
典型液压传动系统资料(1).ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

典型液压传动系统资料(1).ppt
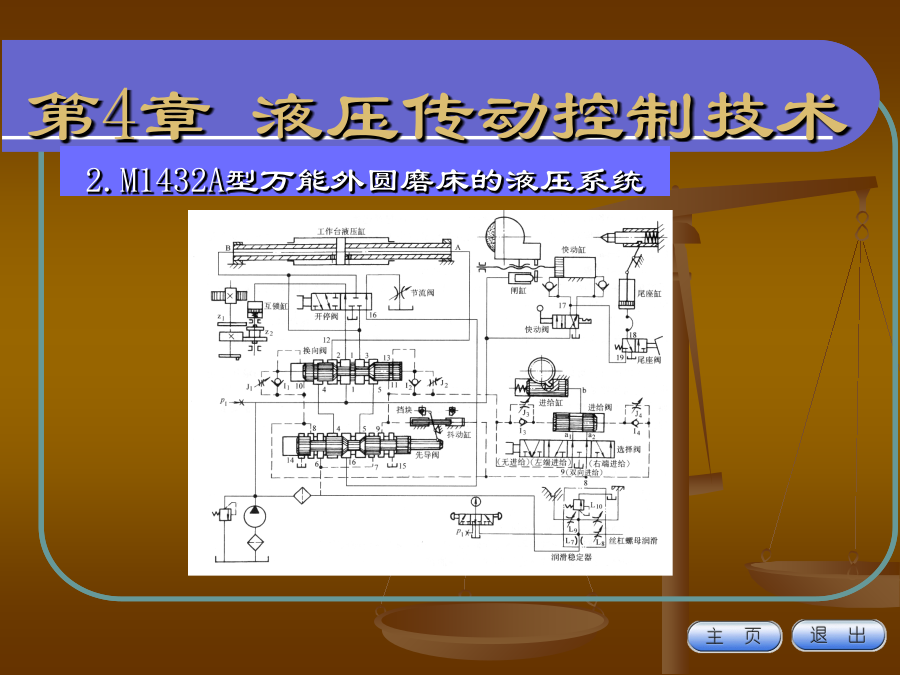
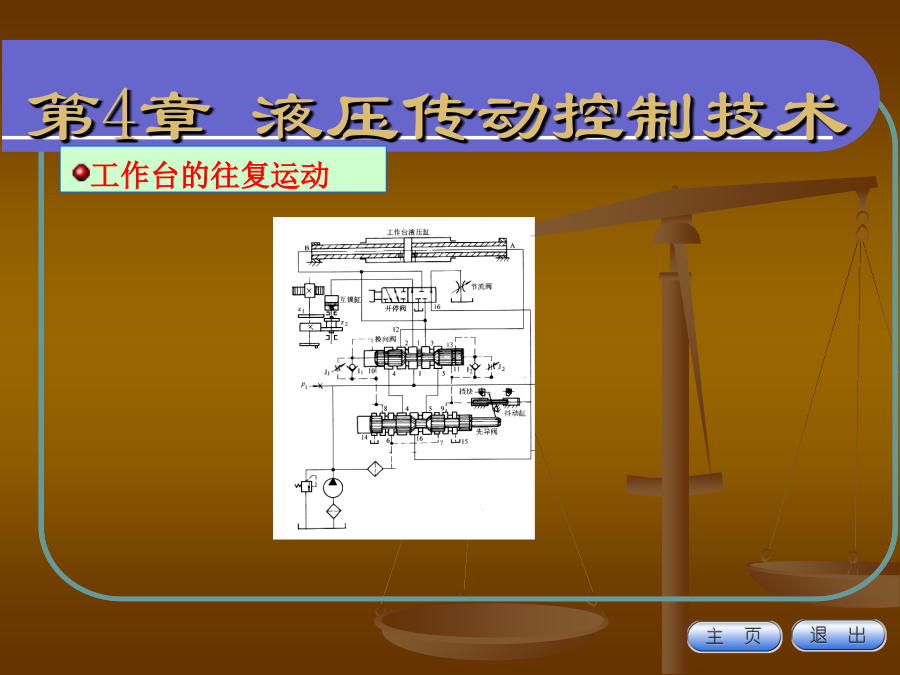
4.4.1M1432A型万能外圆磨床液压系统4.4.2加工中心液压系统阅读液压传动系统图主要考虑以下几点:按执行元件的工作循环和动作要求,参照电磁铁动作表,分析实现每步动作的进、回油路。分析系统之间的联系以及这些联系是如何实现的,如互锁、同步、顺序动作等。最后归纳系统特点,加深对系统的理解。1.概述2.M1432A型万能外圆磨床的液压系统工作台的往复运动工作台右移主油路:进油路:液压泵→换向阀(1、2)→液压缸右腔→换向阀(1、1)→开停阀右位→互锁缸(手摇工作台不起作用)回油路:液压缸左腔→换向阀(3、

典型液压传动系统资料.ppt
第7章典型液压传动系统实例分析燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学燕山大学

典型液压传动系统.ppt
第七章典型液压传动系统目的和任务读图步骤:第一节组合机床动力滑台液压系统YT4543型动力滑台液压系统介绍第二节万能外圆磨床液压系统M1432A型外圆磨床液压系统介绍
典型液压传动系统.ppt
7.典型液压传动系统③先单独分析每一个子系统,了解其执行元件与相应的阀、泵之间的关系和哪些基回路。参照电磁铁动作表和执行元件的动作要求,理清其液流路线。7.1组合机床动力滑台液压系统2)动力滑台51)快进1YA+4)止挡块停留系统采用了限压式变量叶片泵-调速阀-背压阀式的调速回路,能保证稳定的低速运动(进给速度最小可达6.6mm/min),较好的速度刚性和较大的调速范围(R:100)。3)速度换接7.2压力机液压系统③流量大,功率大,要提高系统效率,防止液压冲击;7.2.23150kN通用液压机液压系统工

典型液压传动系统.doc
第七章典型液压传动系统一、填空题1.YT4543动力滑台的液压系统采用和组成的调速回路;用用实现换向;用实现快速运动;用实现快慢速度的转换;用实现两种工进速度的转换。2.YT4543动力滑台液压系统(图见教材)中,压力继电器12的作用是;液控顺序阀6的作用是;单向阀7的作用是;节流阀L1、L2的作用是。3.M1432A型万能外圆磨床工作台的换向是由和所组成的换向回路完成的。这种换向回路的主要优点是。4.M1432A型万能外圆磨床工作台的换向过程分为、。5.YB32—200型四柱万能液压压力机的液压系统,采