
带内螺纹球阀阀体的成型机构.pdf

书生****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
带内螺纹球阀阀体的成型机构.pdf
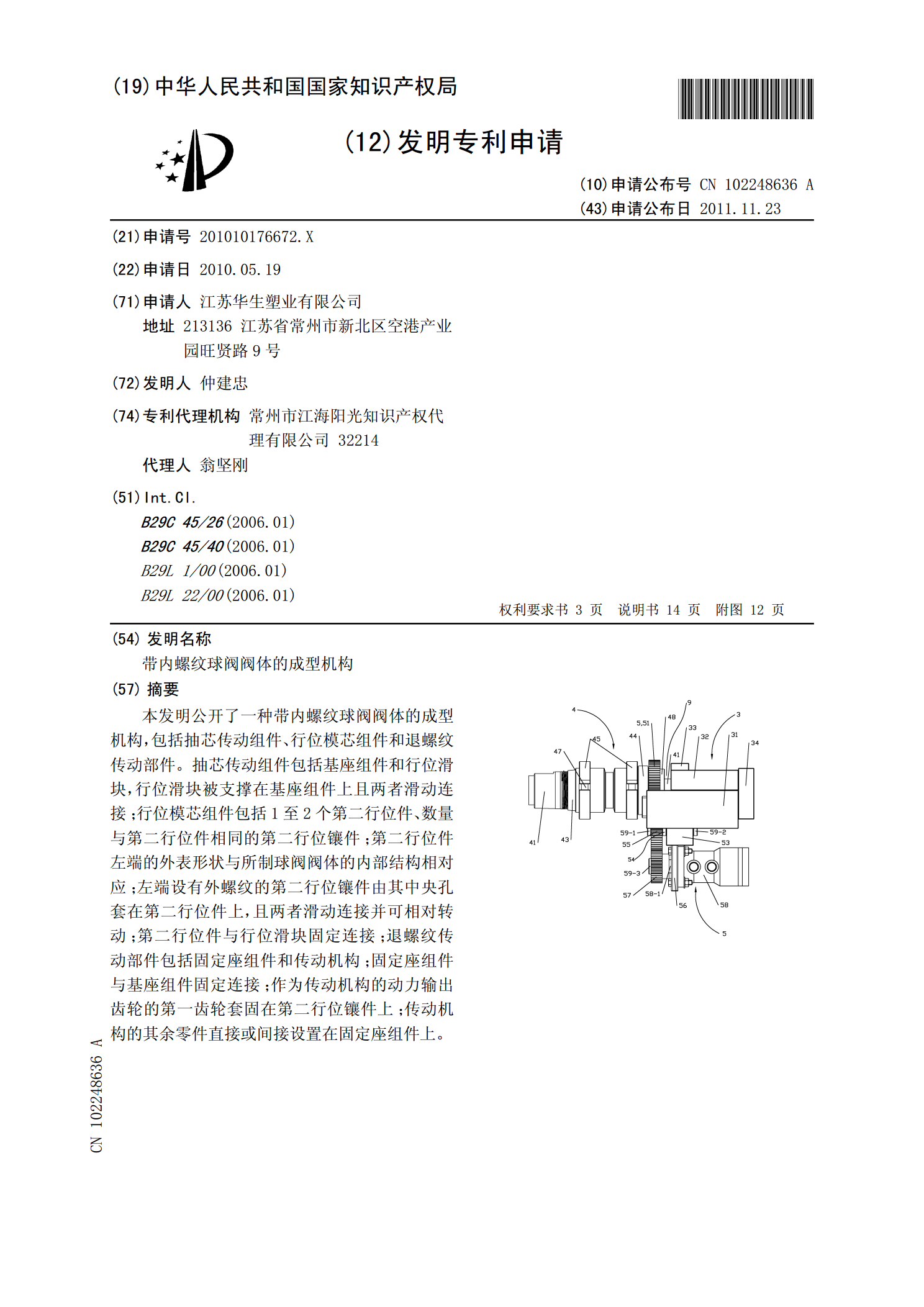
本发明公开了一种带内螺纹球阀阀体的成型机构,包括抽芯传动组件、行位模芯组件和退螺纹传动部件。抽芯传动组件包括基座组件和行位滑块,行位滑块被支撑在基座组件上且两者滑动连接;行位模芯组件包括1至2个第二行位件、数量与第二行位件相同的第二行位镶件;第二行位件左端的外表形状与所制球阀阀体的内部结构相对应;左端设有外螺纹的第二行位镶件由其中央孔套在第二行位件上,且两者滑动连接并可相对转动;第二行位件与行位滑块固定连接;退螺纹传动部件包括固定座组件和传动机构;固定座组件与基座组件固定连接;作为传动机构的动力输出齿轮的
一种直通球阀阀体模具及直通球阀阀体的加工工艺.pdf
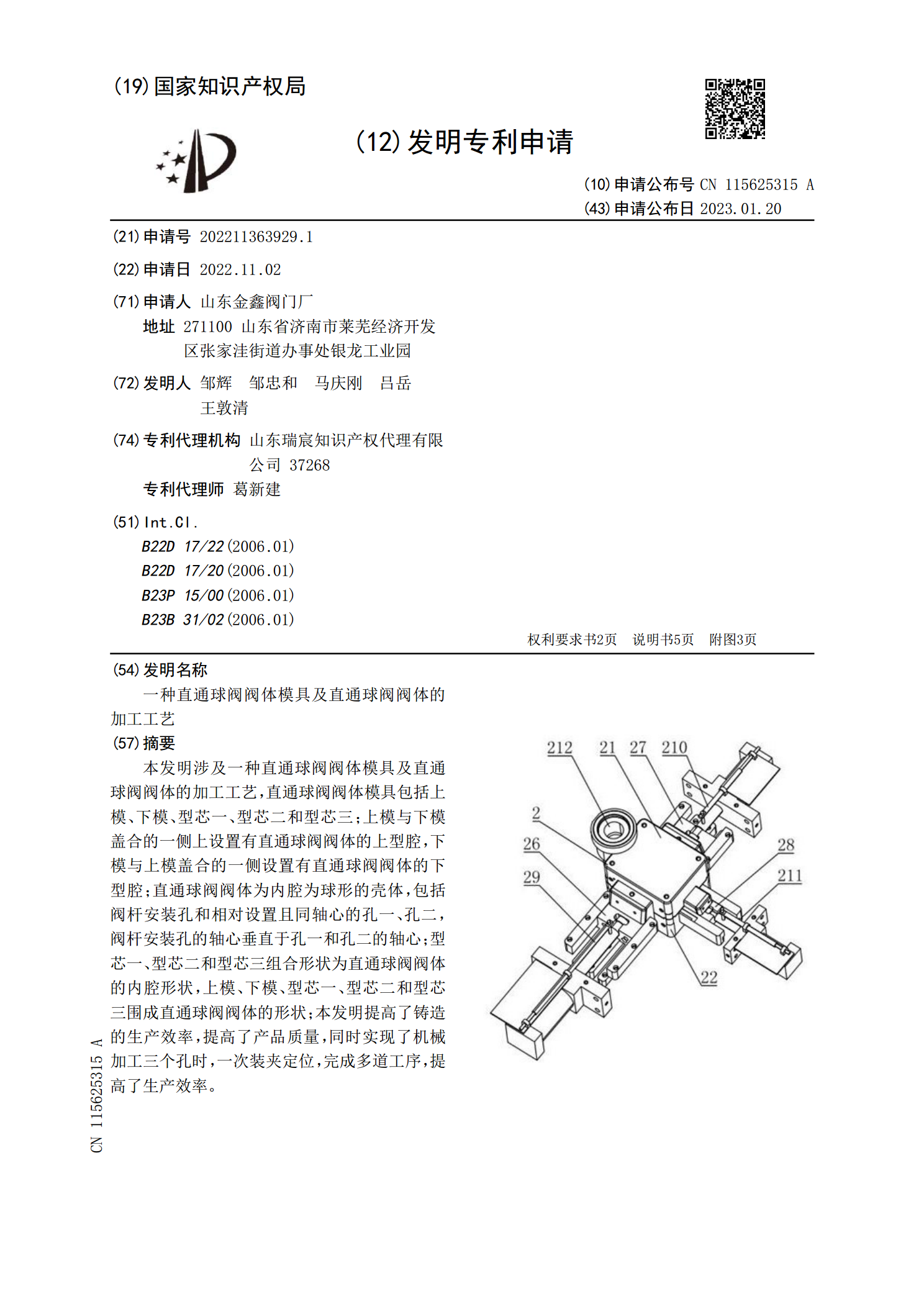
本发明涉及一种直通球阀阀体模具及直通球阀阀体的加工工艺,直通球阀阀体模具包括上模、下模、型芯一、型芯二和型芯三;上模与下模盖合的一侧上设置有直通球阀阀体的上型腔,下模与上模盖合的一侧设置有直通球阀阀体的下型腔;直通球阀阀体为内腔为球形的壳体,包括阀杆安装孔和相对设置且同轴心的孔一、孔二,阀杆安装孔的轴心垂直于孔一和孔二的轴心;型芯一、型芯二和型芯三组合形状为直通球阀阀体的内腔形状,上模、下模、型芯一、型芯二和型芯三围成直通球阀阀体的形状;本发明提高了铸造的生产效率,提高了产品质量,同时实现了机械加工三个孔

气动内螺纹球阀1.pdf
Q611内螺纹气动球阀Q661气动焊接球阀一、内螺纹气动球阀产品概述川羽公司生产的内螺纹气动球阀及气动焊接球阀分为整体式、两片式及三片式。阀体铸造采用台湾引进的先进工艺,结构合理、造型美观。阀座采用弹性密封结构,密封可靠,启闭轻松。内螺纹气动球阀阀杆采用有倒密封的下装式结构,阀腔异常升压时,阀杆不会被冲击。可设置90°开关定位机构,根据需要加锁以防止误操作。内螺纹气动球阀及气动焊接球阀适用于PN1.0~4.0MPa,工作温度-29~180℃(密封圈为增强聚四氟乙烯)或-29~300℃(密封圈为对位聚苯)的
一种软硬密封球阀阀体快速铸造成型工艺.pdf
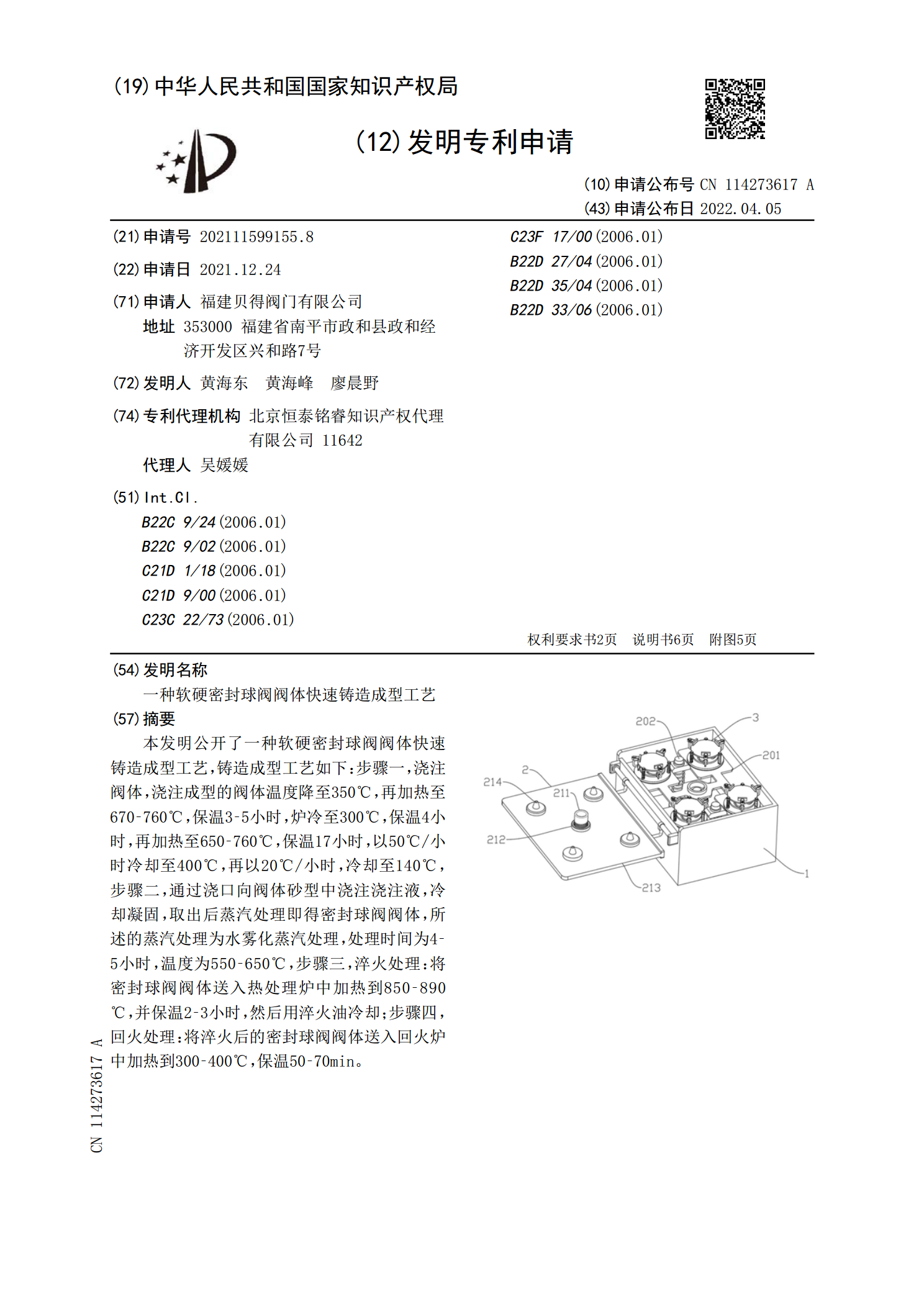
本发明公开了一种软硬密封球阀阀体快速铸造成型工艺,铸造成型工艺如下:步骤一,浇注阀体,浇注成型的阀体温度降至350℃,再加热至670‑760℃,保温3‑5小时,炉冷至300℃,保温4小时,再加热至650‑760℃,保温17小时,以50℃/小时冷却至400℃,再以20℃/小时,冷却至140℃,步骤二,通过浇口向阀体砂型中浇注浇注液,冷却凝固,取出后蒸汽处理即得密封球阀阀体,所述的蒸汽处理为水雾化蒸汽处理,处理时间为4‑5小时,温度为550‑650℃,步骤三,淬火处理:将密封球阀阀体送入热处理炉中加热到850

不锈钢内螺纹球阀.doc
不锈钢内螺纹球阀国内节能灯市场背景的三项分析据中国照明学会调查资料表示:中国目前使用节能灯的家庭一亿户,使用节能灯的酒店及公共场所更是多得难以统计;全国每年单节能灯市场的总额在120亿以上,同时每年城市化的进程在以6%的速度增长,在这一速度增长下,灯饰产品更是以30%的速度在增长。品牌容量分析。目前,中国节能灯市场至少可以容纳近20个知名品牌,而目前现阶段产业经营的品牌区隔还未开始!市场格局在节能灯生产企一、产品[保温球阀]的详细资料:产品名称:双夹式保温球阀产品特点:工洲牌对夹连接球阀具有结构紧凑、体积