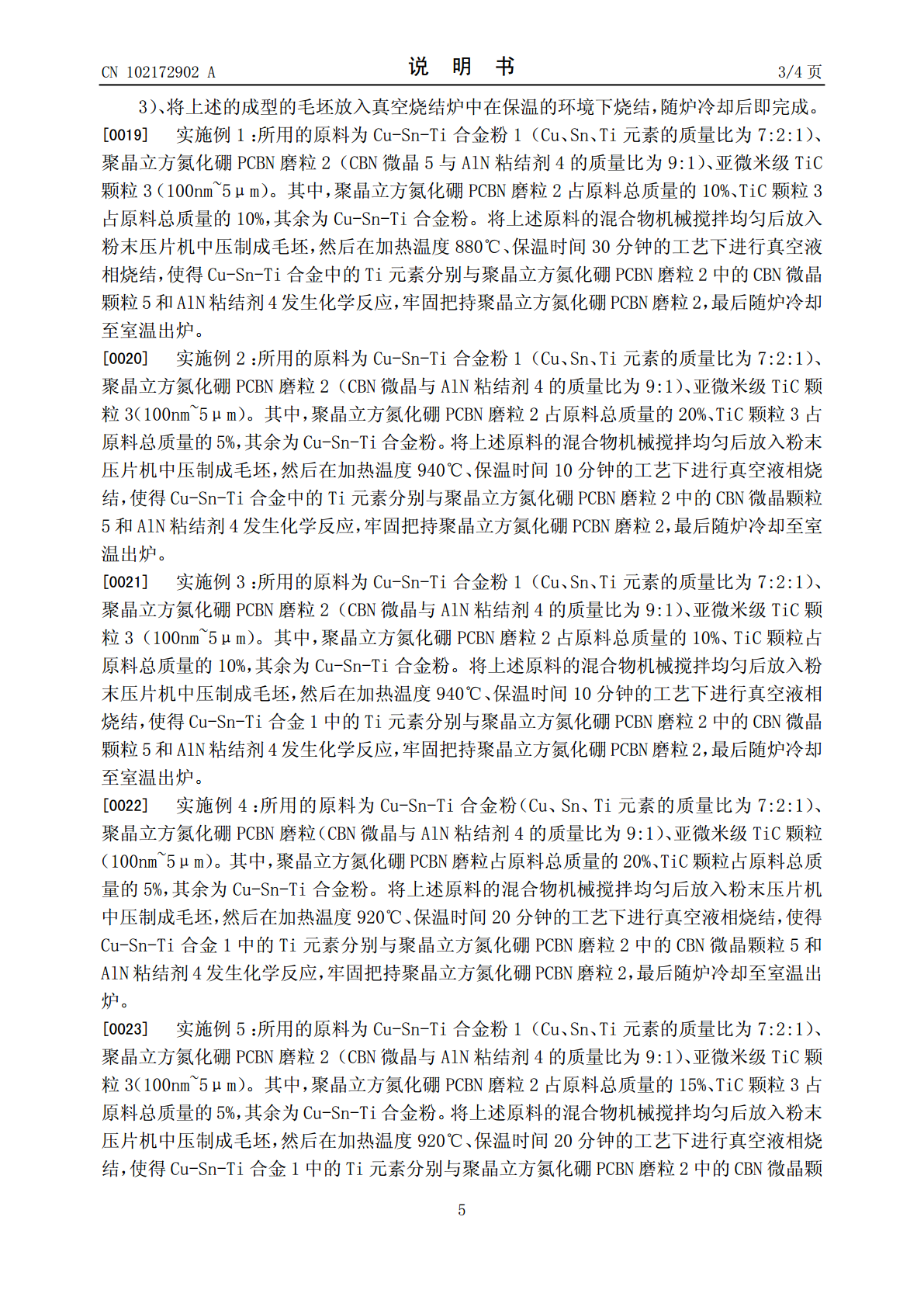
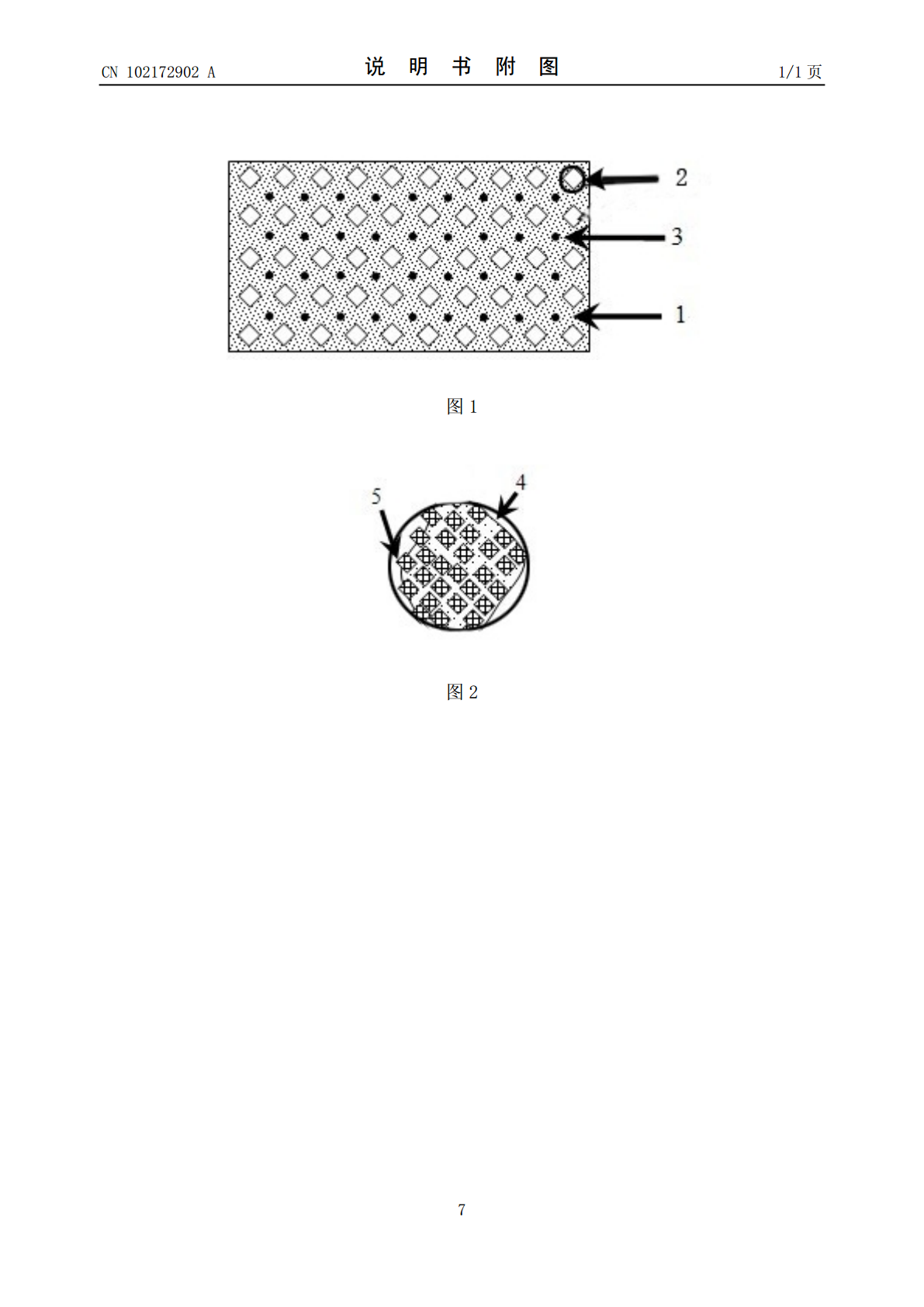
本发明涉及一种具有磨粒自锐功能的聚晶立方氮化硼PCBN砂轮工作层制作方法,属于超硬磨料工具制作领域。方法包括将Cu-Sn-Ti合金粉,聚晶立方氮化硼磨粒,TiC颗粒融合、制作毛坯、高温烧结。聚晶立方氮化硼PCBN磨粒是由CBN微晶颗粒和AlN粘结剂在高温高压下烧结而成。一旦CBN微晶颗粒被磨钝之后,CBN微晶5与AlN粘结剂4的结合界面会随着磨削力与磨削温度的升高而变弱,使得磨钝的CBN微晶颗粒脱落,新的CBN微晶颗粒迅速出露而参与到磨削过程。聚晶立方氮化硼PCBN磨粒的这种微破碎特性使得超硬磨料砂轮可始

一种单层磨粒砂轮的制作方法及制作装置.pdf
本发明公开了一种单层磨粒砂轮的制作方法及制作装置,包括如下步骤:(1)调整定厚结构使其与砂轮基体的待涂覆工作面形成的不变得结合剂涂覆间隙;(2)将结合剂涂覆于处于旋转的砂轮基体的待涂覆工作面,利用砂轮基体的旋转运动使得结合剂被涂抹在整个砂轮基体上,同时受到定厚结构与砂轮基体之间的结合剂涂覆间隙的约束,涂抹于砂轮表面过多的结合剂被定厚结构摊平移除;(3)结合剂涂抹完毕后,使砂轮基体继续旋转,将磨粒从砂轮基体上方的固定位置以匀速落下,借助砂轮基体旋转运动使得磨粒均匀撒在砂轮基体的结合剂表面;(4)将步骤(3)
一种磨粒可调式砂轮和用于砂轮的磨粒环.pdf
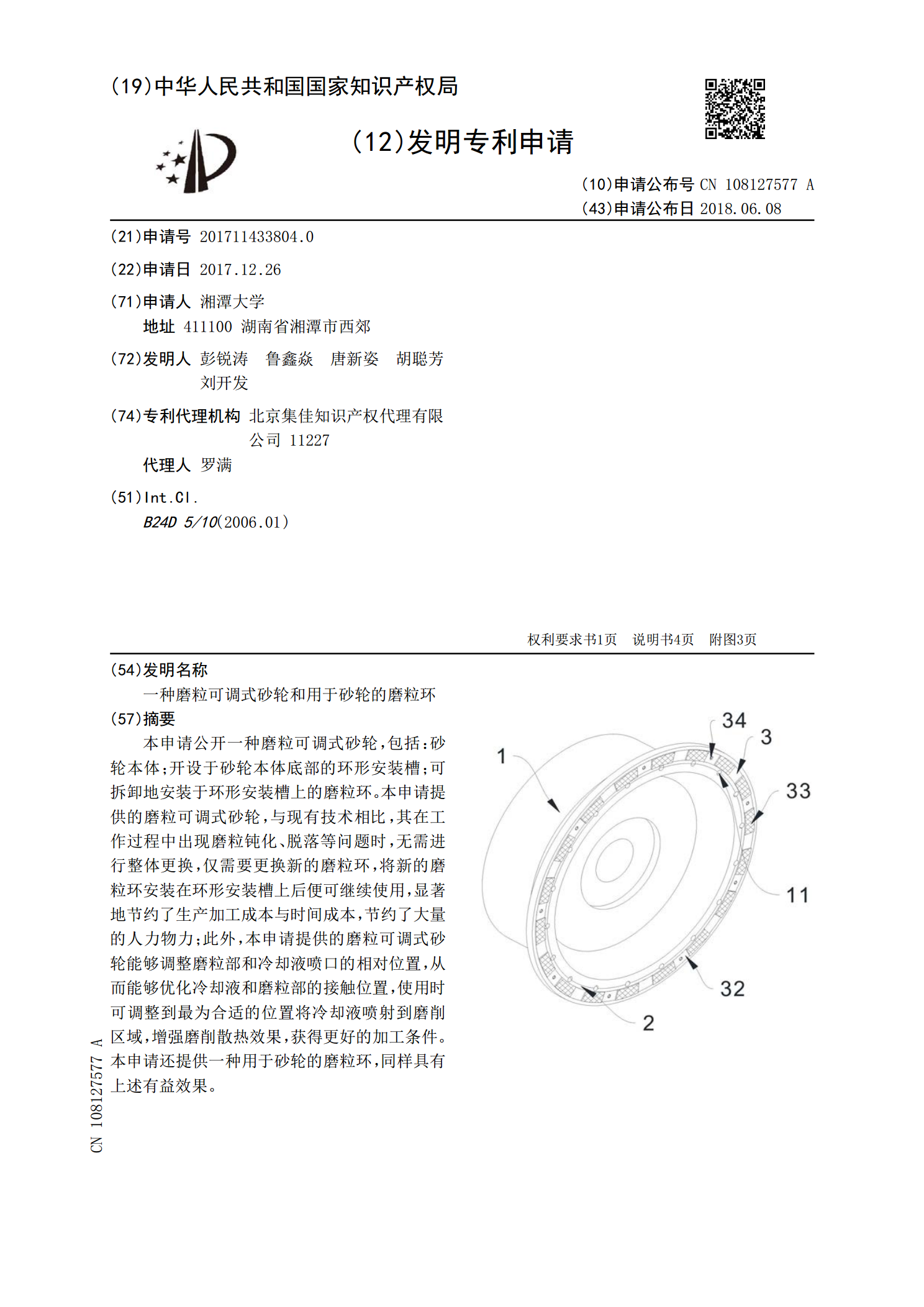
本申请公开一种磨粒可调式砂轮,包括:砂轮本体;开设于砂轮本体底部的环形安装槽;可拆卸地安装于环形安装槽上的磨粒环。本申请提供的磨粒可调式砂轮,与现有技术相比,其在工作过程中出现磨粒钝化、脱落等问题时,无需进行整体更换,仅需要更换新的磨粒环,将新的磨粒环安装在环形安装槽上后便可继续使用,显著地节约了生产加工成本与时间成本,节约了大量的人力物力;此外,本申请提供的磨粒可调式砂轮能够调整磨粒部和冷却液喷口的相对位置,从而能够优化冷却液和磨粒部的接触位置,使用时可调整到最为合适的位置将冷却液喷射到磨削区域,增强磨

一种磨粒图案分布砂轮的制作方法及制作装置.pdf
本发明提供了一种磨粒图案分布砂轮的制作方法,所述的砂轮为包括但不限于外圆砂轮、端面砂轮、修整盘、修整器、滚轮、磨盘,包括如下步骤:(1)依据所需结合剂厚度确定临时覆盖层的厚度,并根据磨粒图案的分布对临时覆盖层进行镂空处理;(2)将临时覆盖层粘覆于磨盘基体上;(3)利用砂轮基体的旋转运动,将结合剂涂覆于在临时覆盖层上;(4)使砂轮基体旋转,并将刮片紧贴于临时覆盖层上,利用砂轮基体的旋转运动使得没有填入镂空区的结合剂被刮除,留在镂空处的结合剂厚度与临时覆盖层厚度相等,从而达到利用临时覆盖层控制结合剂厚度;(5
一种多孔自锐钎焊金刚石砂轮的制备及其磨粒磨损匹配方法.pdf
本发明公开一种多孔自锐钎焊金刚石砂轮的制备及其磨粒磨损匹配方法,首先通过单颗磨粒磨削实验检测破损40%~45%具有切削性能的磨粒、破损50%~55%失去切削能力的磨粒的磨削力和出刃高度,从而获得磨粒的外作用力力矩和弯曲应力。然后将金刚石磨粒、CuSn粉末、TiH