
纳米合金复合纤维材料及其制备方法.pdf

书生****12


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

纳米合金复合纤维材料及其制备方法.pdf
本发明公开一种纳米合金复合纤维材料,该材料由以下重量百分比的各组分制备:聚丙烯纤维40%~50%,增强纤维30%~40%,铁粉10%~15%,热熔粉10~15%。本发明还公开了上述材料的制备方法,包括前道的非织造工艺和后道的热压成型工艺。本发明具有较强的拉伸强度和耐冲击性能,能满足其在汽车、轮船等高载荷防护部件中的使用要求,应用范围广泛的优点。
各向异性的纳米晶复合NdFeB永磁合金及其制备方法.pdf
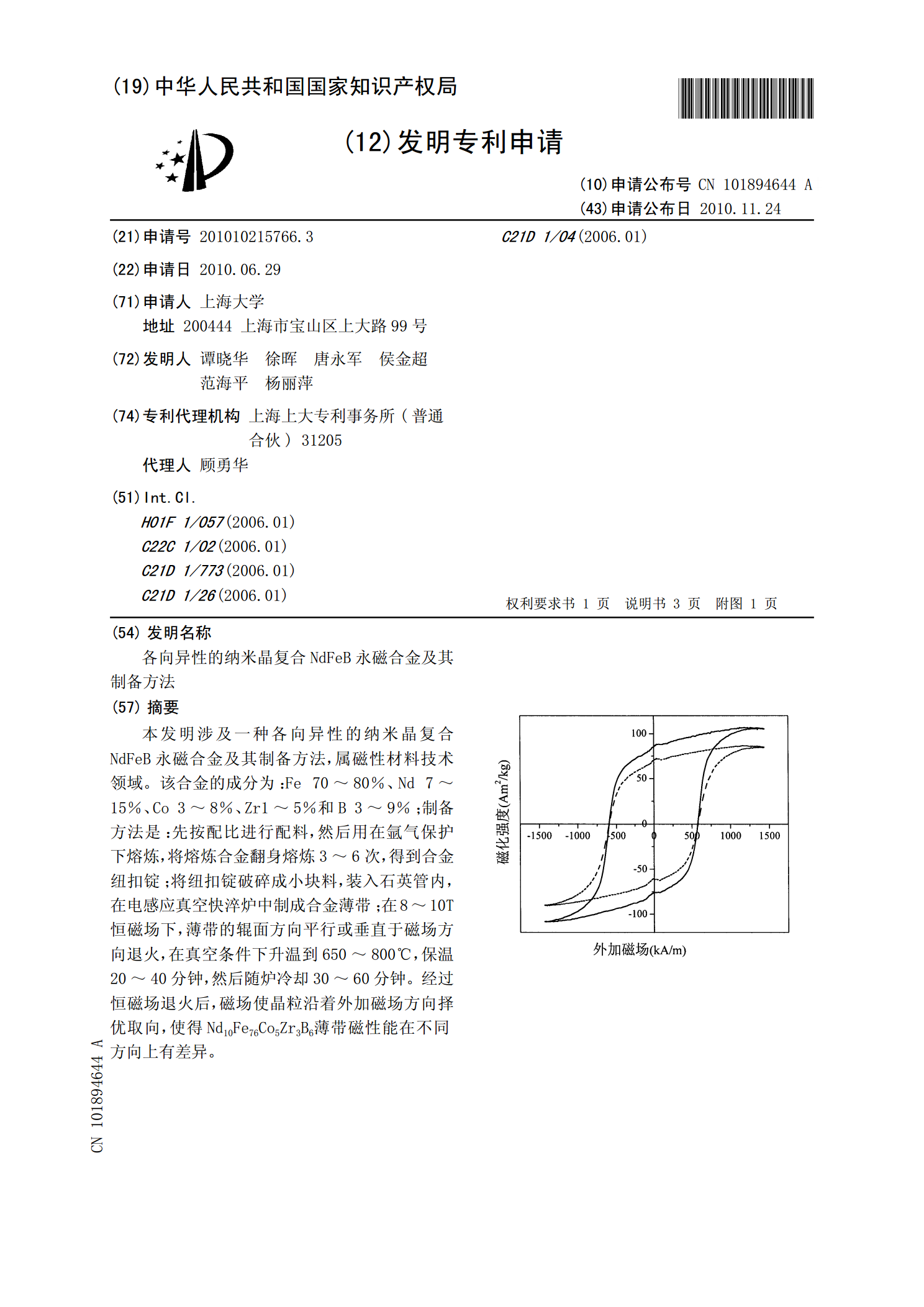
本发明涉及一种各向异性的纳米晶复合NdFeB永磁合金及其制备方法,属磁性材料技术领域。该合金的成分为:Fe?70~80%、Nd?7~15%、Co?3~8%、Zr1~5%和B?3~9%;制备方法是:先按配比进行配料,然后用在氩气保护下熔炼,将熔炼合金翻身熔炼3~6次,得到合金纽扣锭;将纽扣锭破碎成小块料,装入石英管内,在电感应真空快淬炉中制成合金薄带;在8~10T恒磁场下,薄带的辊面方向平行或垂直于磁场方向退火,在真空条件下升温到650~800℃,保温20~40分钟,然后随炉冷却30~60分钟。经过恒磁场退
高熵合金纳米框架及其制备方法.pdf
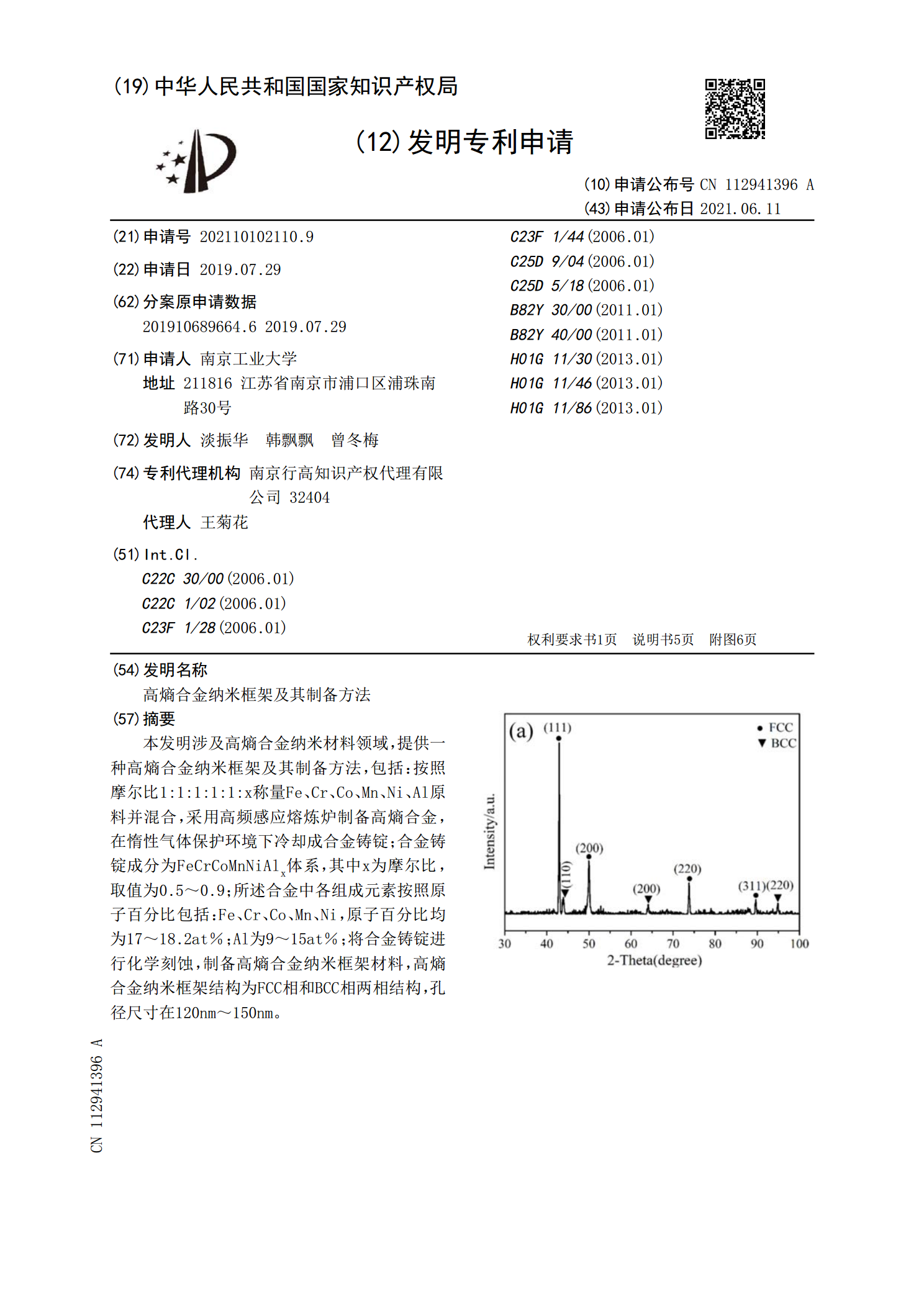
本发明涉及高熵合金纳米材料领域,提供一种高熵合金纳米框架及其制备方法,包括:按照摩尔比1:1:1:1:1:x称量Fe、Cr、Co、Mn、Ni、Al原料并混合,采用高频感应熔炼炉制备高熵合金,在惰性气体保护环境下冷却成合金铸锭;合金铸锭成分为FeCrCoMnNiAl
纳米铜钛合金及其制备方法.pdf
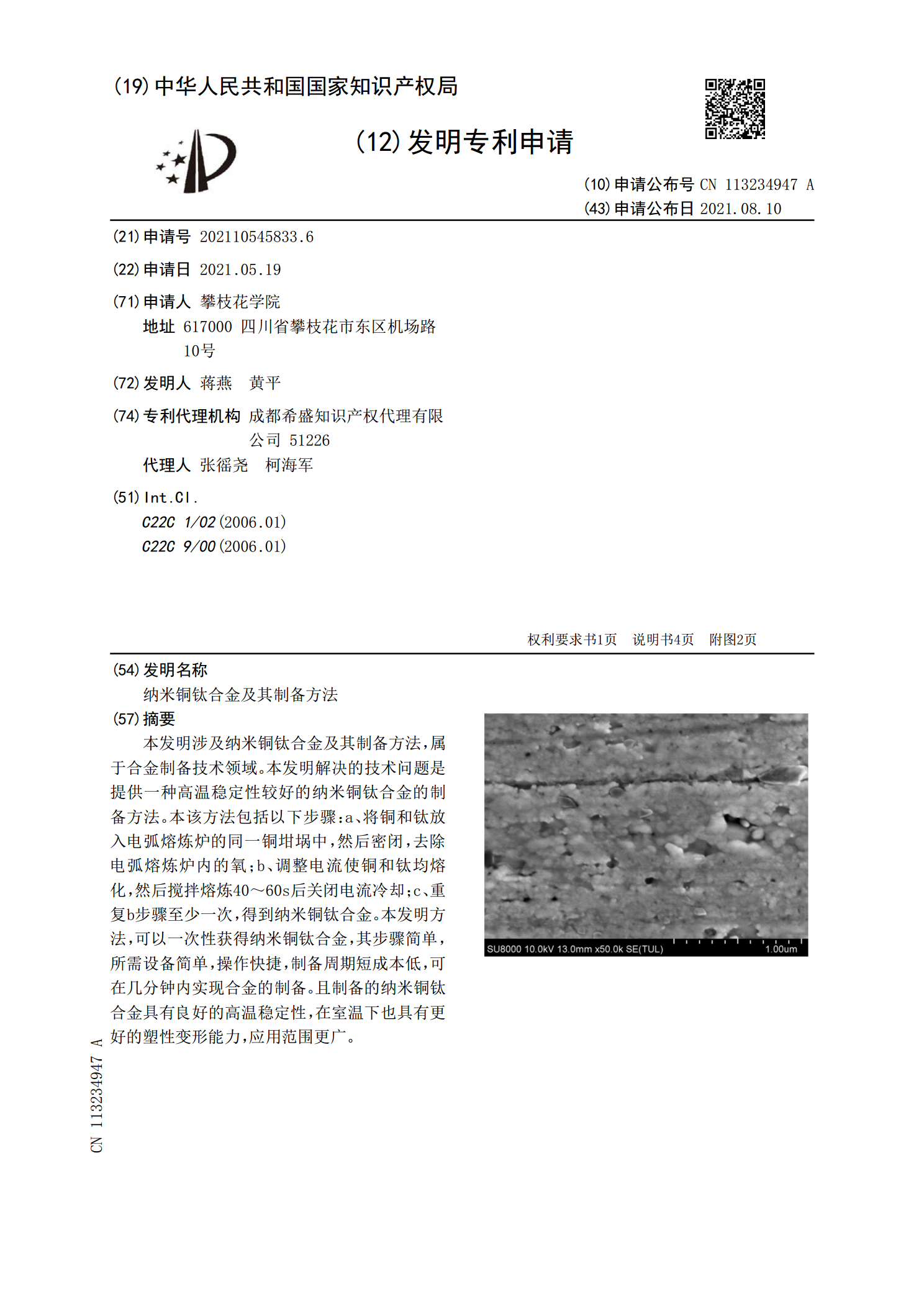
本发明涉及纳米铜钛合金及其制备方法,属于合金制备技术领域。本发明解决的技术问题是提供一种高温稳定性较好的纳米铜钛合金的制备方法。本该方法包括以下步骤:a、将铜和钛放入电弧熔炼炉的同一铜坩埚中,然后密闭,去除电弧熔炼炉内的氧;b、调整电流使铜和钛均熔化,然后搅拌熔炼40~60s后关闭电流冷却;c、重复b步骤至少一次,得到纳米铜钛合金。本发明方法,可以一次性获得纳米铜钛合金,其步骤简单,所需设备简单,操作快捷,制备周期短成本低,可在几分钟内实现合金的制备。且制备的纳米铜钛合金具有良好的高温稳定性,在室温下也具

铋基光热转换纳米纤维材料及其制备方法.pdf
本发明公开了一种铋基光热转换纳米纤维材料及其制备,其以水热合成法制备的氧化石墨烯‑硫化铋纳米颗粒为光热介质主体,以聚乙烯吡咯烷酮为基体,通过静电纺丝技术制备(氧化石墨烯‑硫化铋)‑聚乙烯吡咯烷酮复合纳米纤维,然后将该复合纳米纤维煅烧处理得到氧化石墨烯‑硫化铋陶瓷纳米纤维,再使用多巴胺和聚乙烯亚胺通过浸渍法对氧化石墨烯‑硫化铋陶瓷纳米纤维进行改性,得到聚多巴胺‑聚乙烯亚胺@氧化石墨烯‑硫化铋复合纳米纤维,即为铋基光热转换纳米纤维材料。获得的铋基光热转换纳米纤维材料,在全波长范围内对太阳光均具有较高的吸收率、