
水箱拉丝机的穿丝牵引系统.pdf

论文****可爱

1/7
2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水箱拉丝机的穿丝牵引系统.pdf
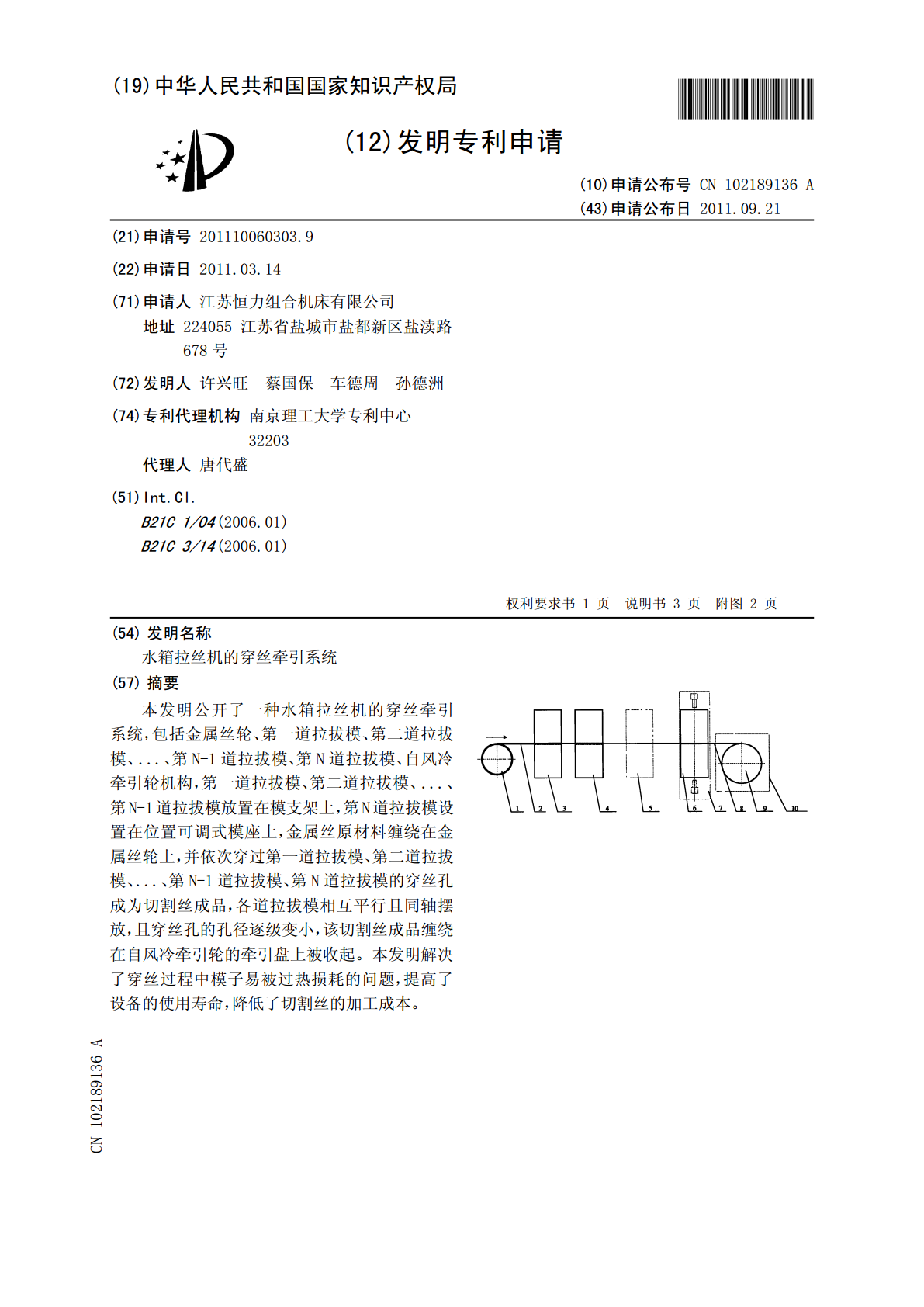
本发明公开了一种水箱拉丝机的穿丝牵引系统,包括金属丝轮、第一道拉拔模、第二道拉拔模、...、第N-1道拉拔模、第N道拉拔模、自风冷牵引轮机构,第一道拉拔模、第二道拉拔模、...、第N-1道拉拔模放置在模支架上,第N道拉拔模设置在位置可调式模座上,金属丝原材料缠绕在金属丝轮上,并依次穿过第一道拉拔模、第二道拉拔模、...、第N-1道拉拔模、第N道拉拔模的穿丝孔成为切割丝成品,各道拉拔模相互平行且同轴摆放,且穿丝孔的孔径逐级变小,该切割丝成品缠绕在自风冷牵引轮的牵引盘上被收起。本发明解决了穿丝过程中模子易被过

水箱拉丝机牵引机构.pdf
本发明涉及一种水箱拉丝机牵引机构,具体地说是用于水箱拉丝机牵引金属丝,属于金属制品生产技术领域。其包括主轴、牵引轮、轴承座和带轮,所述牵引轮螺接在主轴左端,所述牵引轮左端连接牵引轮压盖,牵引轮压盖上设有六片风叶;所述主轴通过左轴承和右轴承连接轴承座;所述轴承座和牵引轮之间安装牵引轮轴压盖,所述牵引轮轴压盖和轴承座之间安装连接盖;所述带轮安装在主轴右端。本发明结构简单、紧凑,合理;通过牵引轮压盖上自带的风叶转动产生的冷却气流冷却牵引轮上的金属丝,减少了金属丝在拉拔过程中所产生的热量,提高了设备的使用寿命,降

水箱拉丝机的牵引轮部件.pdf
本发明涉及一种水箱拉丝机的牵引轮部件,在箱体的上表面固定安装的上轴承座,在上轴承座的上端部固定安装有上轴承盖,在箱体的下表面固定安装有下轴承座,在下轴承座的下端部固定安装有下轴承盖,在上轴承座内设有上部轴承,在上轴承座内设有下部轴承,在上部轴承与下部轴承的安装孔内转动安装有牵引轮主轴,在牵引轮主轴的下端部固定安装有卷筒,在牵引轮主轴的上端部固定安装有主动带轮,在牵引轮主轴的上端面通过螺钉固定安装有轴端挡板。本发明具有结构简单、制造和维修成本较小等优点。
水箱拉丝机断丝检测仪.pdf
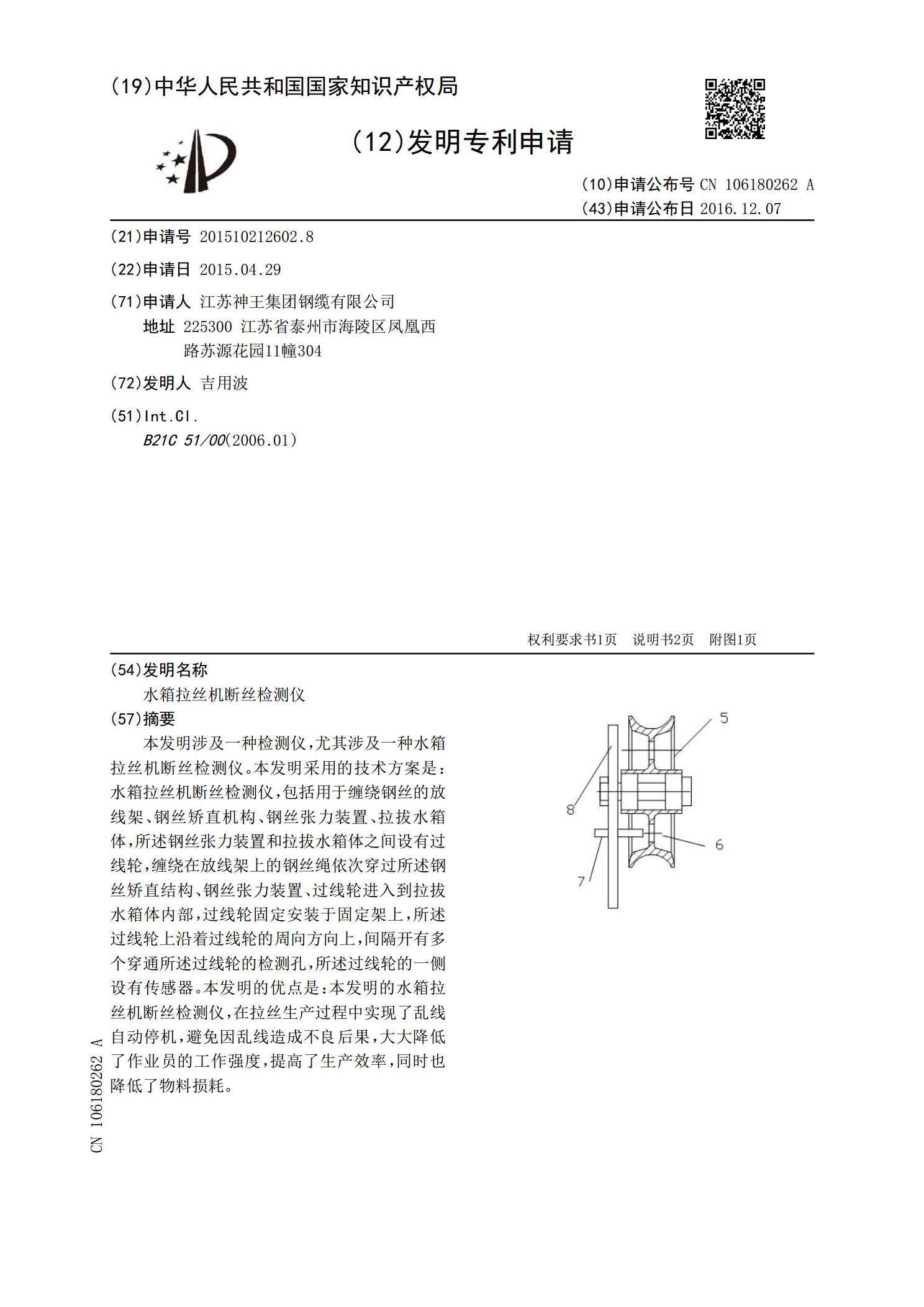
本发明涉及一种检测仪,尤其涉及一种水箱拉丝机断丝检测仪。本发明采用的技术方案是:水箱拉丝机断丝检测仪,包括用于缠绕钢丝的放线架、钢丝矫直机构、钢丝张力装置、拉拔水箱体,所述钢丝张力装置和拉拔水箱体之间设有过线轮,缠绕在放线架上的钢丝绳依次穿过所述钢丝矫直结构、钢丝张力装置、过线轮进入到拉拔水箱体内部,过线轮固定安装于固定架上,所述过线轮上沿着过线轮的周向方向上,间隔开有多个穿通所述过线轮的检测孔,所述过线轮的一侧设有传感器。本发明的优点是:本发明的水箱拉丝机断丝检测仪,在拉丝生产过程中实现了乱线自动停机,

水箱拉丝机的水箱部件.pdf
本发明涉及一种水箱拉丝机的水箱部件,包括水箱体,在水箱体内腔的上方设置隔水板,隔水板将水箱体的内腔分隔成下部的拉丝空间和上部的排水空间;特征是:在所述水箱体内腔的拉丝空间中从左往右,从右往左通过上下模架上的模具进行拉拔;在所述两组主动塔轮轴上安装主动塔轮,主动塔轮由若干塔轮片组成。本发明省去了现有技术中的一个被动塔轮轴,只保留两个主动塔轮,大大节省了设备的占用空间。