
典型零件热处理分析.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

典型零件热处理分析.ppt
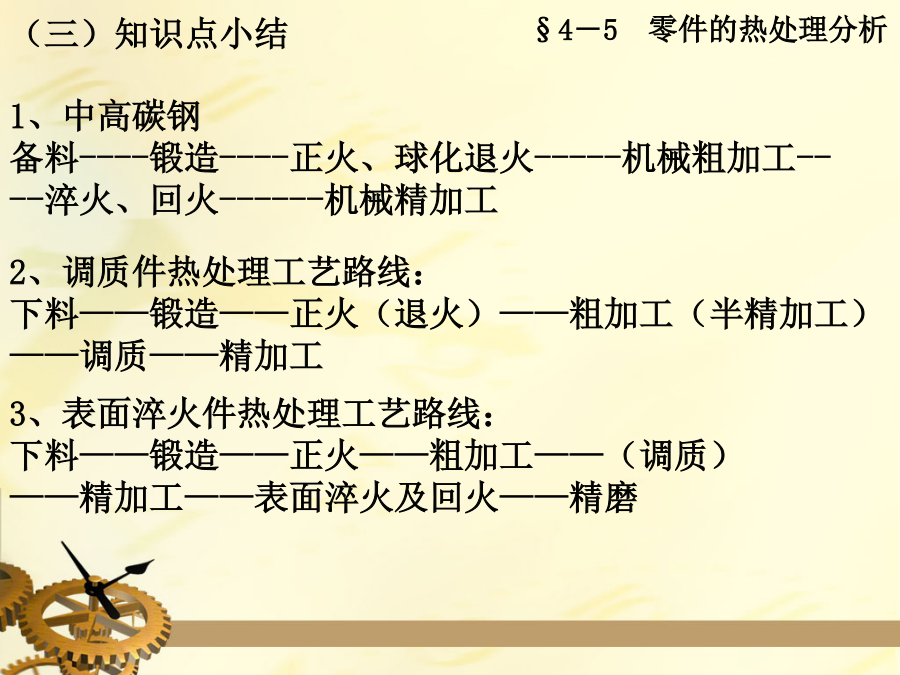
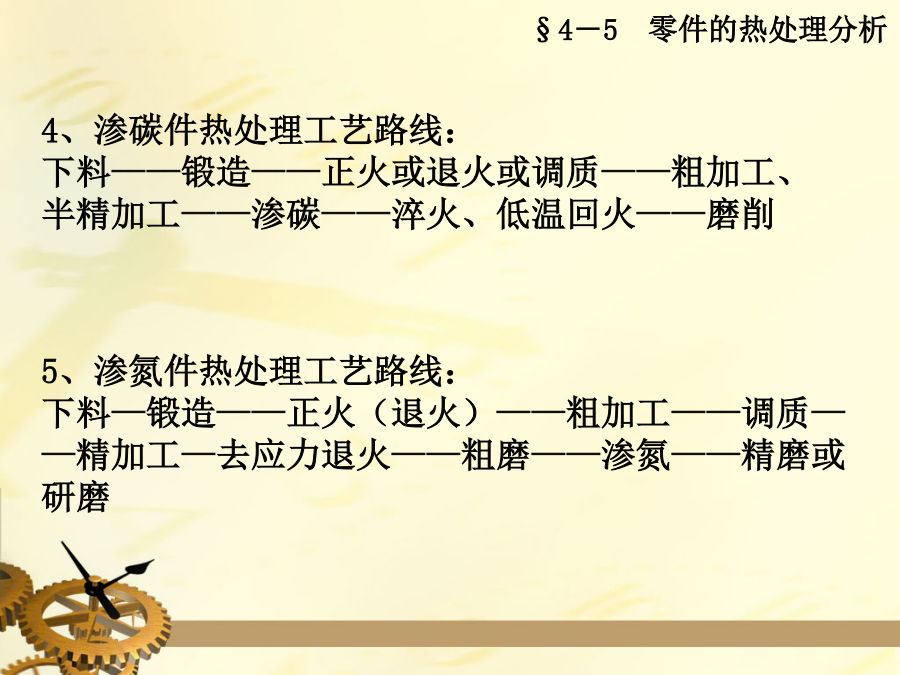
§4-5零件的热处理分析导入一、热处理的技术条件二、热处理的工序位置三、典型零件热处理分析一、热处理的技术条件二、热处理的工序位置2、调质零件经过这类热处理之后,获得需要的使用性能。因其硬度较高,除磨削外,不易进行其它形式切削加工,故其工序位置一般安排在半精加工之后(三)知识点小结5、渗氮件热处理工艺路线:下料—锻造——正火(退火)——粗加工——调质——精加工—去应力退火——粗磨——渗氮——精磨或研磨三、典型零件热处理分析加热温度:850℃左右消除网状渗碳体,有利于球化退火,为淬火做好组织准备。(二)汽车
典型零件热处理.pdf
零件的热处理分析.ppt
§4-5零件的热处理分析一、热处理的技术条件合理安排热处理工序位置,对保证零件质量和改善切削加工性能有重要意义。热处理按目的和工序位置的不同,其工序位置安排如下:1.预先热处理工序位置(2)调质工序位置调质工件的加工路线一般为:生产中,灰铸铁件、铸钢件和某些无特殊要求的锻钢件,经退火、正火或调质后,已能满足使用性能要求,不再进行最终热处理,此时上述热处理就是最终热处理。2.最终热处理工序位置(1)整体淬火工序位置、整体淬火件加工路线一般为:(2)表面淬火工序位置、表面淬火件加工路线一般为:(3)化学热处理

零件热处理裂纹的分析与对策.doc
零件热处理裂纹的分析与对策零件在热处理过程中产生的裂纹是最严重的热处理缺陷之一。这类缺陷通常是没法补救的,零件只能报废,因而它引发了热处理工作者的特别注重。1.零件热处理裂纹产生的缘由零件在热处理过程中会产生很大的内应力(组织应力和热应力),当这些应力超过钢的屈服强度时,会引发零件的变形;当应力更大,超过钢的抗拉强度时,则会构成零件的开裂。作用在零件上的应力有两种:压应力和拉应力。淬火时构成的拉应力是引发淬火裂纹的主要缘由。但是当钢的塑性较高时,即使有较大的拉应力也不会引发零件的开裂,比如没有发生组织转变

零件热处理裂纹的分析与对策.doc
零件热处理裂纹的分析与对策零件在热处理过程中产生的裂纹是最严重的热处理缺陷之一。这种缺陷通常是无法补救的,零件只能报废,因而它引起了热处理工作者的特别重视。1.零件热处理裂纹产生的原因零件在热处理过程中会产生很大的内应力(组织应力和热应力),当这些应力超过钢的屈服强度时,会引起零件的变形;当应力更大,超过钢的抗拉强度时,则会造成零件的开裂。作用在零件上的应力有两种:压应力和拉应力。淬火时形成的拉应力是引起淬火裂纹的主要原因。但是当钢的塑性较高时,即使有较大的拉应力也不会引起零件的开裂,比如没有发生组织转变