
典型液压系统解读.ppt

YY****。。


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

典型液压系统解读.ppt
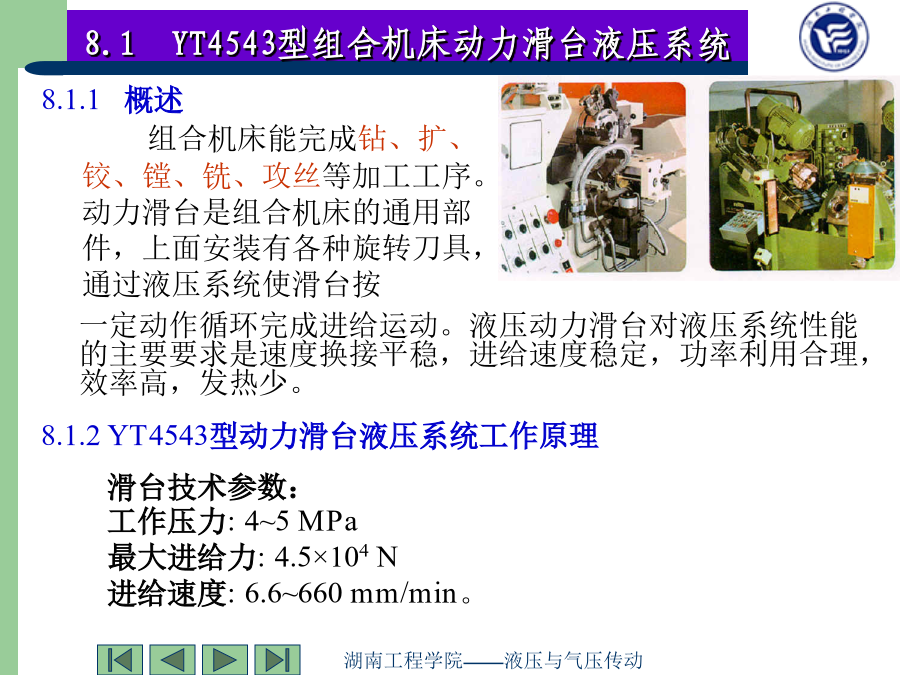
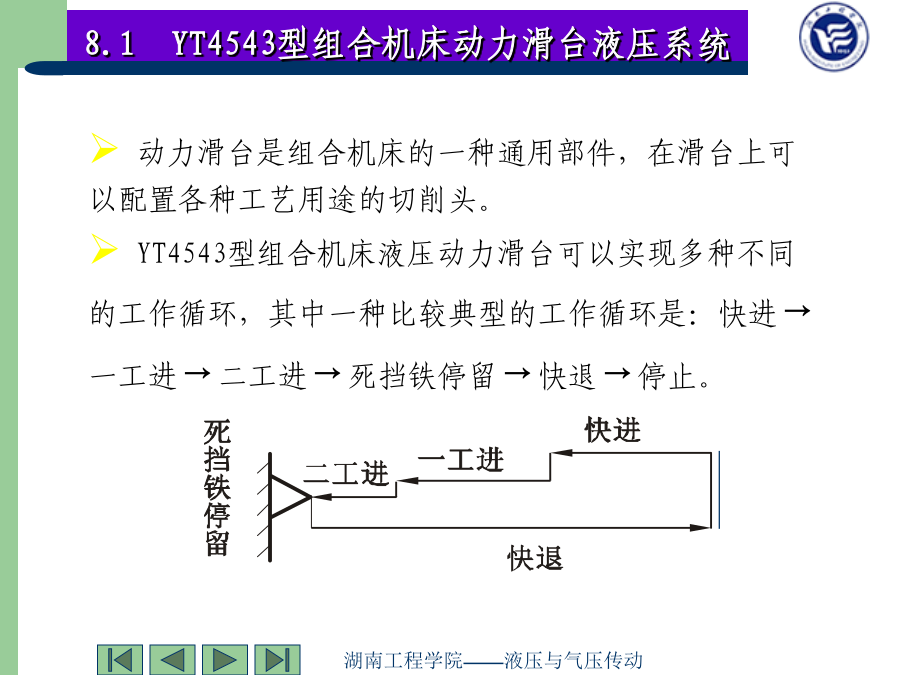
第8章典型液压系统液压传动系统是由若干液压元件组成(包括:动力元件、控制元件、执行元件等)与管路组合起来,并能完成一定动作的整体(元件的综合、回路的组合)或能完成一定动作的各个液压基本回路的组合。分析液压系统的步骤:组合机床能完成钻、扩、铰、镗、铣、攻丝等加工工序。动力滑台是组合机床的通用部件,上面安装有各种旋转刀具,通过液压系统使滑台按8.1YT4543型组合机床动力滑台液压系统8.3Q2-8型汽车起重机液压系统8.5Q2-8型汽车起重机液压系统8.5Q2-8型汽车起重机液压系统8.5Q2-8型汽车起重

第8章典型液压系统解读.ppt
第8章典型液压系统液压传动系统是由若干液压元件组成(包括:动力元件、控制元件、执行元件等)与管路组合起来,并能完成一定动作的整体(元件的综合、回路的组合)或能完成一定动作的各个液压基本回路的组合。分析液压系统的步骤:组合机床能完成钻、扩、铰、镗、铣、攻丝等加工工序。动力滑台是组合机床的通用部件,上面安装有各种旋转刀具,通过液压系统使滑台按8.1YT4543型组合机床动力滑台液压系统8.3Q2-8型汽车起重机液压系统8.5Q2-8型汽车起重机液压系统8.5Q2-8型汽车起重机液压系统8.5Q2-8型汽车起重

典型液压系统.docx
单元七典型液压系统学习目标:掌握读懂液压系统图的阅读和分析方法掌握YT4543型液压动力滑台液压系统的组成、工作原理和特点掌握YB32-200型压力机液压系统的组成、工作原理和特点掌握Q2—8汽车起重机液压系统的组成、工作原理和特点能绘制电磁铁动作循环表重点与难点:典型液压系统是对以前所学的液压件及液压基本回路的结构、工作原理、性能特点、应用,对液压元件基本知识的检验与综合,也是将上述知识在实际设备上的具体应用。本章的重点与难点均是对典型液压系统工作原理图的阅读和各系统特点的分析。对于任何液压系统,能否读

典型液压系统.docx
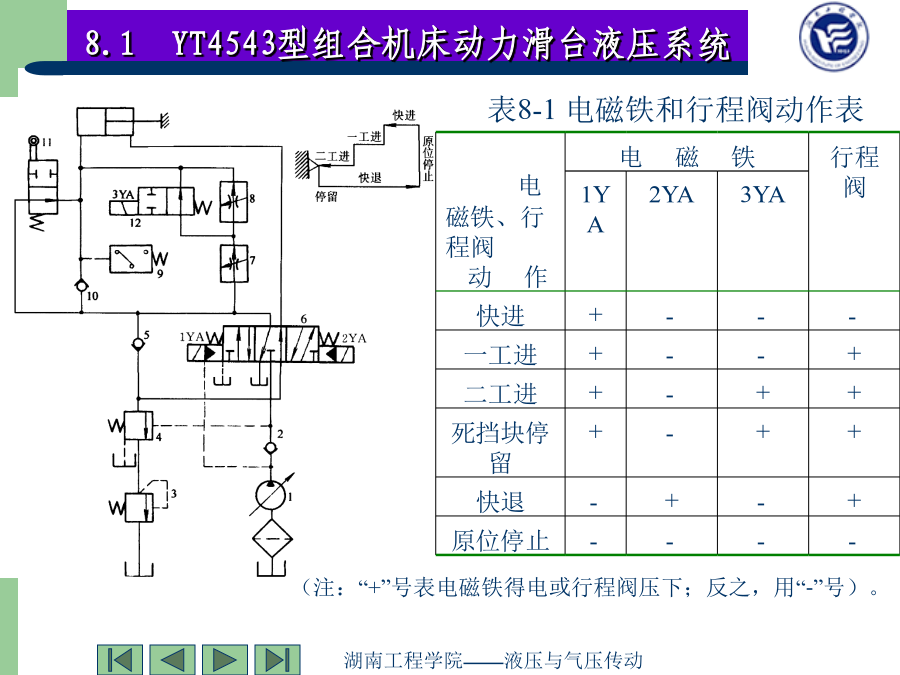
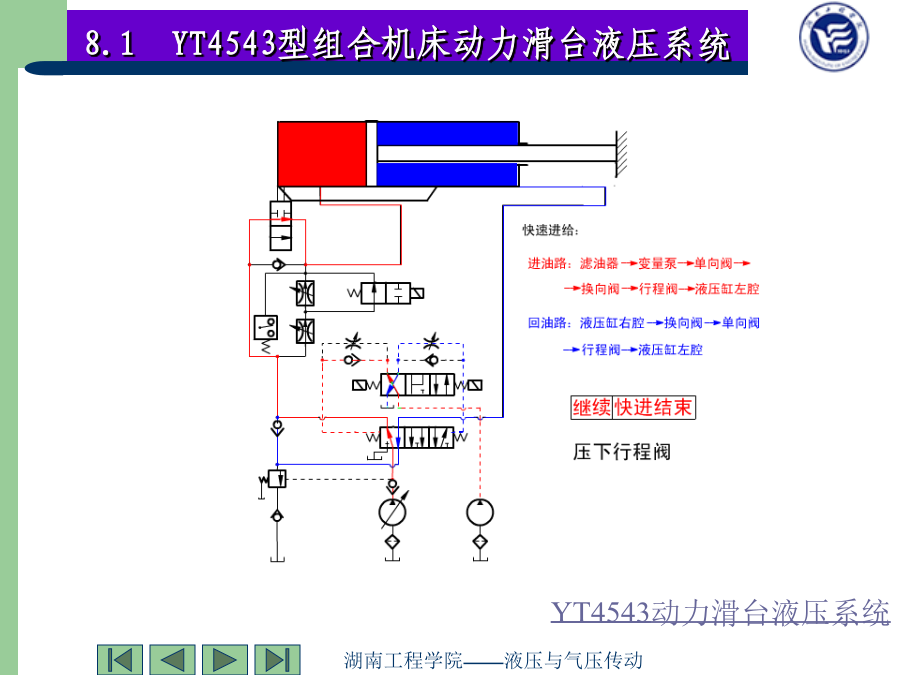
9液压传动系统液压传动系统简称液压系统,是由液压能源、执行元件、控制元件和辅助元件等组成、以完成一定动作的系统。通常阅读和分析一个较复杂的液压系统,大致可按以下步骤进行:(1)了解设备的工艺对液压系统的动作要求;(2)初步浏览整个系统,了解系统中包含那些元件,并以各个执行元件为中心,将系统分解为若干子系统;(3)对每一子系统进行分析,搞清楚其中含有那些基本回路,然后根据执行元件的动作要求,参照动作循环表读懂这一子系统;(4)根据液压设备中各执行元件间互锁、同步、防干扰等要求,分析各子系统之间的联系;(5)

典型液压系统.doc
典型液压系统典型液压系统典型液压系统单元七典型液压系统学习目标:掌握读懂液压系统图的阅读和分析方法掌握YT4543型液压动力滑台液压系统的组成、工作原理和特点掌握YB32-200型压力机液压系统的组成、工作原理和特点掌握Q2—8汽车起重机液压系统的组成、工作原理和特点能绘制电磁铁动作循环表重点与难点:典型液压系统是对以前所学的液压件及液压基本回路的结构、工作原理、性能特点、应用,对液压元件基本知识的检验与综合,也是将上述知识在实际设备上的具体应用。本章的重点与难点均是对典型液压系统工作原理图的阅读和各系统