
工件夹具、刷子用毛材、刷子以及工件夹具和刷子用毛材的制造方法.pdf

大渊****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
工件夹具、刷子用毛材、刷子以及工件夹具和刷子用毛材的制造方法.pdf
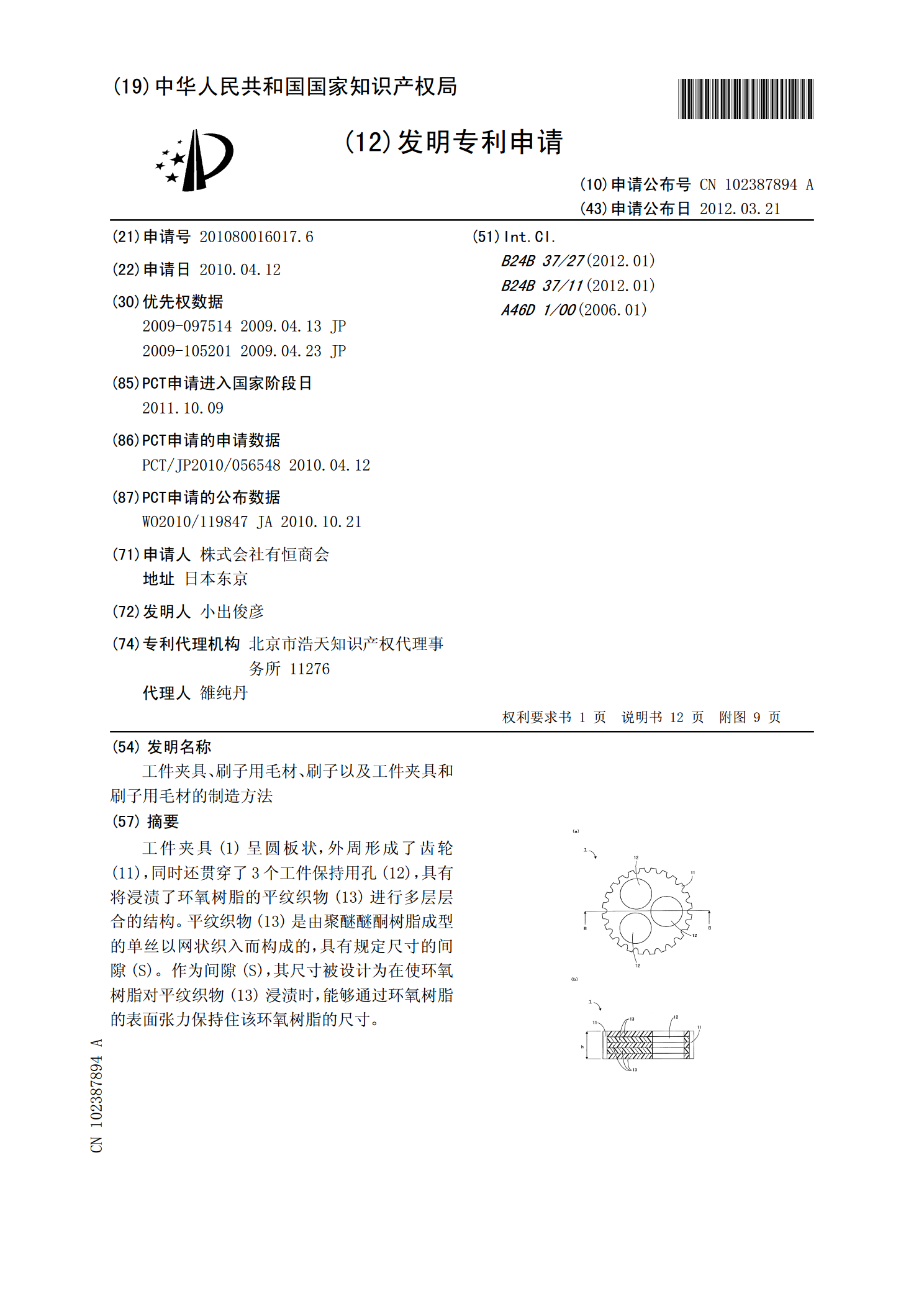
工件夹具(1)呈圆板状,外周形成了齿轮(11),同时还贯穿了3个工件保持用孔(12),具有将浸渍了环氧树脂的平纹织物(13)进行多层层合的结构。平纹织物(13)是由聚醚醚酮树脂成型的单丝以网状织入而构成的,具有规定尺寸的间隙(S)。作为间隙(S),其尺寸被设计为在使环氧树脂对平纹织物(13)浸渍时,能够通过环氧树脂的表面张力保持住该环氧树脂的尺寸。

刷子用毛材.pdf
本发明以低廉的价格提供一种刷子用毛材,其不会在被清洗面上留下擦痕或细微的伤痕,能够在发挥较高的清洗性的各种清洗刷子、各种清扫刷子中使用。刷子用毛材(1)由基部(6)、中间部(7)、前端部(8)构成。并且,在基部(6)以及中间部(7),形成由热塑性树脂构成并由多根大致柱状组成的单丝(2、2、··)经由接合部被熔融接合并被聚集的半复丝(4)。
制造刷子的方法以及刷子.pdf
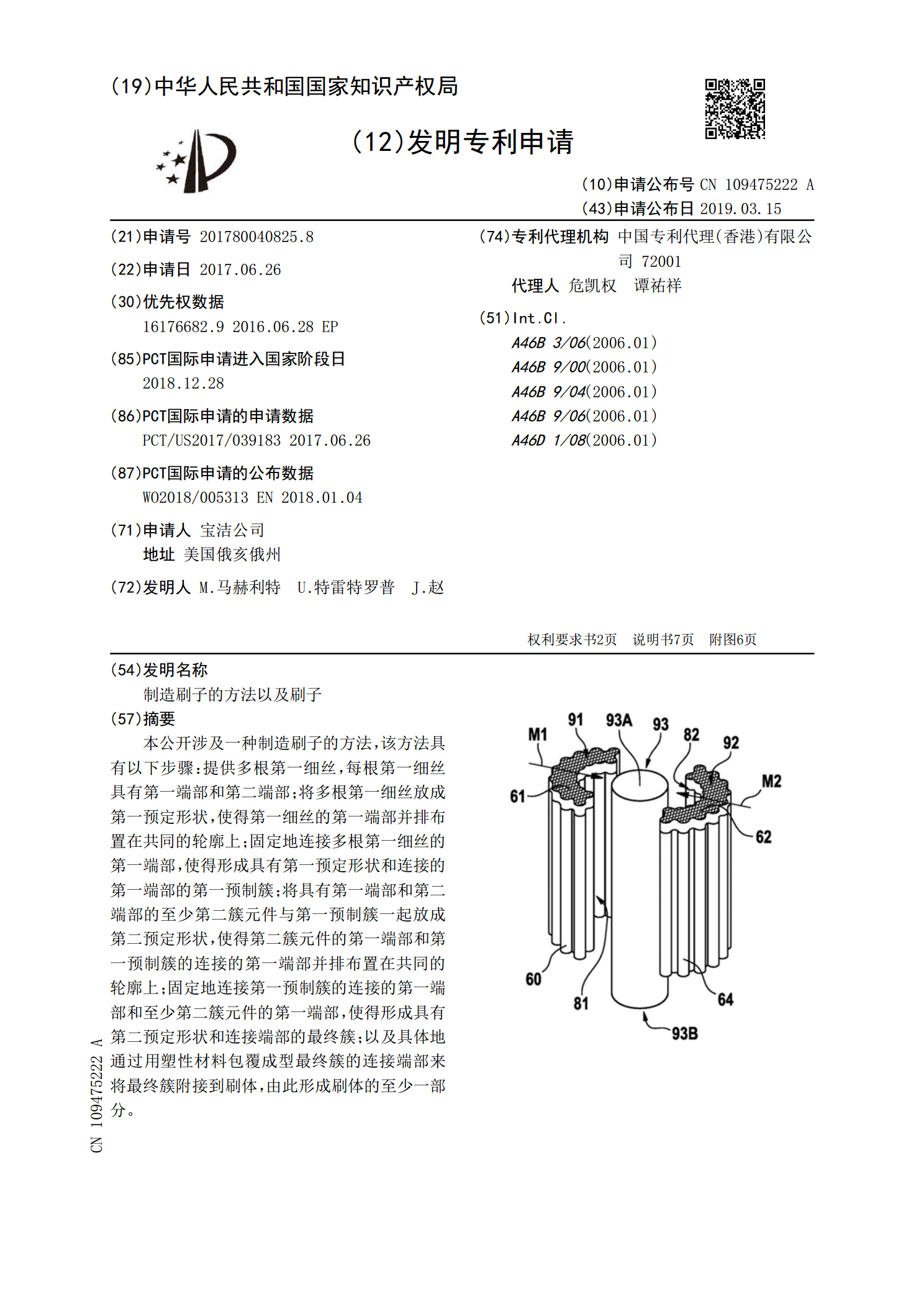
本公开涉及一种制造刷子的方法,该方法具有以下步骤:提供多根第一细丝,每根第一细丝具有第一端部和第二端部;将多根第一细丝放成第一预定形状,使得第一细丝的第一端部并排布置在共同的轮廓上;固定地连接多根第一细丝的第一端部,使得形成具有第一预定形状和连接的第一端部的第一预制簇;将具有第一端部和第二端部的至少第二簇元件与第一预制簇一起放成第二预定形状,使得第二簇元件的第一端部和第一预制簇的连接的第一端部并排布置在共同的轮廓上;固定地连接第一预制簇的连接的第一端部和至少第二簇元件的第一端部,使得形成具有第二预定形状和

制造刷子的方法以及刷子.pdf
本公开涉及一种制造刷子、具体地是牙刷的方法,所述方法包括以下步骤:(a)提供载体,所述载体至少具有从所述载体的前侧延伸到背侧的第一通孔并且至少具有与所述载体整合并在所述通孔附近从所述背侧延伸的第一壁元件;(b)将第一清洁元件引入所述第一通孔,使得所述第一清洁元件的端部部分暴露在所述载体的所述背侧上;(c)处理所述第一清洁元件的所述端部部分,使得所述端部部分变形并且变得比所述第一通孔更宽;以及(d)使所述第一壁元件变形,直至其至少部分地在所述第一清洁元件的所述变形的端部部分上方延伸,使得所述第一清洁元件有效
弧形工件用夹具.pdf
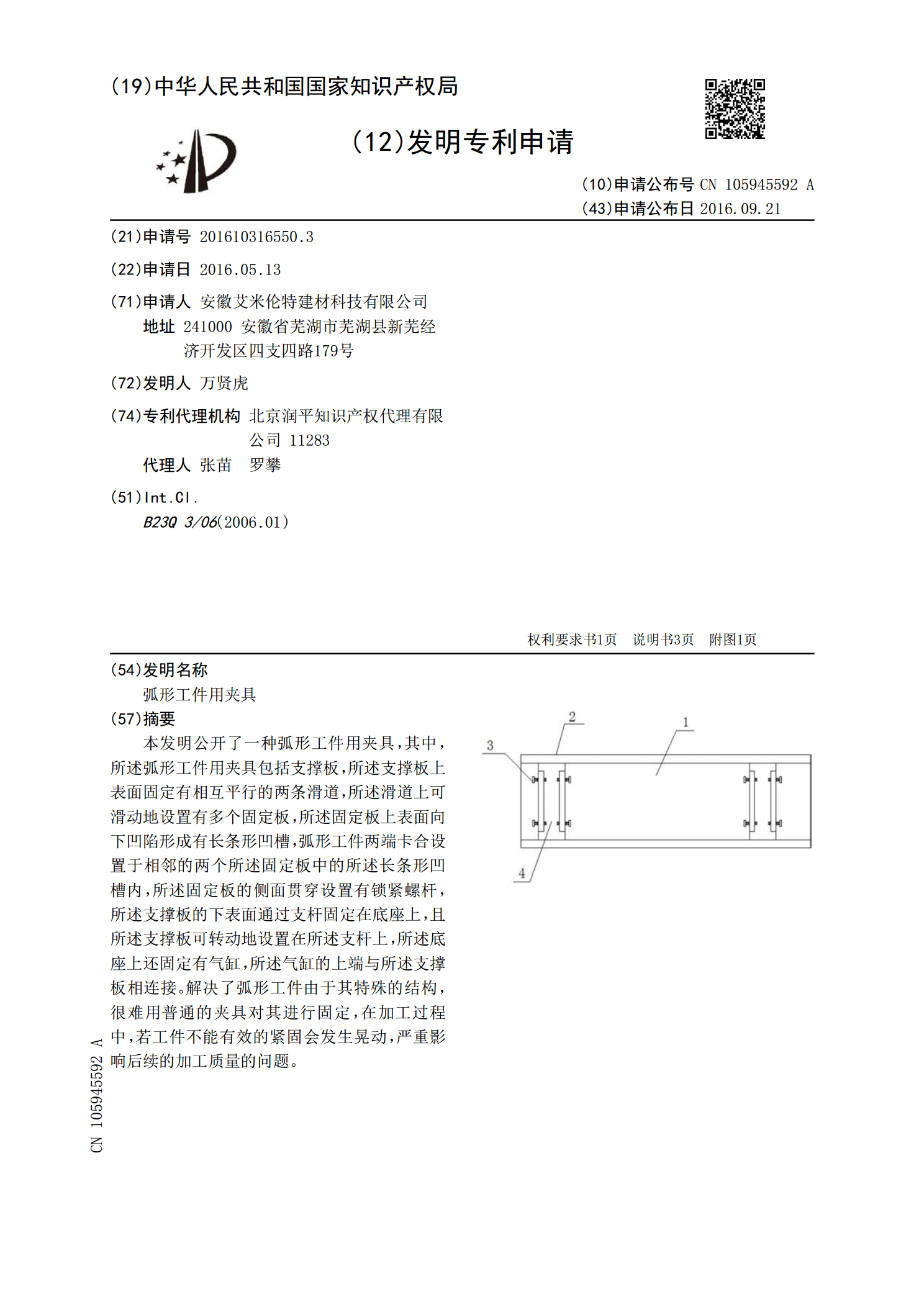
本发明公开了一种弧形工件用夹具,其中,所述弧形工件用夹具包括支撑板,所述支撑板上表面固定有相互平行的两条滑道,所述滑道上可滑动地设置有多个固定板,所述固定板上表面向下凹陷形成有长条形凹槽,弧形工件两端卡合设置于相邻的两个所述固定板中的所述长条形凹槽内,所述固定板的侧面贯穿设置有锁紧螺杆,所述支撑板的下表面通过支杆固定在底座上,且所述支撑板可转动地设置在所述支杆上,所述底座上还固定有气缸,所述气缸的上端与所述支撑板相连接。解决了弧形工件由于其特殊的结构,很难用普通的夹具对其进行固定,在加工过程中,若工件不能