
多刃切削式孔后加工工具.pdf

长春****主a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多刃切削式孔后加工工具.pdf
本发明提供一种多刃切削式孔后加工或精加工工具,特别是一种铰刀,用于加工深孔或多个沿轴向相隔一定距离且尺寸及品质相同的孔,例如用于收纳凸轮轴轴套的孔。所述工具具有至少一个刀片组(32)和一个与该刀片组之间存在一定轴向位错的导引体结构,所述刀片组具有预先规定的标称直径和多个大体均匀分布在周边的切削刃。为了在使所述工具以较大灵活度适应于既有切削任务的同时改善导引精度,所述导引体结构是一个由整体硬质合金(VHM)构成的大体呈圆柱形的导引体(36)的整体组成部分。这个导引体形成至少n个在周向上相隔均匀距离分布的螺旋

具有钎焊白口铸铁齿的工具切削刃.pdf
本发明提供了一种用于推土机上的作业工具的切削刃部件,所述切削刃部件可以包括纵向延伸的磨损部件和可连接到推土机的犁板的支撑表面。磨损部件可包括连接到支撑表面的至少一个磨损部分,且至少一个磨损部分可形成至少一个地面接合边缘。至少一个磨损部分可包括软钢主体和多个纵向间隔开的白口铸铁齿,沿着软钢主体的远侧地面接合边缘真空钎焊所述多个纵向间隔开的白口铸铁齿。所述多个齿可各自成形为具有两个相交的基本上平坦的表面,所述两个相交的基本上平坦的表面被布置成与至少一个表面配合以形成钎焊接头,所述至少一个表面在所述远侧地面接合

一种加工缸孔的多刃阶梯镗刀.pdf
本实用新型公开了一种加工缸孔的多刃阶梯镗刀,包括镗刀盘、刀夹体、刀片、压板,所述镗刀盘围绕外侧壁设置有多组安装槽,每组所述安装槽内均设置有所述刀夹体,所述刀夹体位于刀头一端设置有平端紧定螺钉,所述刀夹体的刀头一侧设置有所述刀片,所述刀夹体同一侧通过内六角螺钉固定连接有所述压板,所述刀片设置在所述刀夹体与所述压板之间。本实用新型具有加工效率高、有利于获得高质量加工表面和提高刀具寿命的有益效果,其主要用于铸件加工。
切削工具和具有深盲孔的切削刀具.pdf
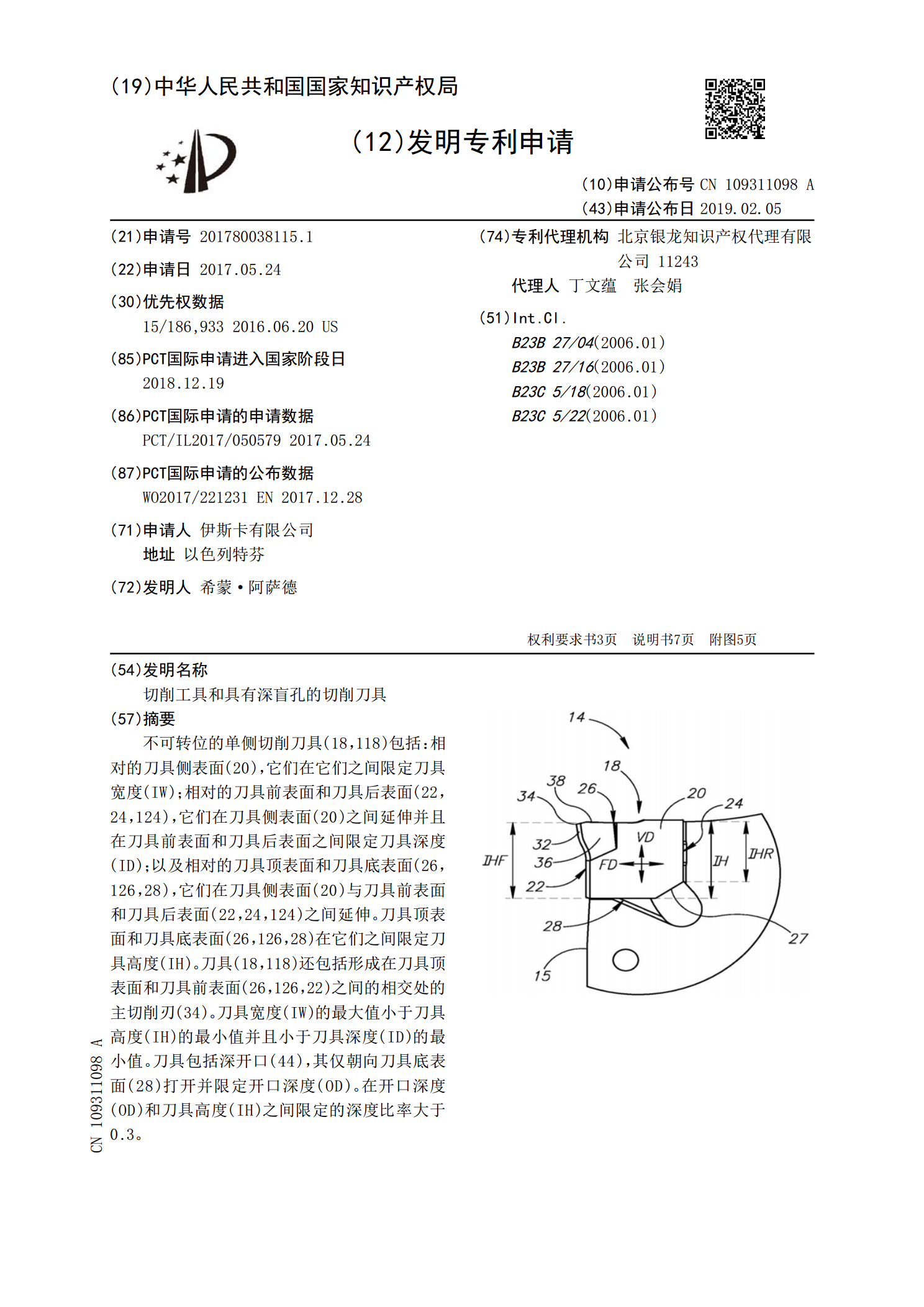
不可转位的单侧切削刀具(18,118)包括:相对的刀具侧表面(20),它们在它们之间限定刀具宽度(IW);相对的刀具前表面和刀具后表面(22,24,124),它们在刀具侧表面(20)之间延伸并且在刀具前表面和刀具后表面之间限定刀具深度(ID);以及相对的刀具顶表面和刀具底表面(26,126,28),它们在刀具侧表面(20)与刀具前表面和刀具后表面(22,24,124)之间延伸。刀具顶表面和刀具底表面(26,126,28)在它们之间限定刀具高度(IH)。刀具(18,118)还包括形成在刀具顶表面和刀具前表面

孔加工切削用量.doc
钻孔Ф6、Ф8工切削用量加工条件:已知零件的材料合金钢,бb=1018Mpa。加工机床为Z525型立式钻床。选择钻头:选择硬质合金钢麻花钻头,其直径。根据《切削用量简明手册》钻头几何形状为:双锥修磨横刃,,,,,,,b=2mm,l=4mm。选择切削用量:决定进给量f:按加工要求决定进给量:参考《切削用量简明手册》表2.7,当加工要求为H12-H13精度,=1018Mpa,时,f=0.15-0.19mm/r。由于:故应乘以深孔修正系数,则:f=(0.15-0.19)×1.0mm/r=0.15-019mm/r