
全干式光缆松套管的制作方法.pdf

是你****韵呀


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

全干式光缆松套管的制作方法.pdf
一种全干式光缆松套管的制作方法。光纤和阻水纱表面喷涂油膏进行增滑预处理,挤出机挤出松套管同时向松套管内充气,然后松套管进入真空槽和温度为70°至80°的热空气槽,随后松套管分别经过紧压式牵引轮和主牵引轮,然后再进入20°至零下20°的冷空气槽内定型。此工艺可降低光纤和阻水纱与松套管的摩擦,减少松套管的后收缩,松套管的外表面具有较高的圆整度。

全干式光缆松套管工艺的几个研究.docx
全干式光缆松套管工艺的几个研究全干式光缆松套管工艺的几个研究随着信息时代的不断发展,网络建设的需求也日益增加。而光纤作为网络传输的主要方式之一,被广泛应用于各种领域。在光缆敷设过程中,松套管是非常重要的一环。而全干式光缆松套管工艺的研究,对于提高光缆的机械性能,保证网络传输的稳定性,具有非常重要的意义。首先,全干式光缆松套管工艺与传统光缆施工方法的区别在于,它采用了热收缩技术。热收缩技术通过使松套管在加热条件下表面收缩,从而实现与光缆整体的紧密连接。相比于传统的机械压接方式,全干式光缆松套管工艺更加牢固可
一种全干式自承光缆的套管的制备装置.pdf
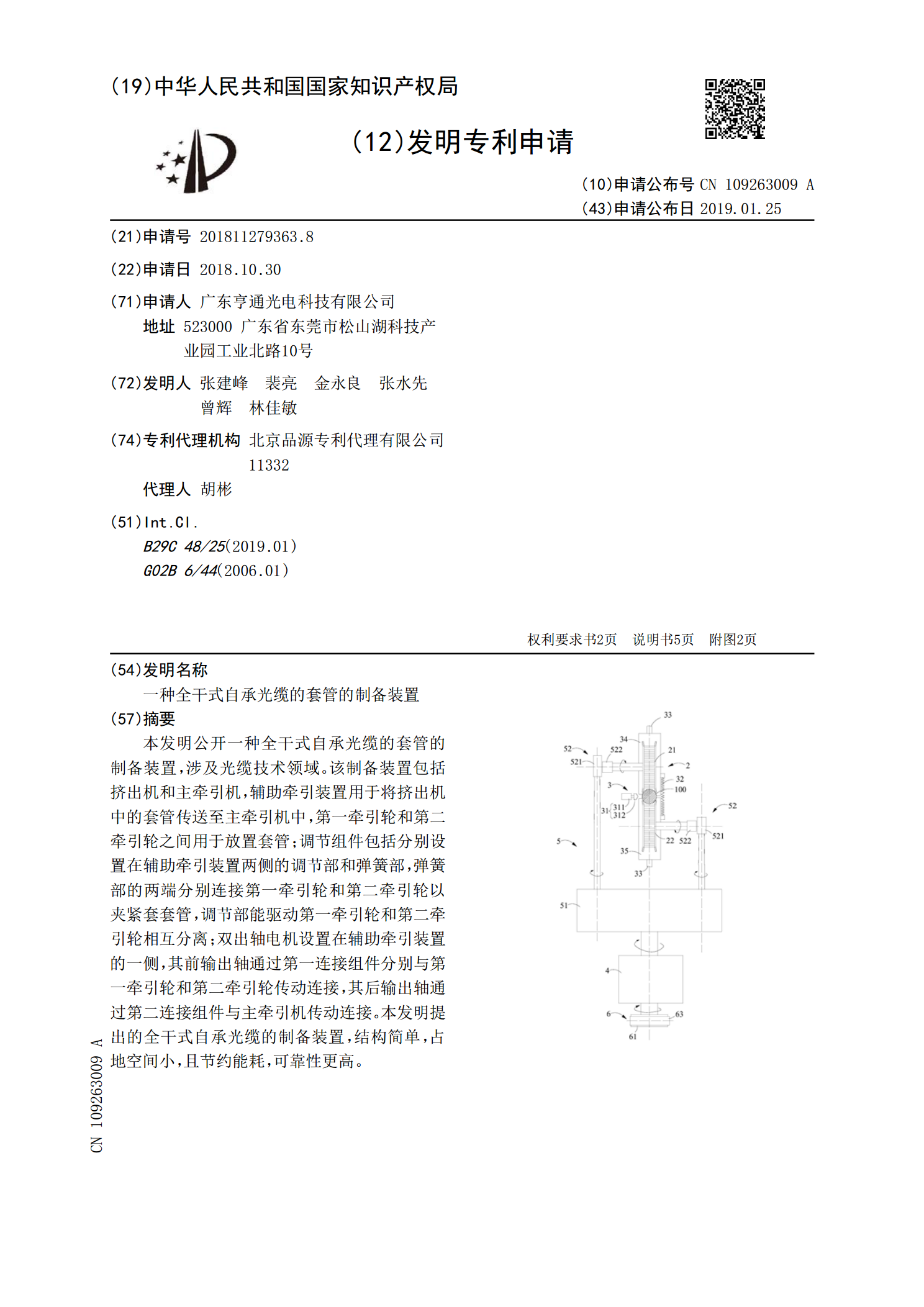
本发明公开一种全干式自承光缆的套管的制备装置,涉及光缆技术领域。该制备装置包括挤出机和主牵引机,辅助牵引装置用于将挤出机中的套管传送至主牵引机中,第一牵引轮和第二牵引轮之间用于放置套管;调节组件包括分别设置在辅助牵引装置两侧的调节部和弹簧部,弹簧部的两端分别连接第一牵引轮和第二牵引轮以夹紧套套管,调节部能驱动第一牵引轮和第二牵引轮相互分离;双出轴电机设置在辅助牵引装置的一侧,其前输出轴通过第一连接组件分别与第一牵引轮和第二牵引轮传动连接,其后输出轴通过第二连接组件与主牵引机传动连接。本发明提出的全干式自承

全干式带状光缆、全干式带状光缆的制备方法及其装置.pdf
本发明提供一种全干式带状光缆、全干式带状光缆的制备方法及其装置,涉及通信传输技术领域。其中,全干式带状光缆包括光纤带层、密封胶、阻水层、金属层和外护层。全干式带状光缆的制备方法,包括如下步骤提供光纤带层;在光纤带层的间隙中以及外侧上形成密封胶;将光纤带层穿过阻水材料形成阻水层;将光纤带层进行铠装形成金属层;将光纤带层进行挤塑形成外护层。全干式带状光缆的制备装置包括涂胶装置、固化炉、阻水材料容器。通过将密封胶设置在光纤带层的间隙中以及外侧上,并使光纤带层外侧的密封胶上粘贴阻水层,可以保证金属层与光纤带层之间
一种全干式松套管余长控制装置.pdf
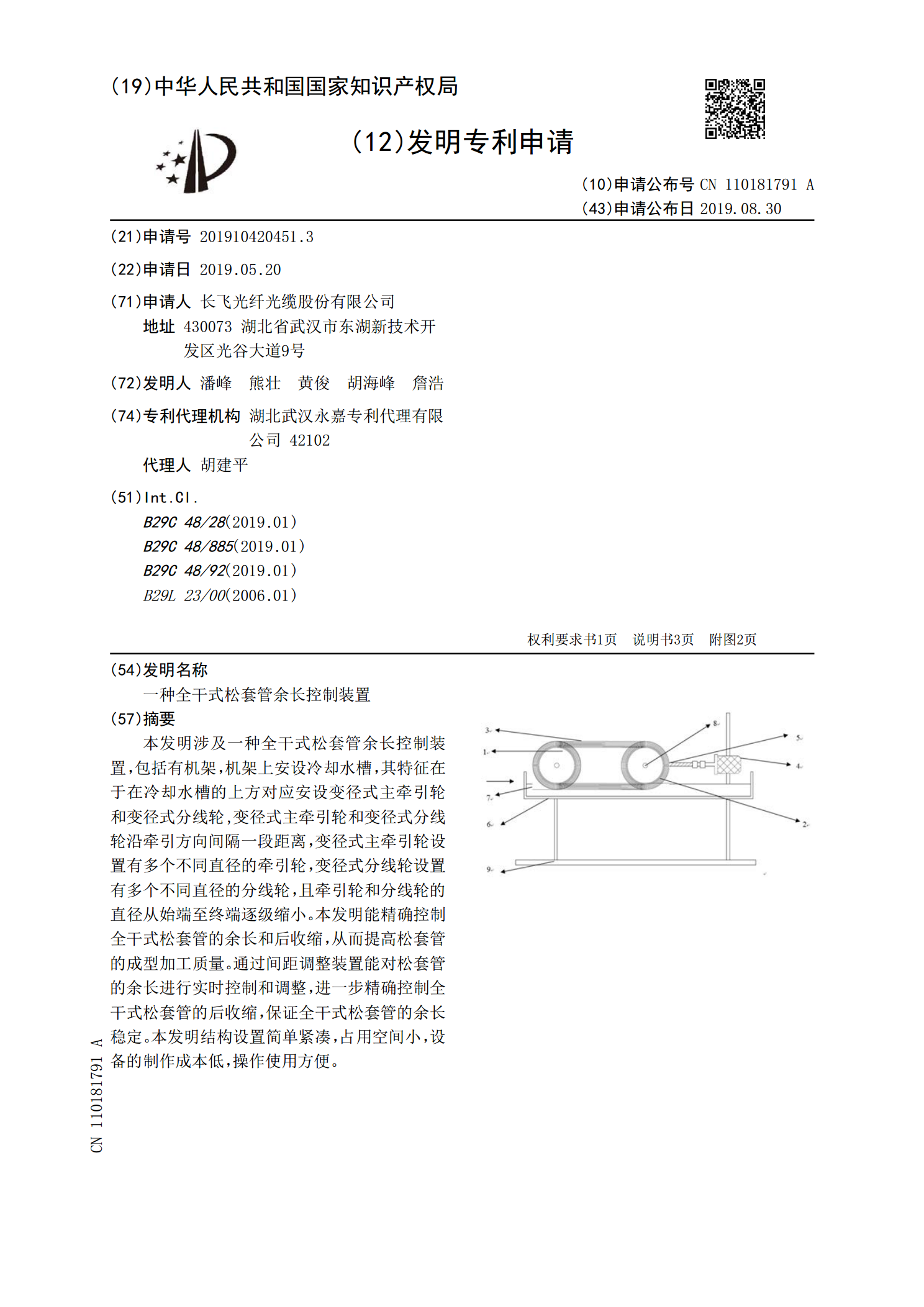
本发明涉及一种全干式松套管余长控制装置,包括有机架,机架上安设冷却水槽,其特征在于在冷却水槽的上方对应安设变径式主牵引轮和变径式分线轮,变径式主牵引轮和变径式分线轮沿牵引方向间隔一段距离,变径式主牵引轮设置有多个不同直径的牵引轮,变径式分线轮设置有多个不同直径的分线轮,且牵引轮和分线轮的直径从始端至终端逐级缩小。本发明能精确控制全干式松套管的余长和后收缩,从而提高松套管的成型加工质量。通过间距调整装置能对松套管的余长进行实时控制和调整,进一步精确控制全干式松套管的后收缩,保证全干式松套管的余长稳定。本发明