
低温脆化温度测定.ppt

YY****。。


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

低温脆化温度测定.ppt
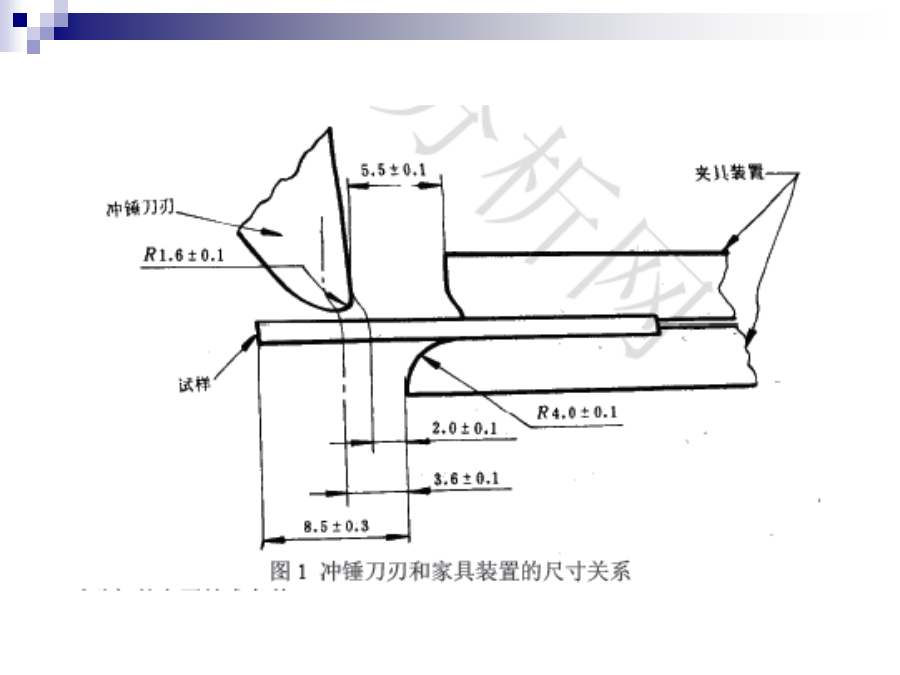
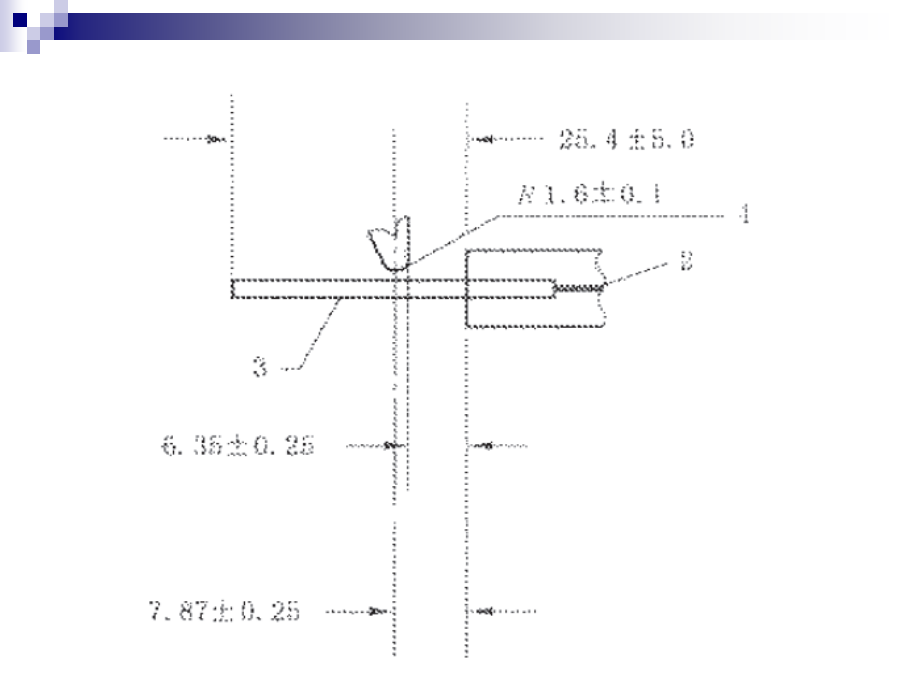
塑料脆化温度测定测试标准:GB/T5470-2008仪器:A型和B型A型:冲头半径为1.6mm±0.1mm;钳口半径为4.0mm±0.1mm;冲头中心线与夹具间隙3.6mm±0.1mm;冲头的外侧与夹具间隙2.0mm±0.1mm。冲击时试验速度应达到200cm/s±20cm/s,冲头行程至少达5.0mmB型:冲头半径为1.6mm±0.1mm;冲头中心线与夹具间为7.87mm±0.25mm;冲头外侧与夹具间隙6.35mm±0.25mm。冲击时试验速度应达到200cm/s±20cm/s,冲头行程至少达6.4m

塑料低温脆化温度测试上海祥微试验设备有限公司.ppt
塑料低温脆化温度测试上海祥微试验设备有限公司主要内容GB/T15256-1994测定硫化橡胶在规定条件下经受冲击时不出现脆性破坏的最低温度的程序。程序A:测定脆性温度(多试样法)程序B:在规定温度下冲击试样,用于硫化橡胶的分类和鉴定。脆性温度(多试样法)试样在规定的低温条件下受冲击,不产生破坏的最低温度。测试原理GB/T5470-A试验机:主要由低温浴、搅拌器、试样架装置、试样夹具和冲锤组成,冲锤与试样和夹具之间的关系应符合以下规定。冲锤:由马达、电磁离合器或其他适宜形式的装置驱动。冲击刀刃与试验夹具之间
塑料低温脆化温度测试上海祥微试验设备有限公司.ppt
塑料低温脆化温度测试上海祥微试验设备有限公司主要内容GB/T15256-1994测定硫化橡胶在规定条件下经受冲击时不出现脆性破坏的最低温度的程序。程序A:测定脆性温度(多试样法)程序B:在规定温度下冲击试样,用于硫化橡胶的分类和鉴定。脆性温度(多试样法)试样在规定的低温条件下受冲击,不产生破坏的最低温度。测试原理GB/T5470-A试验机:主要由低温浴、搅拌器、试样架装置、试样夹具和冲锤组成,冲锤与试样和夹具之间的关系应符合以下规定。冲锤:由马达、电磁离合器或其他适宜形式的装置驱动。冲击刀刃与试验夹具之间

固体低温比热的测定与分析.docx
固体低温比热的测定与分析固体低温比热的测定与分析摘要:固体的低温比热是研究材料性质的重要参数之一。本文主要讨论固体低温比热的测定方法及其分析,并介绍了常用的实验方法和数学模型。此外,文章还探讨了固体低温比热的影响因素和应用领域,以及可能面临的挑战和有待研究的问题。1.引言固体低温比热是指当固体温度接近绝对零度时,吸收或释放单位质量物质所需的热量。它是研究固体的能量传导和热力学性质的重要参数。测定固体低温比热不仅能够帮助我们了解固体的热传导机制,还可以用于材料设计和性能优化。2.测定方法常用的测定固体低温比

润滑脂低温转矩测定方法比较.docx
润滑脂低温转矩测定方法比较润滑脂在低温环境下的性能是润滑脂使用过程中必须考虑的关键性能之一。在低温下,由于流动性的减弱以及粘度的增大,可能会导致摩擦部分出现转矩增大、橡胶件失效等问题,从而影响到机械设备的运行效率和寿命。因此,正确评价润滑脂的低温性能,对于机械的正常运行和维护都具有非常重要的意义。本文主要对润滑脂的低温转矩测定方法进行比较和总结,为润滑脂相关行业的技术工作者和研究者提供指导。一、背景概述润滑脂作为传动装置中必不可少的润滑剂,扮演着很重要的角色。润滑脂的性能对于磨损、摩擦、噪音和寿命等方面有