
刀具刀刃成型加工方法及其结构.pdf

海昌****姐淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
刀具刀刃成型加工方法及其结构.pdf
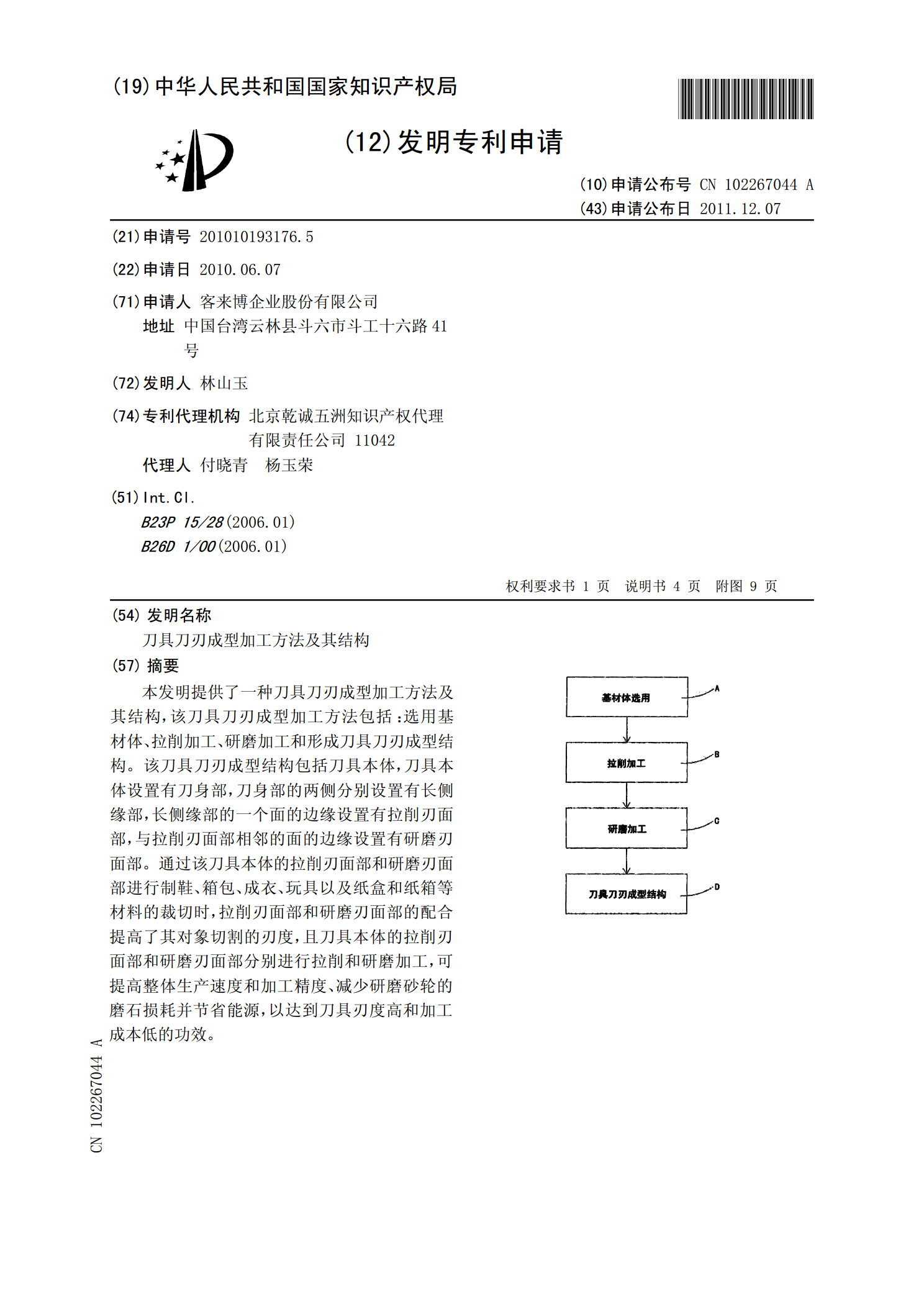
本发明提供了一种刀具刀刃成型加工方法及其结构,该刀具刀刃成型加工方法包括:选用基材体、拉削加工、研磨加工和形成刀具刀刃成型结构。该刀具刀刃成型结构包括刀具本体,刀具本体设置有刀身部,刀身部的两侧分别设置有长侧缘部,长侧缘部的一个面的边缘设置有拉削刃面部,与拉削刃面部相邻的面的边缘设置有研磨刃面部。通过该刀具本体的拉削刃面部和研磨刃面部进行制鞋、箱包、成衣、玩具以及纸盒和纸箱等材料的裁切时,拉削刃面部和研磨刃面部的配合提高了其对象切割的刃度,且刀具本体的拉削刃面部和研磨刃面部分别进行拉削和研磨加工,可提高整
一种SLM成型刀具加工装置及刀具加工方法.pdf
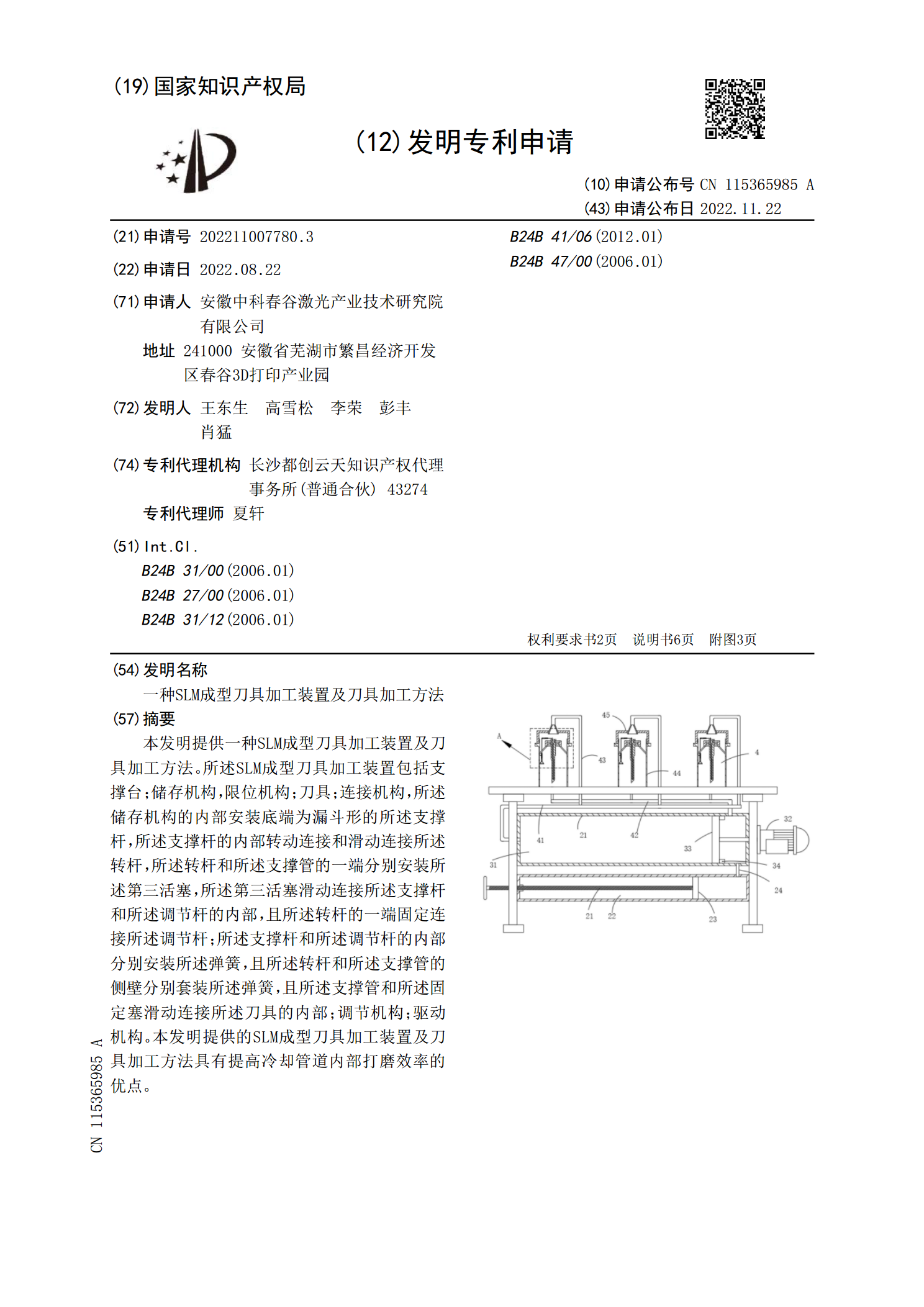
本发明提供一种SLM成型刀具加工装置及刀具加工方法。所述SLM成型刀具加工装置包括支撑台;储存机构,限位机构;刀具;连接机构,所述储存机构的内部安装底端为漏斗形的所述支撑杆,所述支撑杆的内部转动连接和滑动连接所述转杆,所述转杆和所述支撑管的一端分别安装所述第三活塞,所述第三活塞滑动连接所述支撑杆和所述调节杆的内部,且所述转杆的一端固定连接所述调节杆;所述支撑杆和所述调节杆的内部分别安装所述弹簧,且所述转杆和所述支撑管的侧壁分别套装所述弹簧,且所述支撑管和所述固定塞滑动连接所述刀具的内部;调节机构;驱动机构
一种机床刀具制造成型加工设备及其加工方法.pdf
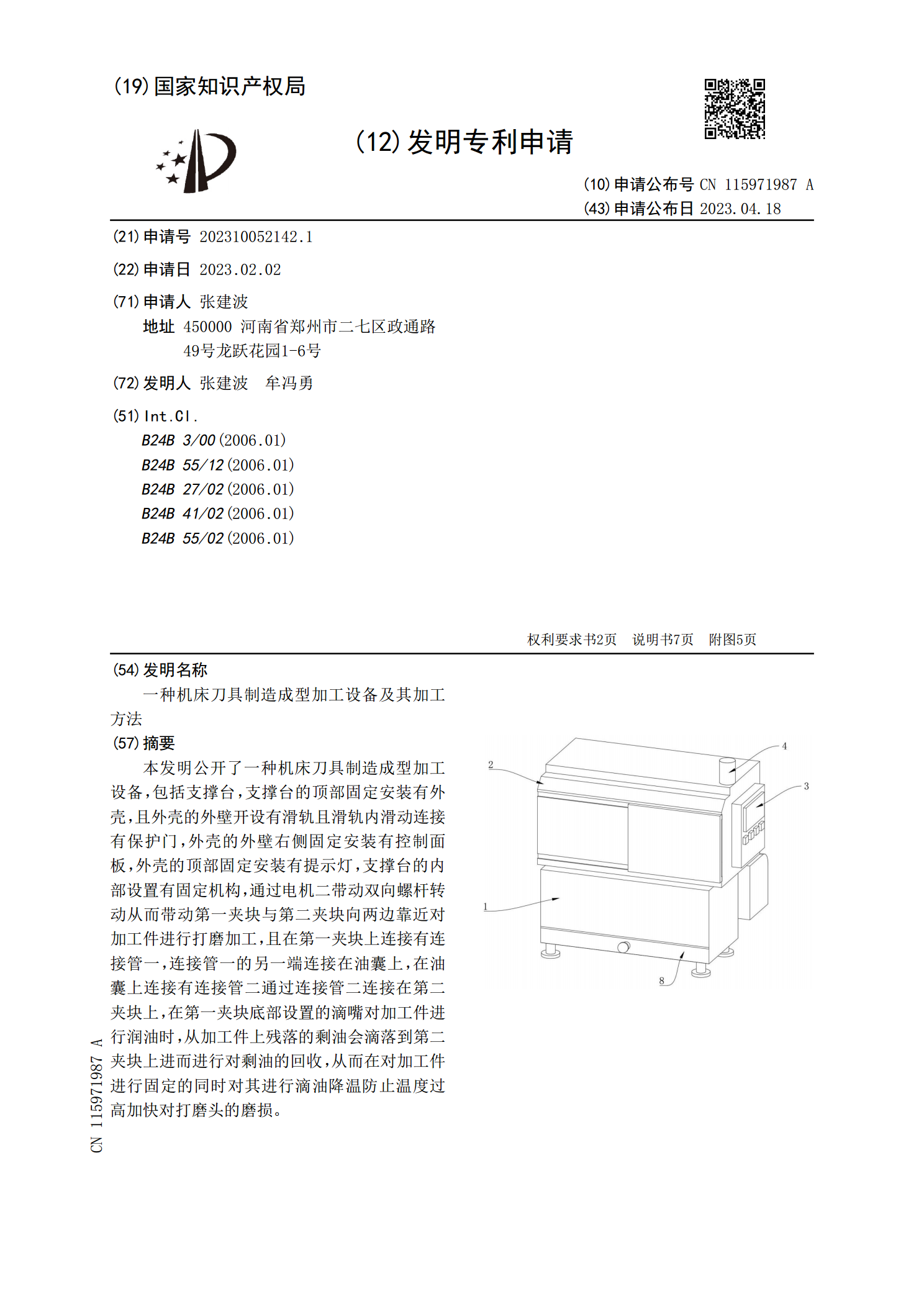
本发明公开了一种机床刀具制造成型加工设备,包括支撑台,支撑台的顶部固定安装有外壳,且外壳的外壁开设有滑轨且滑轨内滑动连接有保护门,外壳的外壁右侧固定安装有控制面板,外壳的顶部固定安装有提示灯,支撑台的内部设置有固定机构,通过电机二带动双向螺杆转动从而带动第一夹块与第二夹块向两边靠近对加工件进行打磨加工,且在第一夹块上连接有连接管一,连接管一的另一端连接在油囊上,在油囊上连接有连接管二通过连接管二连接在第二夹块上,在第一夹块底部设置的滴嘴对加工件进行润油时,从加工件上残落的剩油会滴落到第二夹块上进而进行对剩

刀具加工设备及其加工方法.pdf
本发明公开了一种刀具加工设备及其加工方法。该刀具加工设备包括机架、滑座、固件、动力机构、磨刀轮和夹具装置。该机架设Y向导轨。该滑座滑动连接在Y向导轨,且设X向导轨。该固件固接在机架。该动力机构装接在机架且传动连接磨刀轮,该磨刀轮转动轴线平行X向。该夹具装置滑动连接在X向导轨,且,该夹具装置能装接刀模和半成品,该刀模和半成品沿X向间隔布置,且,该刀模和半成品分别配合固件和磨刀轮,该半成品的Z向位置低于磨刀轮的转动轴线且高于磨刀轮下端,加工时刀模顶抵固件且夹具装置沿X向滑动以通过磨刀轮在半成品上加工出适配刀模

开槽加工方法、开槽加工刀具以及开槽加工刀具保持结构.pdf
本发明提供一种开槽加工方法,开槽加工刀具以及开槽加工刀具保持结构,在加工过程中,切屑不易存留于切削刃之间且能够减小施加于刀具的负载。刀具(1)形成为:在纵向配置的刀片(10)的左右侧部分别呈直线状配置有多个切削刃(11),且配置于一侧部的切削刃(11)朝下取向,配置于另一侧部的切削刃(11)朝上取向,使刀具(1)在形成切削刃(11)的面内进行圆运动来切削,沿切削方向偏移预定间距而重复实施基于圆运动的切削。刀具(1)在被施加有较大的应力时在切削面内倾斜。