
一种软胶囊干燥的新技术.pdf

一只****生物


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种软胶囊干燥的新技术.pdf
本发明公开一种软胶囊干燥的新技术,由软胶囊定型、转笼干燥、托盘干燥组成,其特征在于利用软胶囊定型、干燥转笼作为干燥设备,干燥间采用转轮除湿机组对温湿度进行控制,干燥间送风则采用水平循环送风系统。通过调节干燥间内的温度和湿度有效地解决软胶囊在传统干燥技术下出现的胶丸粘连、破裂等实际问题,使刚压制出的软胶囊得以稳定的干燥,在保证产品质量的同时也降低了干燥成本。

一种软胶囊干燥装置.pdf
本发明涉及一种软胶囊干燥装置。其特征在于包括机架、电机、外罩体、转笼和风机,所述机架上安装有电机,电机通过皮带轮带动传动轮转动,传动轮与小齿轮同轴连接,小齿轮与大齿轮啮合;所述机架上固定安装有外罩体,外罩体内装有转笼,外罩体与转笼之间留有夹层间隙,所述转笼的一端与大齿轮固定连接;所述机架下方装有风机,风机通过风管与风罩相连接,风罩的出风口设置在紧靠转笼的位置。本发明通过转笼转动,风机合理运用风量完成对软胶囊的干燥,风量分流导向片的合理设计可使软胶囊干燥成品率更高,风向风量可控,排风效果好;风罩的设计减少了

一种实用的软胶囊干燥装置.pdf
本发明公开了一种实用的软胶囊干燥装置,包括筒体、可打开仓门、出料管道、转筒连接装置、转筒、铰链、转筒进料端口、送料装置、料斗、轴承套a、转筒出料端口、轴承套b、转轴电机、转轴、控制装置、把手、传动齿轮、排风管道、转轴轴承套、干燥辅助装置、对接固定螺丝、连接螺栓、负压风扇、纱窗和导料板,本发明通过将转笼的一体式结构,设为两个可以半圆形拼接式结构,从而方便了转笼的拆卸和清洗;本发明通过在转笼式胶囊干燥装置中增加了负压风扇,从而使转笼式胶囊干燥装置中的空气流通的更快;本发明还通过在转笼里设置了导料板结构,从而在
一种软胶囊干燥机.pdf
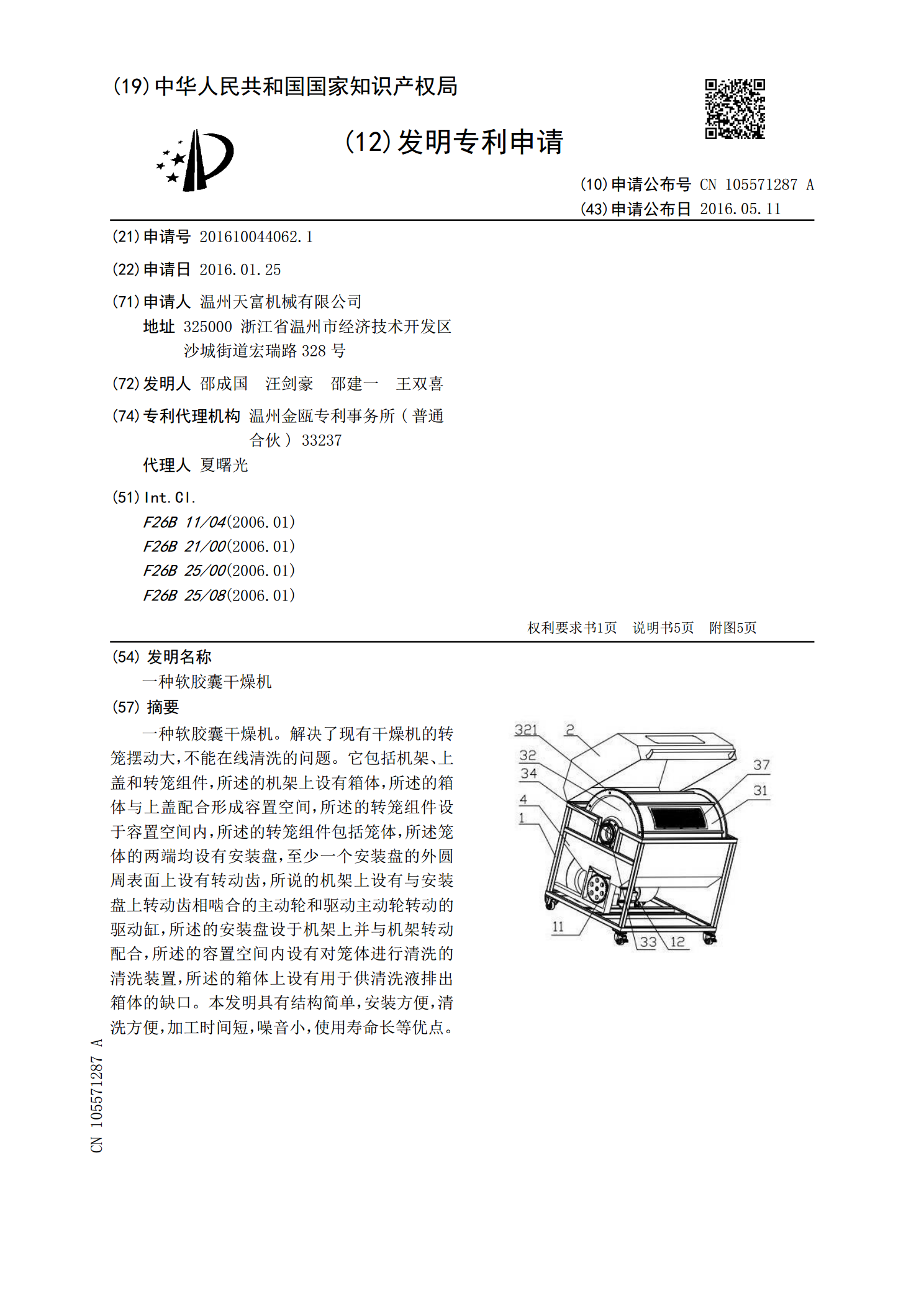
一种软胶囊干燥机。解决了现有干燥机的转笼摆动大,不能在线清洗的问题。它包括机架、上盖和转笼组件,所述的机架上设有箱体,所述的箱体与上盖配合形成容置空间,所述的转笼组件设于容置空间内,所述的转笼组件包括笼体,所述笼体的两端均设有安装盘,至少一个安装盘的外圆周表面上设有转动齿,所说的机架上设有与安装盘上转动齿相啮合的主动轮和驱动主动轮转动的驱动缸,所述的安装盘设于机架上并与机架转动配合,所述的容置空间内设有对笼体进行清洗的清洗装置,所述的箱体上设有用于供清洗液排出箱体的缺口。本发明具有结构简单,安装方便,清洗

一种蜂帽软胶囊干燥装置.pdf
本发明公开了一种蜂帽软胶囊干燥装置,涉及软胶囊生产技术领域,包括工作支架、具有一端开口的外筒和具有一端开口的内筒,所述外筒的开口向上布置并固定安装在工作支架上,所述内筒的开口向上布置并转动安装在外筒内,内筒与外筒同轴设置;所述工作支架上设置有调节组件。本发明通过调节组件的设置,对软胶囊干燥处理过程中,每次需要干燥的软胶囊量会有所不同,进而在工作支架上设置调节组件,调节组件用于调节内筒置放软胶囊的腔室大小,当需要对较少量的软胶囊进行干燥处理时,可以利用调节组件将内筒的腔室调节变小,使得气管通入较短时间的热空