
内齿轮加工方法及专用插齿夹具.pdf

书生****ma


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

内齿轮加工方法及专用插齿夹具.pdf
本发明提出了一种内齿轮加工方法及专用插齿夹具。所述的加工方法是:首先在普通插床上进行轮齿的粗加工,采用分度机构和具有梯形切削刃的插刀逐个加工齿槽,得到梯形的中间齿廓,该齿廓在形状上很接近内齿轮最终齿廓,并保留少量的精加工余量;接着在插齿机上采用具有共轭齿廓的插齿刀进行轮齿的精加工。所述专用插齿夹具包括底座、压板、调节螺钉、螺杆、压紧螺母、钢球、保持架、滑块、滑块螺栓、滑块螺母、定位杆、定位销,其主要功能是快速找正内齿轮与插齿刀的周向位置并夹紧工件。采用所述方法加工内齿轮,可以有效提高插齿的效率,减少插齿刀
插齿时齿轮夹具.pdf
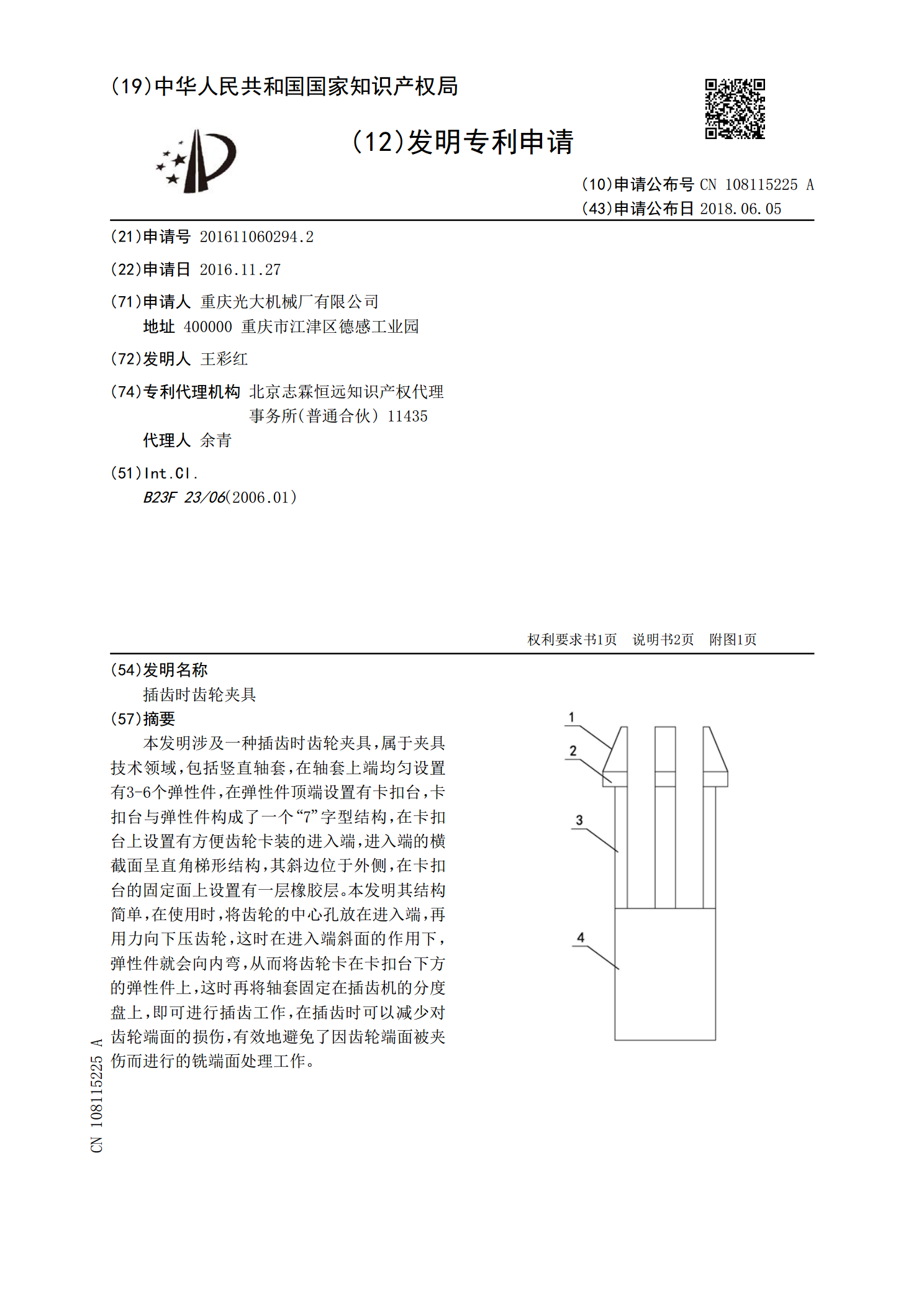
本发明涉及一种插齿时齿轮夹具,属于夹具技术领域,包括竖直轴套,在轴套上端均匀设置有3‑6个弹性件,在弹性件顶端设置有卡扣台,卡扣台与弹性件构成了一个“7”字型结构,在卡扣台上设置有方便齿轮卡装的进入端,进入端的横截面呈直角梯形结构,其斜边位于外侧,在卡扣台的固定面上设置有一层橡胶层。本发明其结构简单,在使用时,将齿轮的中心孔放在进入端,再用力向下压齿轮,这时在进入端斜面的作用下,弹性件就会向内弯,从而将齿轮卡在卡扣台下方的弹性件上,这时再将轴套固定在插齿机的分度盘上,即可进行插齿工作,在插齿时可以减少对齿

非圆齿轮插齿加工方法.pdf
一种非圆齿轮插齿加工方法,根据非圆齿轮的参数(节曲线,模数,中心距)以及加工参数,综合考虑切削量、退刀、定位基准等计算出非圆齿轮数控插齿机各轴的运动轨迹,生成加工代码,可以在普通的数控插齿机上加工出非圆齿轮,具有加工效率高,加工精度好,综合成本低等特点。
插齿加工弹性夹具.pdf
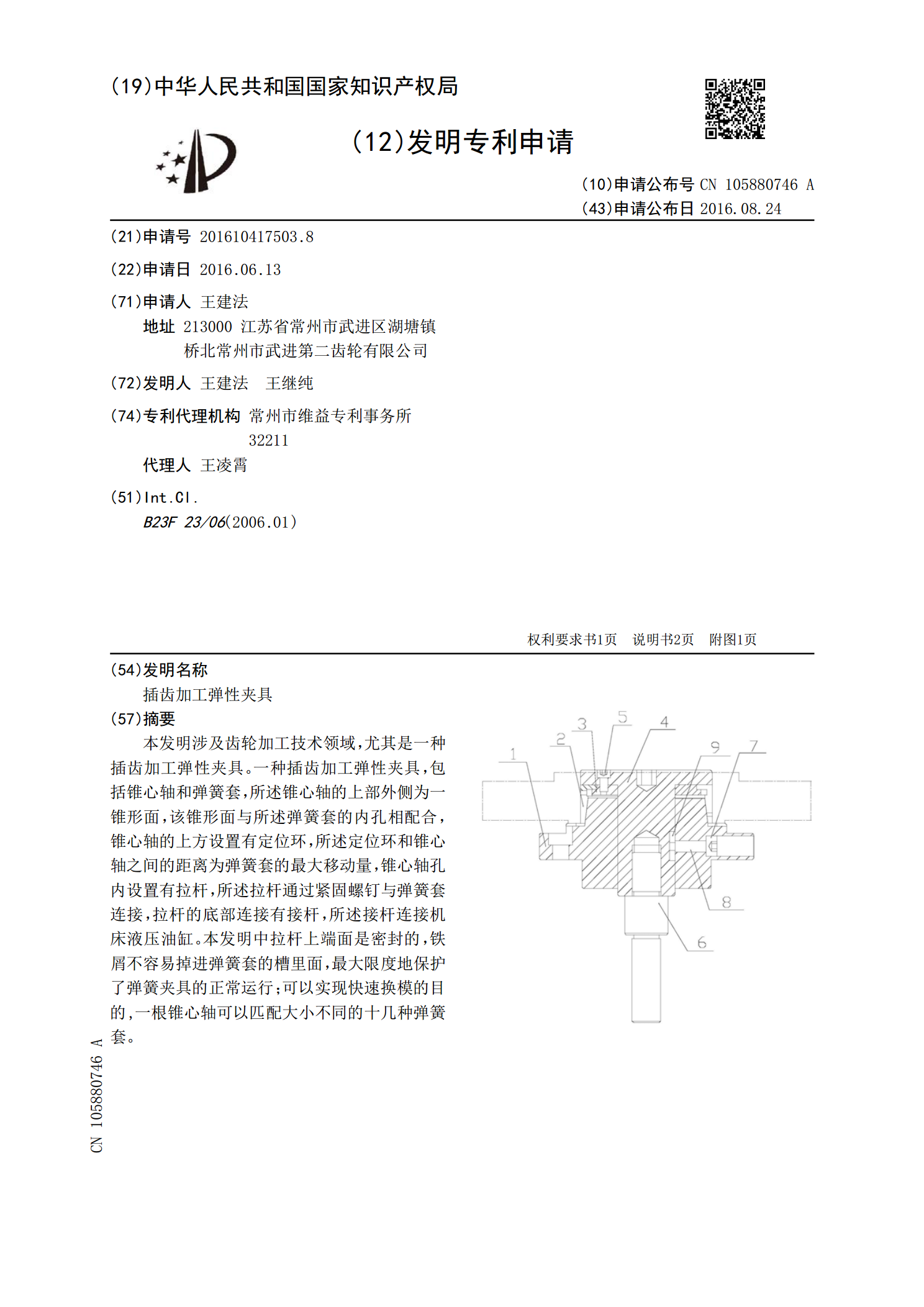
本发明涉及齿轮加工技术领域,尤其是一种插齿加工弹性夹具。一种插齿加工弹性夹具,包括锥心轴和弹簧套,所述锥心轴的上部外侧为一锥形面,该锥形面与所述弹簧套的内孔相配合,锥心轴的上方设置有定位环,所述定位环和锥心轴之间的距离为弹簧套的最大移动量,锥心轴孔内设置有拉杆,所述拉杆通过紧固螺钉与弹簧套连接,拉杆的底部连接有接杆,所述接杆连接机床液压油缸。本发明中拉杆上端面是密封的,铁屑不容易掉进弹簧套的槽里面,最大限度地保护了弹簧夹具的正常运行;可以实现快速换模的目的,一根锥心轴可以匹配大小不同的十几种弹簧套。

齿轮的插齿加工工艺.pdf
本发明提供了齿轮的插齿加工工艺,其步骤在于:驱动旋转驱动部件(300),并由旋转驱动部件(300)驱动设置于立柱(120)上的刀具(222)绕着齿轮毛坯件做环绕逐步运动,使插齿刀对齿轮毛坯件进行环绕插齿加工;驱动两旋转主轴(301)同步转动,并将旋转主轴(301)的旋转力向与旋转主轴(301)固定连接的矩形旋转架(302)进行传递,将实现立柱(120)的偏转,调整驱动块(303)在旋转架(302)上的位置,并对刀具(222)沿齿轮毛坯件做环绕运动所在圆周的半径进行调整;通过持续性的向旋转主轴输送动力,以及