
冲压工艺和模具设计.ppt

YY****。。


1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压工艺和模具设计.ppt
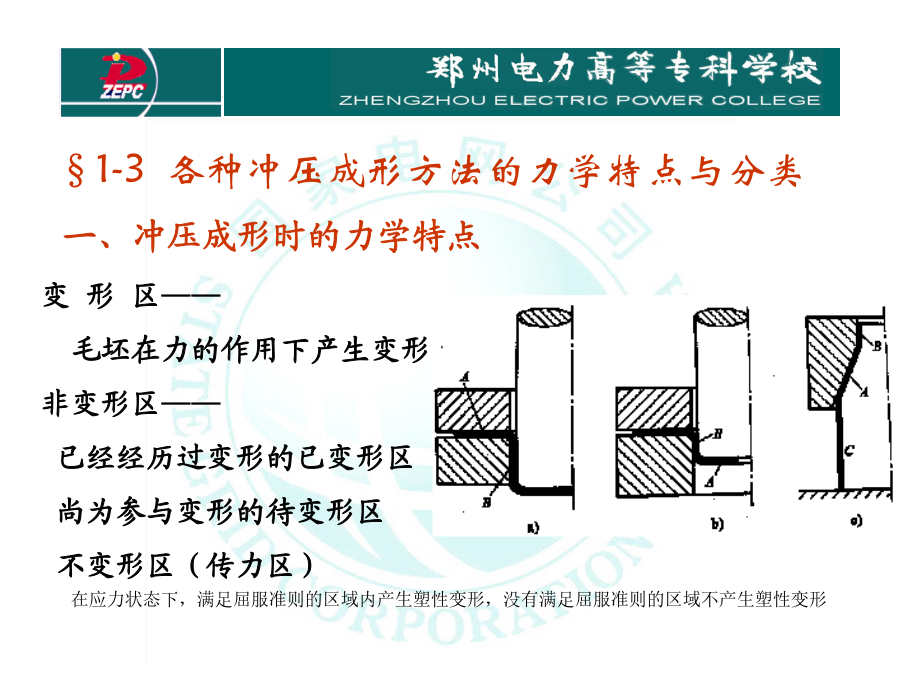
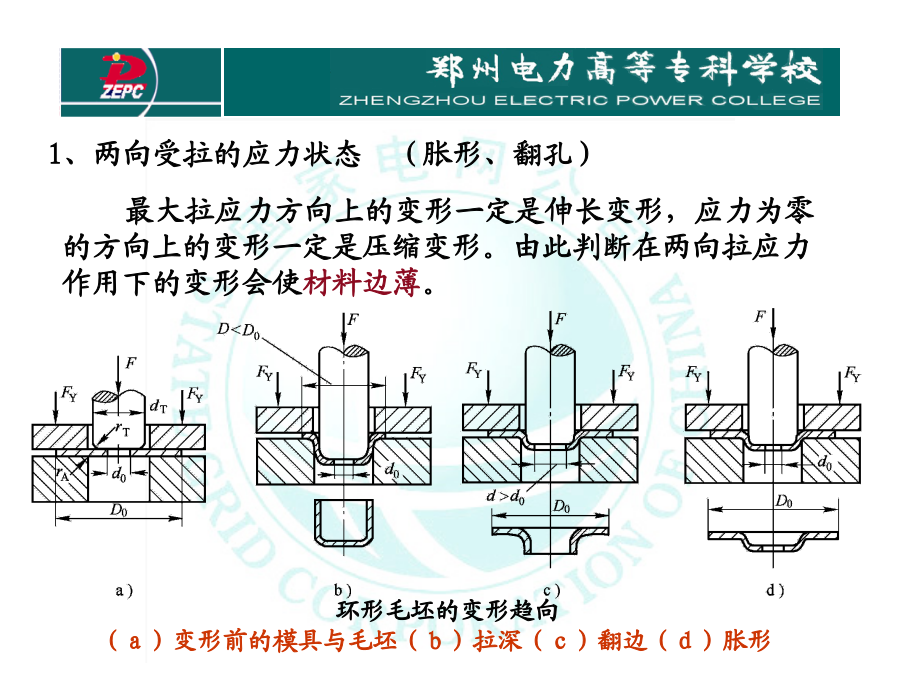
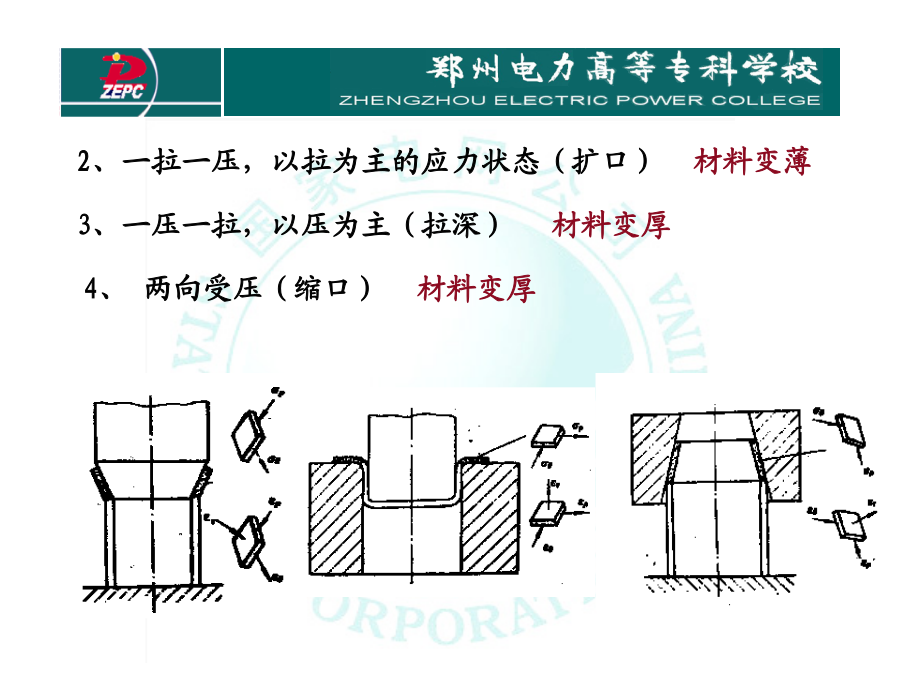
总结复习(a)单向压缩达到的变形程度比单向拉深大的多。(b)三向压应力状态的挤压比两向压缩一向拉深的拉拔发挥更大的塑性。(f)加工中的硬化现象引起材料力学性能的改变,使得强度指标(屈服强度、抗拉强度)增大;塑性指标(伸长率、断面收缩率)下降。不利——进一步加工变的困难有利——能够减小过大的局部变形,变形趋于平稳、均匀、增大变形极限,提高材料的强度§1-3各种冲压成形方法的力学特点与分类1、两向受拉的应力状态(胀形、翻孔)2、一拉一压,以拉为主的应力状态(扩口)二,冲压变形的分类1、伸长类变形——当作用在板
冲压工艺和模具设计.pptx
冲裁模零部件圆形凸模2、凸模长度计算3、凸模旳材料根据模具旳形状和寿命可选择工具钢、合金钢和硬质合金钢。4、模具旳强度和刚度一般情况下不必计算。小孔:冲小孔凸模保护与导向构造6、凸模旳固定措施6、凸模旳固定方式——---台阶式、吊装式、铆接式、粘接式(小凸模)非圆形凸模大、中型凸模2.8.3.凹模旳构造设计2、整体式凹模外形尺寸正装复合模,3、凹模形式及固定固定挡料销安装在凹模上第二章冲裁工艺与冲裁模设计第二章冲裁工艺与冲裁模设计2、导正销一般在级进模中配合挡料销使用,以降低定位误差,确保定位精度。在零件

冲压工艺与冲压模具设计.pptx
6.1.1覆盖件的结构特征(如图6.1.1)分类:按功能和部位分类可分为外部覆盖件、内部覆盖件和骨架件(结构件)三类。外部覆盖件和骨架类覆盖件的外观质量有特殊要求内部覆盖件的形状往往更复杂。按成形性质分:深拉深成形(油箱)、胀形拉深成形(翼子板)、浅拉深成形(外门板)、弯曲成形(支架、立柱)、弯曲成形(消音器隔板)。6.1.1覆盖件的结构特征(如图6.1.1)特征:和一般冲压件相比覆盖件具有材料薄、形状复杂、多为空间曲面

《冲压工艺与模具设计》重点和难点.doc
《冲压工艺与模具设计》各章内容简介、学习目的和要求、重点和难点·课程情况简介总学时:96学时(含实践、实习环节)课程性质:本课程是模具类专业的主干专业课,是一门理论和实践经验紧密接合的课程。课程任务:1.了解常见冲压工序的基本工艺特征。2.认识、了解冲压成形工艺方法、冲压模具典型结构。3.掌握冲压工艺与模具设计方法、步骤,具备进行中等复杂冲压零件的冲压工艺编制、冲模设计的能力。第一章冲压变形的基本原理内容简介:本章是冲压工艺的基本知识。主要介绍金属塑性变形的基本概念、金属塑性

冲压模具设计和制造冲压工艺过程设计的步骤和内容.pptx
§6.1冲压工艺过程设计旳环节与内容§6.2冲压工艺设计旳基本要求§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定环节§6.3冲压工艺规程制定