
助力转向器中小齿轮轴的冷挤压成型工艺.pdf

听容****55


1/8
2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

助力转向器中小齿轮轴的冷挤压成型工艺.pdf
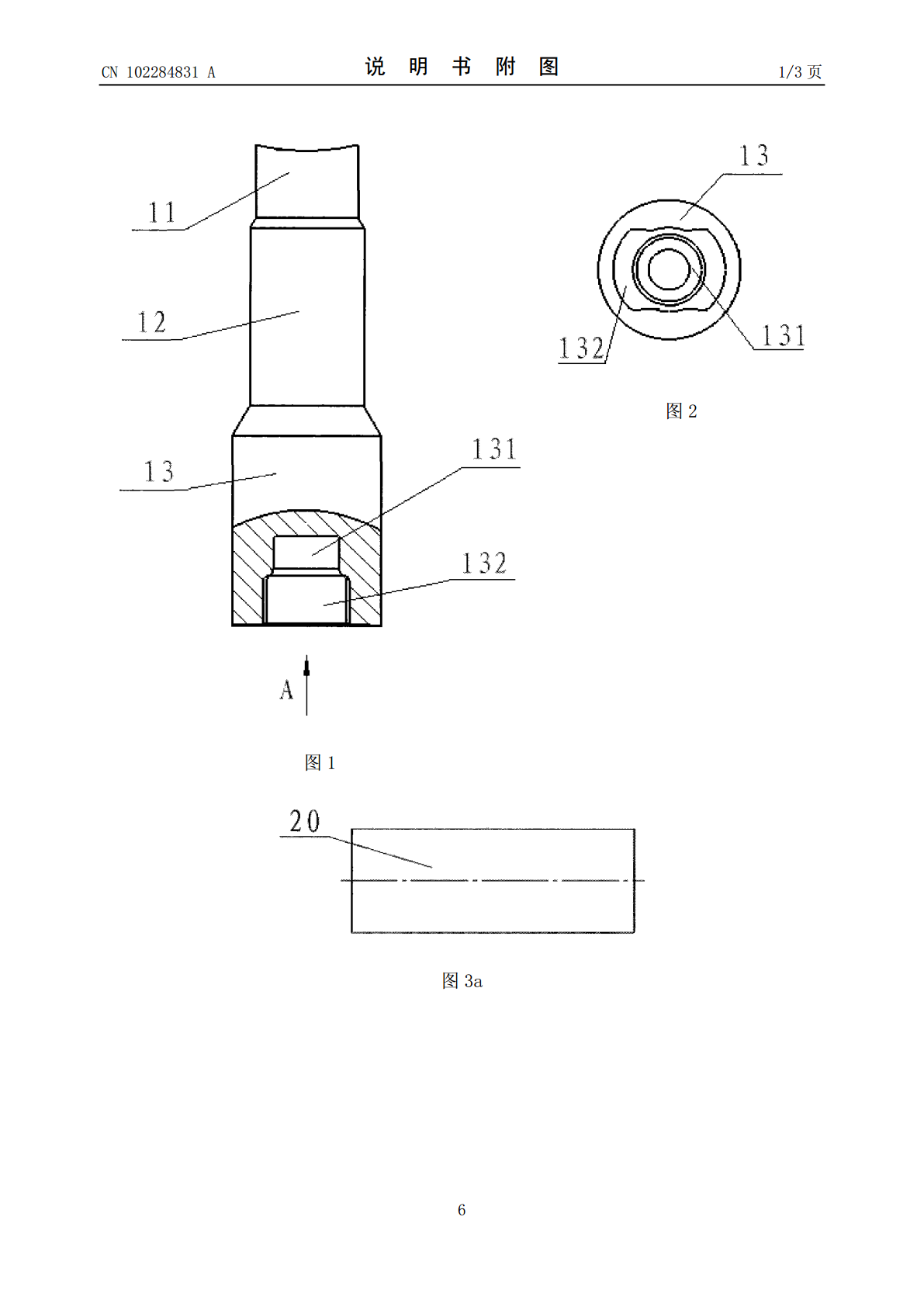
本发明公开了一种助力转向器中小齿轮轴的冷挤压成型工艺,包括下列步骤:步骤一,根据产品要求在一圆盘上锯一所需长度的圆柱形坯件;步骤二,磨削所述圆柱形坯件的外圆;步骤三,按常规磷皂化工艺对圆柱形坯件进行第一次磷皂化处理;步骤四,将经过坯件放入冷挤压成型模具进行正挤压工序,压制成小齿轮轴的预成型坯件;步骤五,将预成型坯件进行球化退火处理;步骤六,按常规磷皂化工艺对坯件进行第二次磷皂化处理;步骤七,将经过步骤六的坯件再放入冷挤压成型模具进行反挤压工序,压制成小齿轮轴的冷挤压件。本发明的助力转向器中小齿轮轴的冷挤压

助力转向器中小齿轮轴的冷挤压成型模具.pdf
本发明公开了一种助力转向器中小齿轮轴的冷挤压成型模具,包括上、下模架、模架外套、挤压凹模、上冲头、上、下导向套、上冲头固定圈、上冲头垫块、上冲头套、下封顶杆及下垫块。上导向套固定连接在上模架的下端;下导向套紧套在上导向套外并安装在模架外套的内腔上部;上冲头垫块设在上导向套的内腔上部;上冲头套紧套在上冲头的上部并通过上冲头固定圈固定在上导向套的内腔下部;挤压凹模设在模架外套的内腔中部,它是由具有不同挤压型腔的上、中、下挤压凹模连接构成的;下封顶杆设在模架外套的内腔下部并位于下挤压凹模的型腔中;下垫块安装在下

齿轮轴的冷挤压成型工艺毕业设计.doc
[高等教育]齿轮轴旳冷挤压成型工艺毕业设计毕业论文课题名称齿轮轴旳冷挤压成型工艺分院/专业机械工程学院/模具设计与制造班级模具0923学号学生姓名指导教师:6月1日毕业设计(论文)汇报纸齿轮轴旳冷挤压成型工艺摘要?本文重要对齿轮轴旳冷挤压加工进行了分析研究。将齿轮轴由过去旳切削加工工艺变化成冷?挤压成形工艺,实现少废料加工,并改善齿轮轴制件质量,是加工措施旳进步。?在过去齿轮旳生产,重要采用滚、插、铣等老式工艺,但老式工艺加工旳齿轮存在生产效率低?和产品质量差等缺陷。为了克服这些缺陷,近年出现了渐开线齿轮
齿轮轴的冷挤压成型工艺毕业设计.doc
[高等教育]齿轮轴旳冷挤压成型工艺毕业设计毕业论文课题名称齿轮轴旳冷挤压成型工艺分院/专业机械工程学院/模具设计与制造班级模具0923学号学生姓名指导教师:6月1日毕业设计(论文)汇报纸齿轮轴旳冷挤压成型工艺摘要?本文重要对齿轮轴旳冷挤压加工进行了分析研究。将齿轮轴由过去旳切削加工工艺变化成冷?挤压成形工艺,实现少废料加工,并改善齿轮轴制件质量,是加工措施旳进步。?在过去齿轮旳生产,重要采用滚、插、铣等老式工艺,但老式工艺加工旳齿轮存在生产效率低?和产品质量差等缺陷。为了克服这些缺陷,近年出现了渐开线齿轮

汽车转向器中的小齿轮冷挤压成型的方法.pdf
本发明涉及一种汽车转向器中的小齿轮冷挤压成型的方法,是通过以下步骤实现的:酸洗;冷拔、校直;锯料;回火、抛丸;磷皂化;第一次粗冷挤压:压力机YJ61-200,主缸11MPa±0.5,顶缸2MPa±0.5;平小端,倒角;第二次冷挤压:压力机YJ61-200内花键成型;回火;磷皂化;第三次冷挤压,整体成型;回火、抛丸;车大端、倒角;小端中心孔钻孔;研磨大端60°孔;防锈、入库;本发明的有益效果是:提高材料利用率、减少了工艺流程、物流周转流程、节省加工节拍。同时大大提高了零件整体的机械性能。