
关节轴承非对称球面磨削质量控制方法.docx

骑着****猪猪


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

关节轴承非对称球面磨削质量控制方法.docx
关节轴承非对称球面磨削质量控制方法摘要:随着对精度和质量的要求越来越高,关节轴承的质量控制受到了更加重视。本文通过对关节轴承非对称球面磨削工艺的分析,提出了一种基于物理实验和数学模型相结合的质量控制方法。该方法通过对磨削参数和工艺流程进行优化和监控,最大限度地减少了关节轴承表面误差和形状误差的产生,从而保证了关节轴承精度的稳定性和性能的可靠性,为提高关节轴承的应用效果提供了重要的工艺保障。关键词:关节轴承;非对称球面磨削;质量控制;磨削参数;数学模型Abstract:Withtheincreasingde

关节轴承非对称球面改进质量控制探讨.doc
书山有路勤为径学海无涯苦作舟。关节轴承非对称球面改进质量控制探讨摘要:笔者结合相关经验针对非对称滚道与对称滚道关节轴承对磨削留量要求不同磨削其球面时尺寸、形状、位置需增加新的测量和控制方法进行了简要的阐述以供参考。关键词:关节轴承;改进工艺确定球面新留量;测量方法;质量中图分类号:tg580.68文献标识码:a文章编号:1001-828x(2021)07-0-01关节轴承球面是对称的尺寸规格也比较小有成熟的加工技术。其球面粗磨给精磨的留量通常小于0.06m

关节轴承非对称球面改进质量控制探讨_推力关节轴承.docx
关节轴承非对称球面改进质量控制探讨_推力关节轴承摘要:笔者结合相关经验,针对非对称滚道与对称滚道关节轴承对磨削留量要求不同,磨削其球面时尺寸、形状、位置需增加新的测量和控制方法进行了简要的阐述,以供参考。关键词:关节轴承;改进工艺确定球面新留量;测量方法;质量中图分类号:TG580.68文献标识码:A文章编号:1001-828X(2012)07-0-01关节轴承球面是对称的,尺寸规格也比较小,有成熟的加工技术。其球面粗磨给精磨的留量通常小于0.06mm,精磨给研磨的留量小于0.02mm。内圈球面尺寸用卡规
内外球面磨削方法.pdf
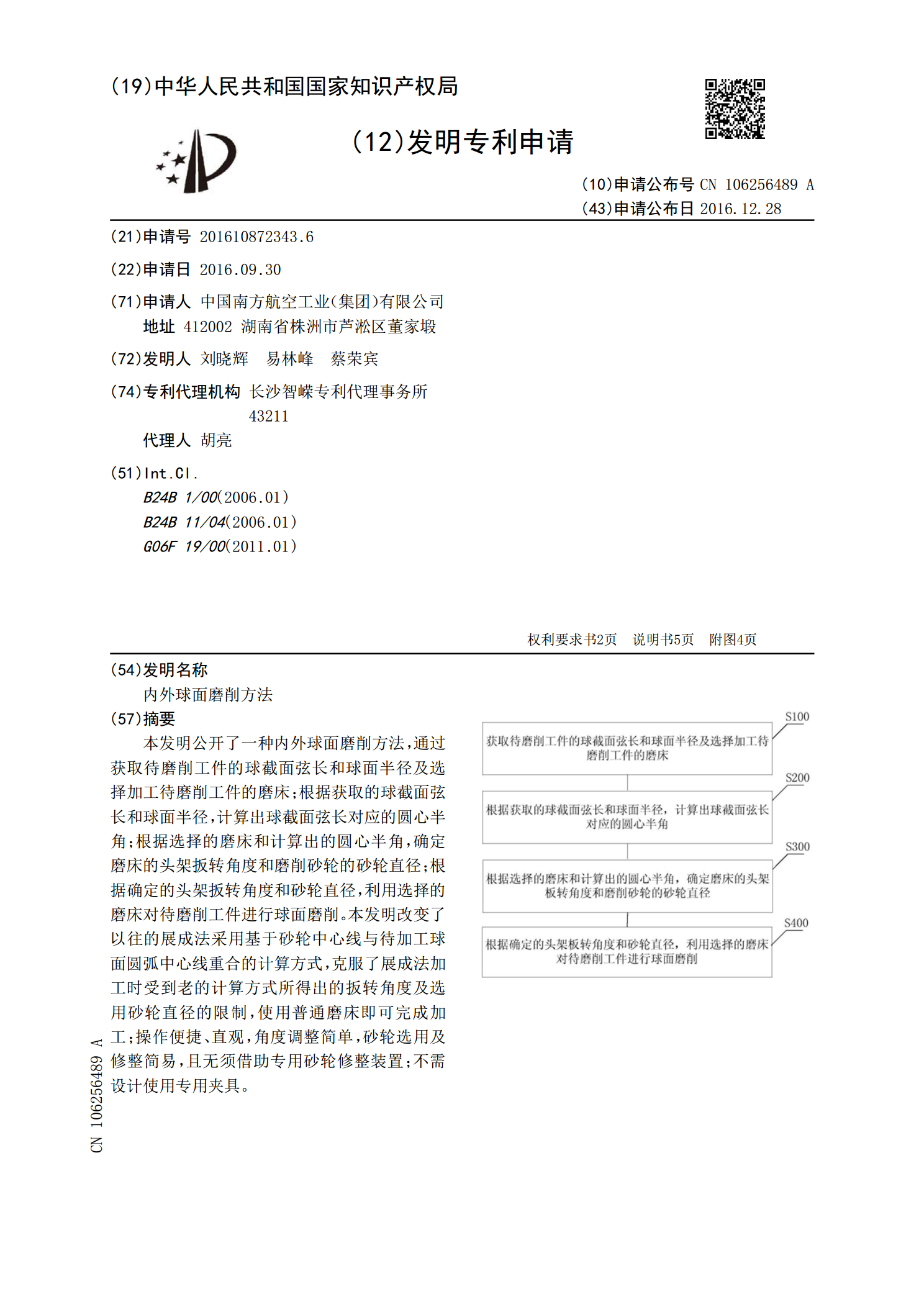
本发明公开了一种内外球面磨削方法,通过获取待磨削工件的球截面弦长和球面半径及选择加工待磨削工件的磨床;根据获取的球截面弦长和球面半径,计算出球截面弦长对应的圆心半角;根据选择的磨床和计算出的圆心半角,确定磨床的头架扳转角度和磨削砂轮的砂轮直径;根据确定的头架扳转角度和砂轮直径,利用选择的磨床对待磨削工件进行球面磨削。本发明改变了以往的展成法采用基于砂轮中心线与待加工球面圆弧中心线重合的计算方式,克服了展成法加工时受到老的计算方式所得出的扳转角度及选用砂轮直径的限制,使用普通磨床即可完成加工;操作便捷、直观

高硬度球面磨削机理及磨削质量控制研究综述报告.docx
高硬度球面磨削机理及磨削质量控制研究综述报告摘要:高硬度球面磨削是一种关键的超精加工技术,主要用于制造高精度滚动轴承、高精度微型摆节、高精度光学器件和半导体器件等。本综述报告主要介绍了高硬度球面磨削的机理和磨削质量控制研究,旨在提高高硬度球面磨削的加工精度和效率。一、高硬度球面磨削的机理高硬度球面磨削是通过在球形工件表面上使用球形磨削工具来实现的。球形磨削工具和球形工件之间的接触点形成一个小面积的切削区域,切削区域内要承受高压力和高温。随着切削加工的进行,表面开始变形并在微观水平上逐渐平滑了。在磨削过程中