
可变截面喷嘴增压器的喷嘴加工方法.pdf

是你****平呀


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

可变截面喷嘴增压器的喷嘴加工方法.pdf
本发明属于增压器领域,具体说是一种可变截面喷嘴增压器的喷嘴加工方法。其步骤如是通过石蜡模脱蜡的方法铸造一体成型两盘的坯胎,两盘包括安装盘以及保持盘,两盘之间是一体成型的喷嘴叶片,然后进行切割、表面处理步骤得到增压器的喷嘴。本发明的优点是颠覆了传统的嘴增压器的喷嘴的生产加工方法,大大提高了生产效率以及降低了生产成本。

可变截面增压器的喷嘴组件.pdf
本发明属于增压器领域,尤其是一种可变截面增压器的喷嘴组件。它包括若干叶片、安装盘、调节杆以及导向环,调节杆固定在安装盘的一侧端面,若干叶片与安装盘切向成相同角度环绕固定在安装盘的另一侧的端面,叶片插入导向环内,叶片包括低速叶片与高速叶片,低速叶片至高速叶片通过光滑的圆弧过渡段进行宽度沉降后形成,低速叶片的宽度D大于高速叶片的宽度d,叶片通过低速叶片部分固定在安装盘的端面上。本发明具有如下优点可实现连续无极地调节增压器喷嘴的有效截面积;由于可调机构只做轴向平移,因此结构和布局简单,活动件少,系统可靠性高;喷

可变截面涡轮增压器固定喷嘴环.pdf
一种可变截面涡轮增压器固定喷嘴环,由叶片座、喷嘴环叶片、盖板、外挡风罩、第一内挡风罩、第二内挡风罩、台阶型限位销、定距套、限位销和支撑轮毂组成。喷嘴环叶片按最佳预旋角度固定焊接在叶片座上,第二内挡风罩套装在叶片座的一端,盖板安装在叶片座的另一端,定距套设在叶片座与盖板之间,盖板、定距套,叶片座和第二内挡风罩通过沉头螺钉安装在涡轮箱内。安装有支撑轮毂和限位销的第一内挡风罩套装在第二内挡风罩上,外挡风罩套装在第一内挡风罩上,台阶型限位销分别从外挡风罩内圈上的三个限位缺口处插入到盖板上的三个台阶型限位销安装孔内
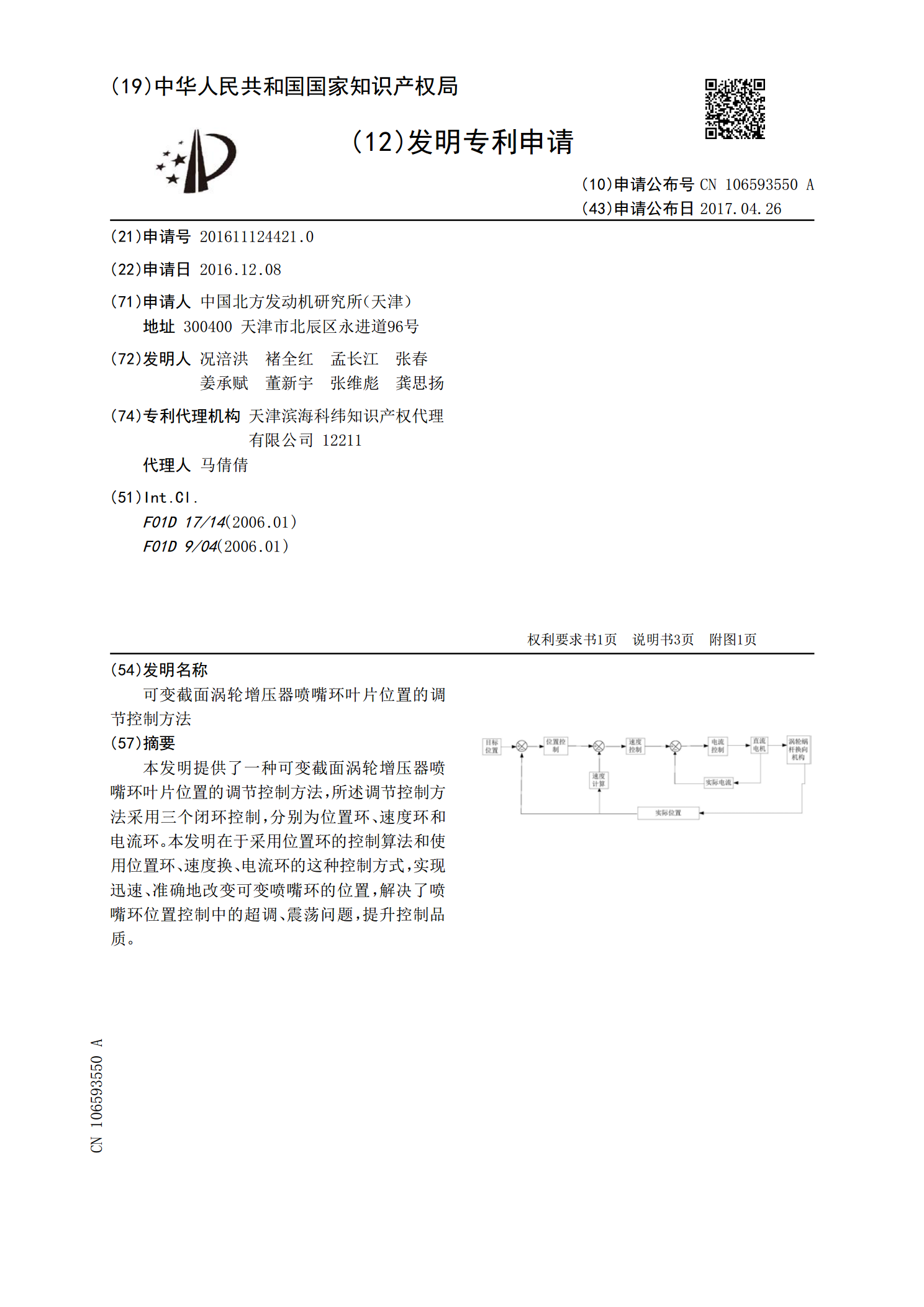
可变截面涡轮增压器喷嘴环叶片位置的调节控制方法.pdf
本发明提供了一种可变截面涡轮增压器喷嘴环叶片位置的调节控制方法,所述调节控制方法采用三个闭环控制,分别为位置环、速度环和电流环。本发明在于采用位置环的控制算法和使用位置环、速度换、电流环的这种控制方式,实现迅速、准确地改变可变喷嘴环的位置,解决了喷嘴环位置控制中的超调、震荡问题,提升控制品质。
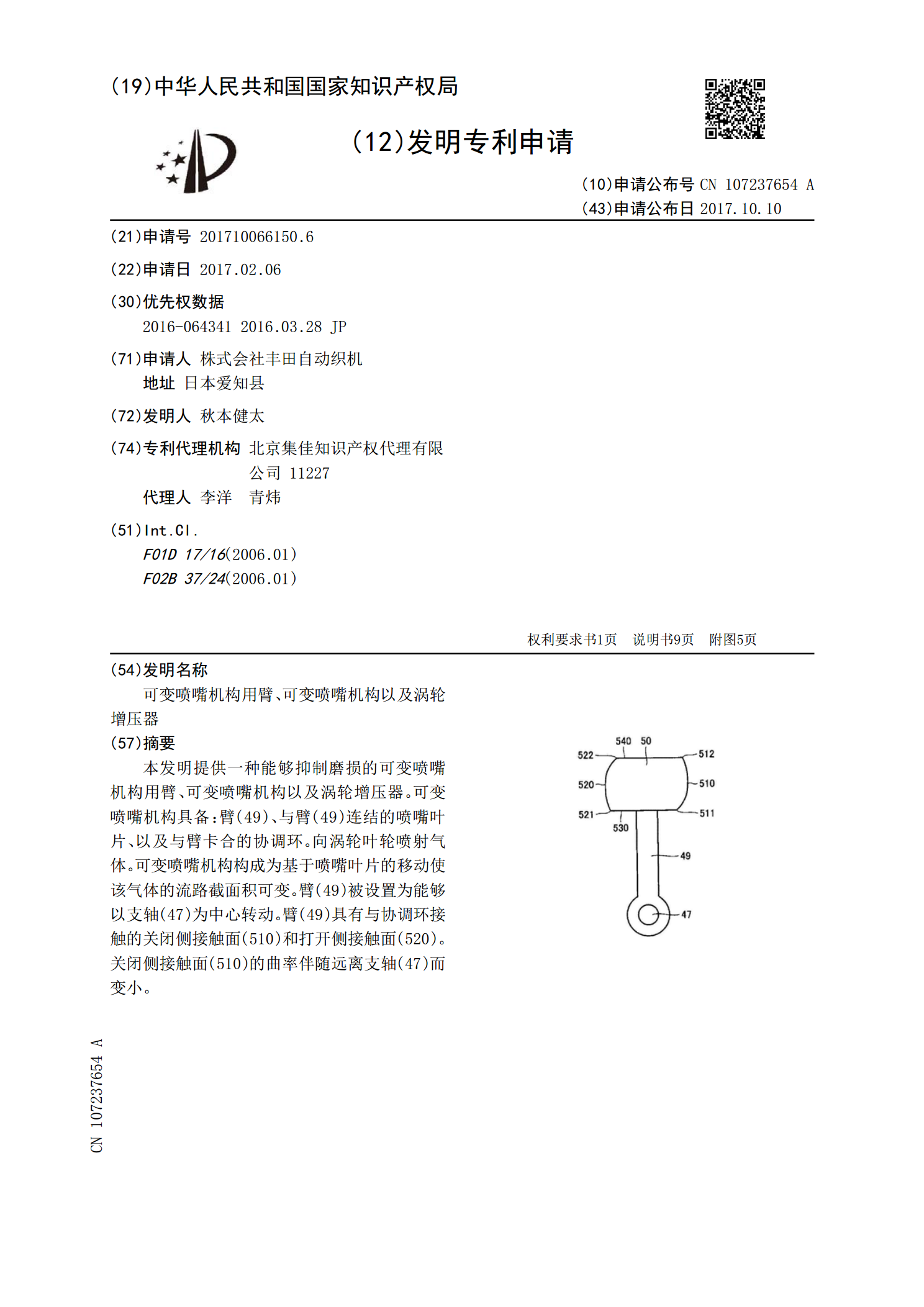
可变喷嘴机构用臂、可变喷嘴机构以及涡轮增压器.pdf
本发明提供一种能够抑制磨损的可变喷嘴机构用臂、可变喷嘴机构以及涡轮增压器。可变喷嘴机构具备:臂(49)、与臂(49)连结的喷嘴叶片、以及与臂卡合的协调环。向涡轮叶轮喷射气体。可变喷嘴机构构成为基于喷嘴叶片的移动使该气体的流路截面积可变。臂(49)被设置为能够以支轴(47)为中心转动。臂(49)具有与协调环接触的关闭侧接触面(510)和打开侧接触面(520)。关闭侧接触面(510)的曲率伴随远离支轴(47)而变小。