
用于滤棒复合的传送装置及传送方法.pdf

书生****写意

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于滤棒复合的传送装置及传送方法.pdf
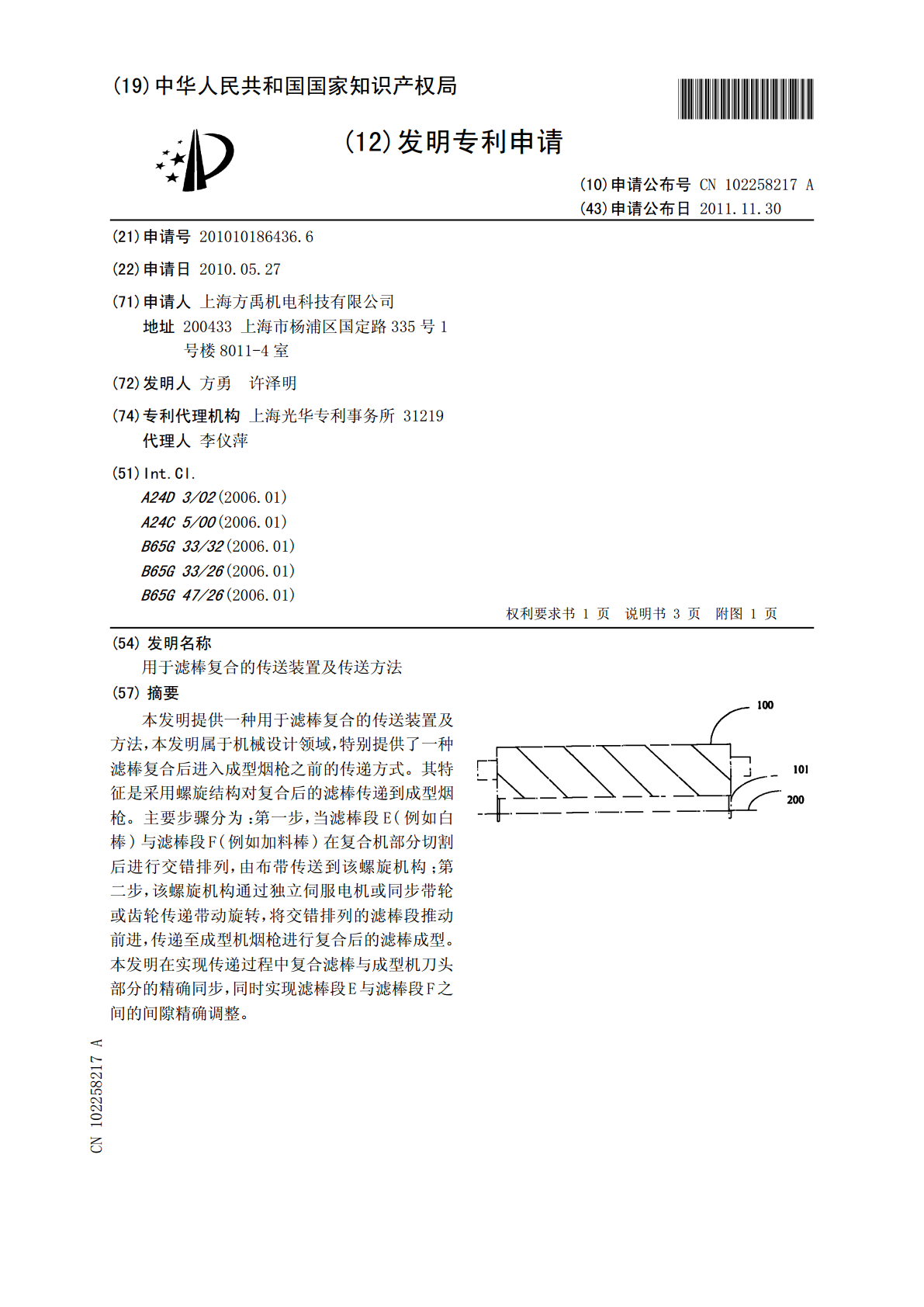
本发明提供一种用于滤棒复合的传送装置及方法,本发明属于机械设计领域,特别提供了一种滤棒复合后进入成型烟枪之前的传递方式。其特征是采用螺旋结构对复合后的滤棒传递到成型烟枪。主要步骤分为:第一步,当滤棒段E(例如白棒)与滤棒段F(例如加料棒)在复合机部分切割后进行交错排列,由布带传送到该螺旋机构;第二步,该螺旋机构通过独立伺服电机或同步带轮或齿轮传递带动旋转,将交错排列的滤棒段推动前进,传递至成型机烟枪进行复合后的滤棒成型。本发明在实现传递过程中复合滤棒与成型机刀头部分的精确同步,同时实现滤棒段E与滤棒段F之
用于管材轧机的芯棒传送装置.pdf
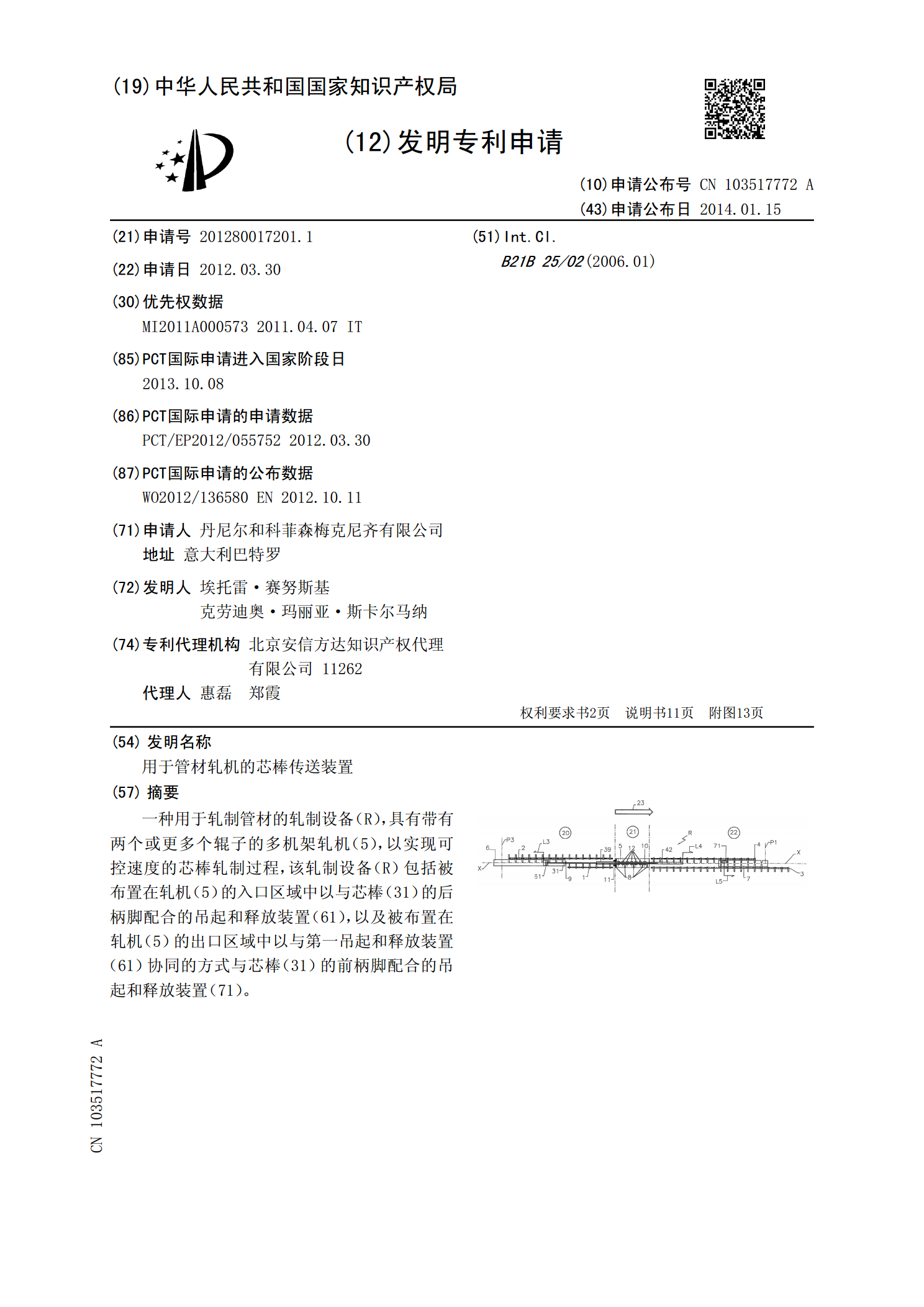
一种用于轧制管材的轧制设备(R),具有带有两个或更多个辊子的多机架轧机(5),以实现可控速度的芯棒轧制过程,该轧制设备(R)包括被布置在轧机(5)的入口区域中以与芯棒(31)的后柄脚配合的吊起和释放装置(61),以及被布置在轧机(5)的出口区域中以与第一吊起和释放装置(61)协同的方式与芯棒(31)的前柄脚配合的吊起和释放装置(71)。
一种烟支滤棒检测传送装置.pdf
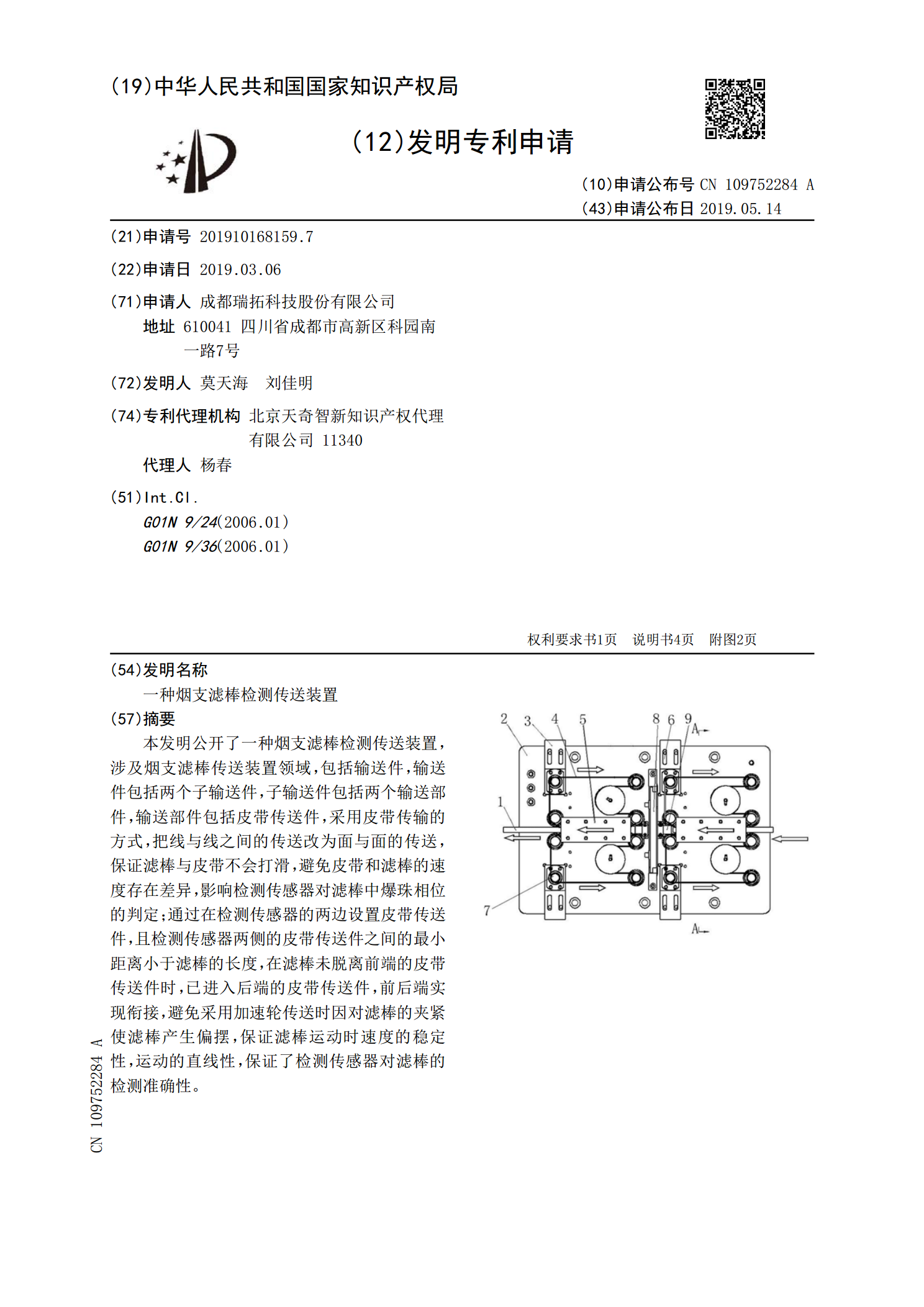
本发明公开了一种烟支滤棒检测传送装置,涉及烟支滤棒传送装置领域,包括输送件,输送件包括两个子输送件,子输送件包括两个输送部件,输送部件包括皮带传送件,采用皮带传输的方式,把线与线之间的传送改为面与面的传送,保证滤棒与皮带不会打滑,避免皮带和滤棒的速度存在差异,影响检测传感器对滤棒中爆珠相位的判定;通过在检测传感器的两边设置皮带传送件,且检测传感器两侧的皮带传送件之间的最小距离小于滤棒的长度,在滤棒未脱离前端的皮带传送件时,已进入后端的皮带传送件,前后端实现衔接,避免采用加速轮传送时因对滤棒的夹紧使滤棒产生
用于传送装置的传送台架的驱动装置.pdf
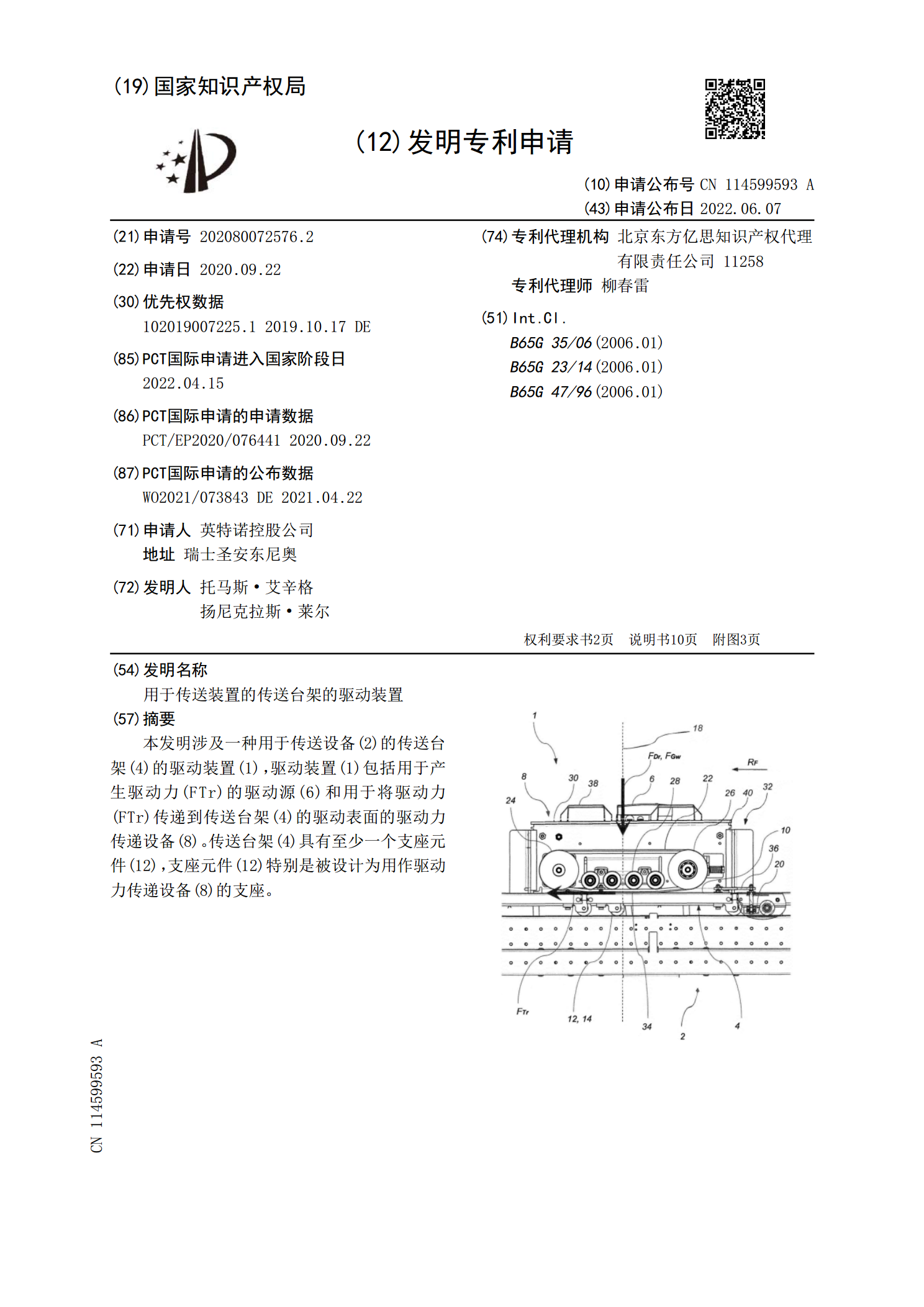
本发明涉及一种用于传送设备(2)的传送台架(4)的驱动装置(1),驱动装置(1)包括用于产生驱动力(FTr)的驱动源(6)和用于将驱动力(FTr)传递到传送台架(4)的驱动表面的驱动力传递设备(8)。传送台架(4)具有至少一个支座元件(12),支座元件(12)特别是被设计为用作驱动力传递设备(8)的支座。

用于工件传送的渐进传送装置.pdf
本发明应用于传送设备,尤其涉及一种用于工件传送的渐进传送装置,包括运输装置和控制装置,所述运输装置包括工作台,所述工作台的两侧安装传送带,传动带上均匀分布有用于阻隔工件的凸块,该凸块沿工作台外部延伸,工作台的侧壁上安装有定位销;所述控制装置包括凸轮机构、驱动臂和控制杆,所述驱动臂的中部铰接在工作台的侧壁上,驱动臂的一端与凸轮机构的从动件连接,驱动臂的另一端与控制杆铰接,控制杆的中部设有供定位销活动的行程孔,控制杆的上端可与凸块碰触,且控制杆的摆动距离大于相邻两凸块的距离。通过实施本发明,解决了现有间歇传送