
变频器电气传动.ppt

YY****。。

1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共66页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
变频器(电气传动).pptx
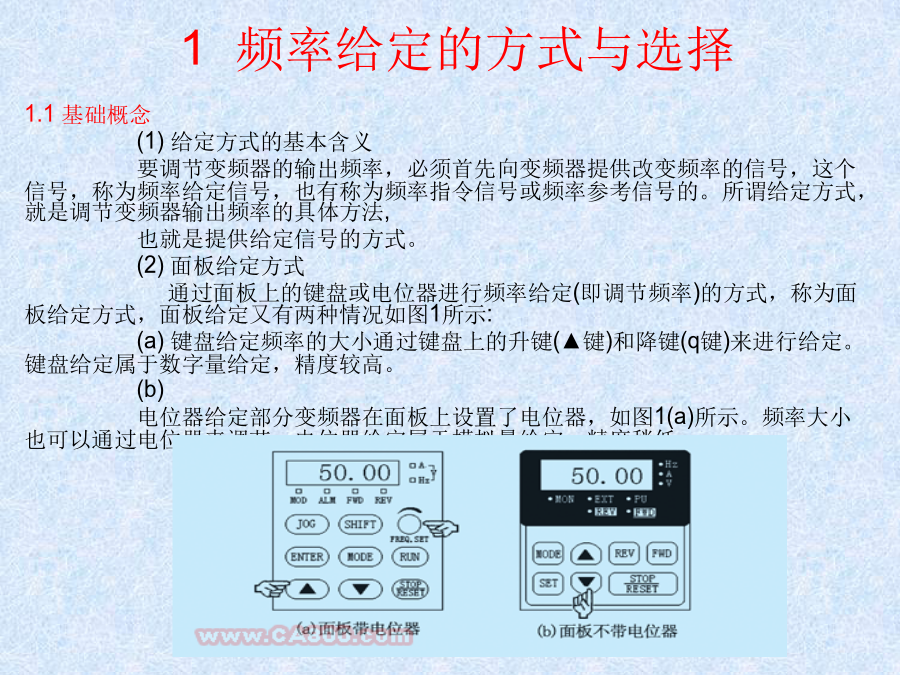
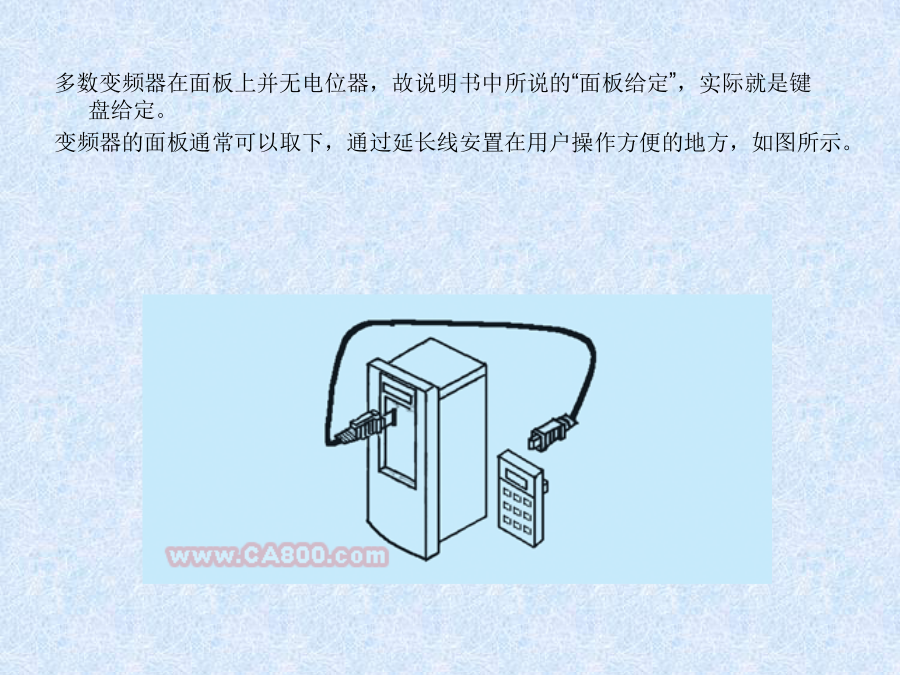
电气传动变频器功能解析1频率给定的方式与选择多数变频器在面板上并无电位器故说明书中所说的“面板给定”实际就是键盘给定。变频器的面板通常可以取下通过延长线安置在用户操作方便的地方如图所示。此外采用哪一种给定方式须通过功能预置来事先决定。(3)外部给定方式从外接输入端子输入频率给定信号来调节变频器输出频率的大小称为外部给定或远控给定。主要的外部给定方式有:(a)外接模拟量给定
变频器电气传动.ppt
变频器电气传动1频率给定的方式与选择多数变频器在面板上并无电位器,故说明书中所说的“面板给定”,实际就是键盘给定。变频器的面板通常可以取下,通过延长线安置在用户操作方便的地方,如图所示。此外,采用哪一种给定方式,须通过功能预置来事先决定。(3)外部给定方式从外接输入端子输入频率给定信号,来调节变频器输出频率的大小,称为外部给定,或远控给定。主要的外部给定方式有:(a)外接模拟量给定通过外接给定端子从变频器外部输入模拟量信号(电压或电流)进行给定,并通过调节给定信号的大小来调节变频器的输出频率。模拟量给定信

电气传动变频器知识教程.pptx
电气传动变频器功能(gōngnéng)解析1频率(pínlǜ)给定的方式与选择多数变频器在面板上并无电位器,故说明书中所说的“面板给定”,实际就是键盘给定。变频器的面板通常可以(kěyǐ)取下,通过延长线安置在用户操作方便的地方,如图所示。此外,采用哪一种给定方式,须通过功能预置来事先决定。(3)外部给定方式从外接输入端子输入频率给定信号,来调节变频器输出频率的大小,称为外部给定,或远控给定。主要的外部给定方式有:(a)外接模拟量给定通过外接给定端子从变频器外部输入模拟量信号(电压或电流)进行给定,并通过

电气传动之变频器控制.ppt
电气传动变频器功能解析1频率给定的方式与选择多数变频器在面板上并无电位器,故说明书中所说的“面板给定”,实际就是键盘给定。变频器的面板通常可以取下,通过延长线安置在用户操作方便的地方,如图所示。此外,采用哪一种给定方式,须通过功能预置来事先决定。(3)外部给定方式从外接输入端子输入频率给定信号,来调节变频器输出频率的大小,称为外部给定,或远控给定。主要的外部给定方式有:(a)外接模拟量给定通过外接给定端子从变频器外部输入模拟量信号(电压或电流)进行给定,并通过调节给定信号的大小来调节变频器的输出频率。模拟

电气传动与变频器PPT课件.ppt
电气传动变频器功能解析1频率给定的方式与选择多数变频器在面板上并无电位器,故说明书中所说的“面板给定”,实际就是键盘给定。变频器的面板通常可以取下,通过延长线安置在用户操作方便的地方,如图所示。此外,采用哪一种给定方式,须通过功能预置来事先决定。(3)外部给定方式从外接输入端子输入频率给定信号,来调节变频器输出频率的大小,称为外部给定,或远控给定。主要的外部给定方式有:(a)外接模拟量给定通过外接给定端子从变频器外部输入模拟量信号(电压或电流)进行给定,并通过调节给定信号的大小来调节变频器的输出频率。模拟