
冲压模具及工艺简介.ppt

YY****。。

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冲压模具及工艺简介.ppt
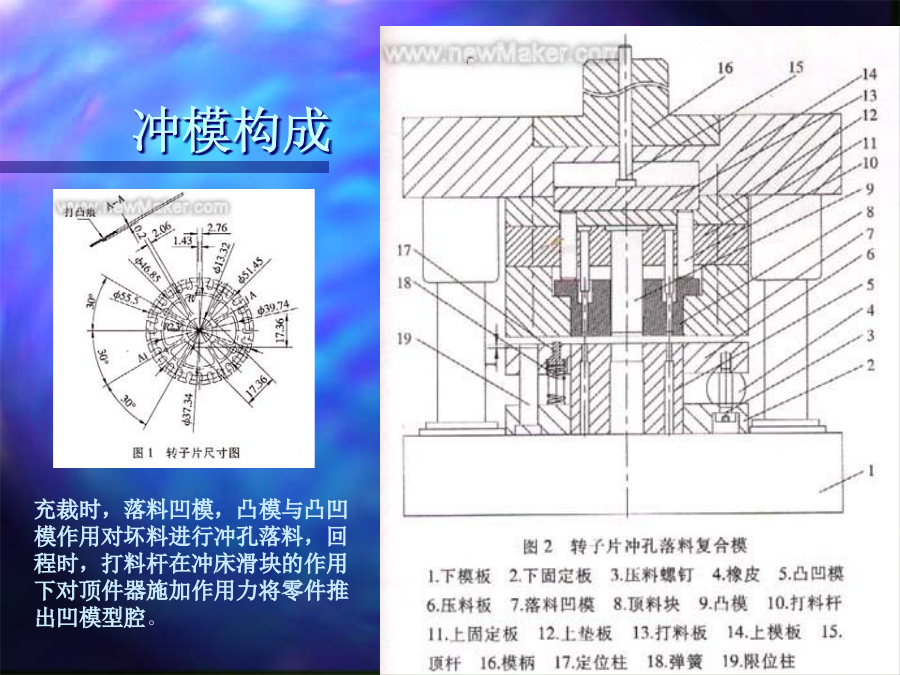
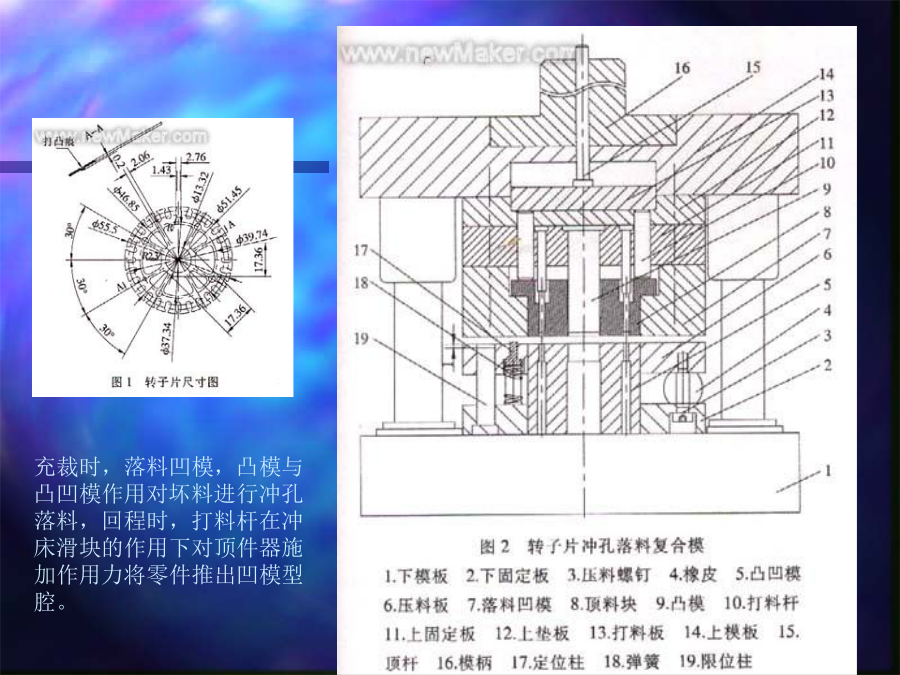
冲压模具及工艺简介冲压概述冲压工序冲压工序工作零件凸模,凹模模架上,下模座板,上,下模固定板导向零件导柱,导套压料卸料零件脱料板,压边圈,顶杆定位零件导正销,导料板,侧刃固定及其他零件螺丝,弹簧冲模构成冲模分类单工序模复合模充裁时,落料凹模,凸模与凸凹模作用对坏料进行冲孔落料,回程时,打料杆在冲床滑块的作用下对顶件器施加作用力将零件推出凹模型腔。连续模连续模(级进模)分离工序结构工艺性﹡狭长的槽:width>=1.5t,length>=5width﹡孔与孔之间,孔与边缘之间的距离>=1~1.5t﹡最小孔>
冲压模具及工艺简介.pptx
冲压模具及工艺简介冲压概述冲压工序冲压工序工作零件凸模凹模模架上下模座板上下模固定板导向零件导柱导套压料卸料零件脱料板压边圈顶杆定位零件导正销导料板侧刃固定及其他零件螺丝弹簧冲模构成冲模分类单工序模复合模充裁时落料凹模凸模与凸凹模作用对坏料进行冲孔落料回程时打料杆在冲床滑块的作用下对顶件器施加作用力将零件推出凹模型腔。连续模连续模(级进模)分离工序结构工艺性﹡狭长的槽:wid
冲压模具及工艺简介.ppt
冲压模具及工艺简介冲压概述冲压工序冲压工序工作零件凸模,凹模模架上,下模座板,上,下模固定板导向零件导柱,导套压料卸料零件脱料板,压边圈,顶杆定位零件导正销,导料板,侧刃固定及其他零件螺丝,弹簧冲模构成冲模分类单工序模复合模充裁时,落料凹模,凸模与凸凹模作用对坏料进行冲孔落料,回程时,打料杆在冲床滑块的作用下对顶件器施加作用力将零件推出凹模型腔。连续模连续模(级进模)分离工序结构工艺性﹡狭长的槽:width>=1.5t,length>=5width﹡孔与孔之间,孔与边缘之间的距离>=1~1.5t﹡最小孔>
五金冲压工艺与模具简介.ppt
Nov.2.2010概述冷沖壓之定義:冷沖壓(coldpressing)是建立在金屬塑性變形的基礎上﹐在常溫下利用安裝在壓力機上的模具對材料施加壓力﹐使其產生分離或塑性變形﹐從而獲得一定形狀﹑尺寸和性能的零件的一種壓力加工方法簡言一﹑常用衝壓材料.一﹑常用衝壓材料.一﹑常用衝壓材料.8.SUS301(不銹鋼):Cr(鉻)成分比SUS304低,耐蝕性較差,但冷間加工能得到非常高度的拉力及硬度,其特性用途廣大,因彈性佳,現被廣汎運用在防EMI上,做接觸部份,但常用厚度在0.4T-0.07T之間。二﹑加工設備簡
冲压模具简介.ppt
冲压目加工範疇工作零件沖模構成沖模分類沖模分類沖模分類標準模具材料模具材料模具加工加工方式模具加工模具組立模具組立模具組立模具組立模具組立模具組立模具組立敬請指正