
单螺杆挤出机设计.ppt

YY****。。


1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

单螺杆挤出机设计.ppt
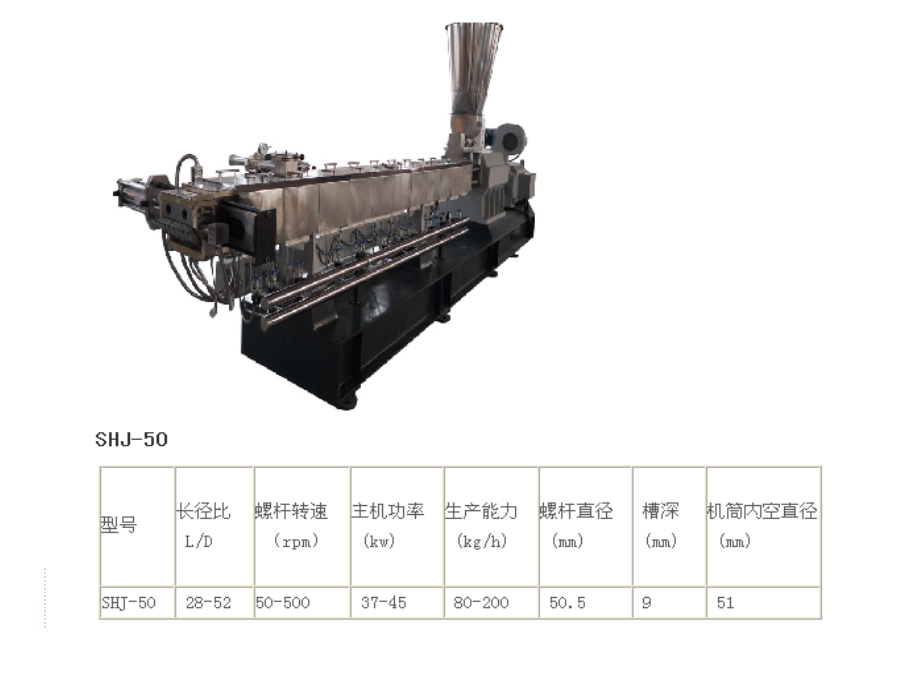
3.7单螺杆机出机设计3.7.1螺杆与机筒的材料选择螺杆常用材料的性能要求为:机械强度好,耐腐蚀和抗磨性能好,加工性能好,取材容易。一般选用38CrMoAl氮化钢。38CrMoAl氮化钢的性能如下表:3.7.2螺杆的主要参数的选取与确定螺杆直径:我国挤出机标准所规定的螺杆直径系列有:30、45、65、90、120、150、200。螺杆直径的大小一般根据所加工制品的断面尺寸、加工塑料的种类和所加工的生产率来确定。制品截面积的大小和螺杆直径的大小有一个适当的关系。通常:大截面的制品所选的螺杆直径要大一些,这对

关于单螺杆塑料挤出机的节能分析和设计.docx
关于单螺杆塑料挤出机的节能分析和设计单螺杆塑料挤出机是一种常见的塑料加工设备,主要用于聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯等塑料的挤出成型。随着环保意识的提升和能源紧缺的问题,节能逐渐被塑料挤出机制造商所关注,设计出了一系列节能型塑料挤出机。首先,单螺杆塑料挤出机的节能可以从电机方面入手。新型单螺杆塑料挤出机采用了能耗低的变频电机和电子调速器,实现了电机的智能调节。传统的单速电机具有自耗功率较高的特点,而新型电机则可根据生产需要实时调整转速和电流,达到节能目的。变频电机的最大特点是将电机的动力输出能力与外部

单螺杆挤出机的固体输送.ppt
工作原理工作原理固体的概念固体分类固体输送理论理论部分固体流量方程的推导理论部分影响固体输送的因素牵引角牵引角牵引角摩擦因素摩擦因素摩擦因素摩擦因素螺旋升角加工工艺的影响

单螺杆挤出机试题图.doc
1—机头联接法兰2—分流板3—冷却水管4—加热器5—螺杆6—机筒7—油泵8—测速电机9—止推轴承10—料斗11—减速箱12—螺杆冷却装置1—螺杆冷却装置2—减速箱3—料斗4—止推轴承5—测速电机6—油泵7—机筒8—螺杆9—加热器10—冷却水管11—分流板12—机头联接法兰1—螺杆冷却装置2—减速箱3—料斗4—止推轴承5—机筒6—螺杆7—加热器8—冷却水管9—分流板10—机头联接法兰双螺杆挤出机1、机头连接器2、分流板3、料筒4、加热器5、螺杆6、加料器7、料斗8、加料器传动机构9、推力轴承10、减速器11
单螺杆挤出机造粒.ppt
项目1:单螺杆挤出机造粒单螺杆结构展示与理解单螺杆结构展示与理解机筒结构生产线示意图主要训练过程1.任务告知:知识目标:2.任务的引入3.任务的实施挤出特性与口模特性之间关系,影响产量的因素:用什么参数表达?怎样作图表达?能否确定工作点?什么情况下发生挤出不稳定现象?可以试试呀!5.归纳总结6.拓展7.作业布置8.归纳控制面板物料特性温度设定及考虑相关因素工作特性看看影响简单计算简单判断产量是挤出机与口模共同作用结果辅机系统认识看一条线吧:看看单螺杆的本事单螺杆挤出机造粒生产线参数调节加工PVC温度设定一