
涤纶细旦多孔丝的生产方法.pdf

霞英****娘子


1/9

2/9

3/9

4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

涤纶细旦多孔丝的生产方法.pdf
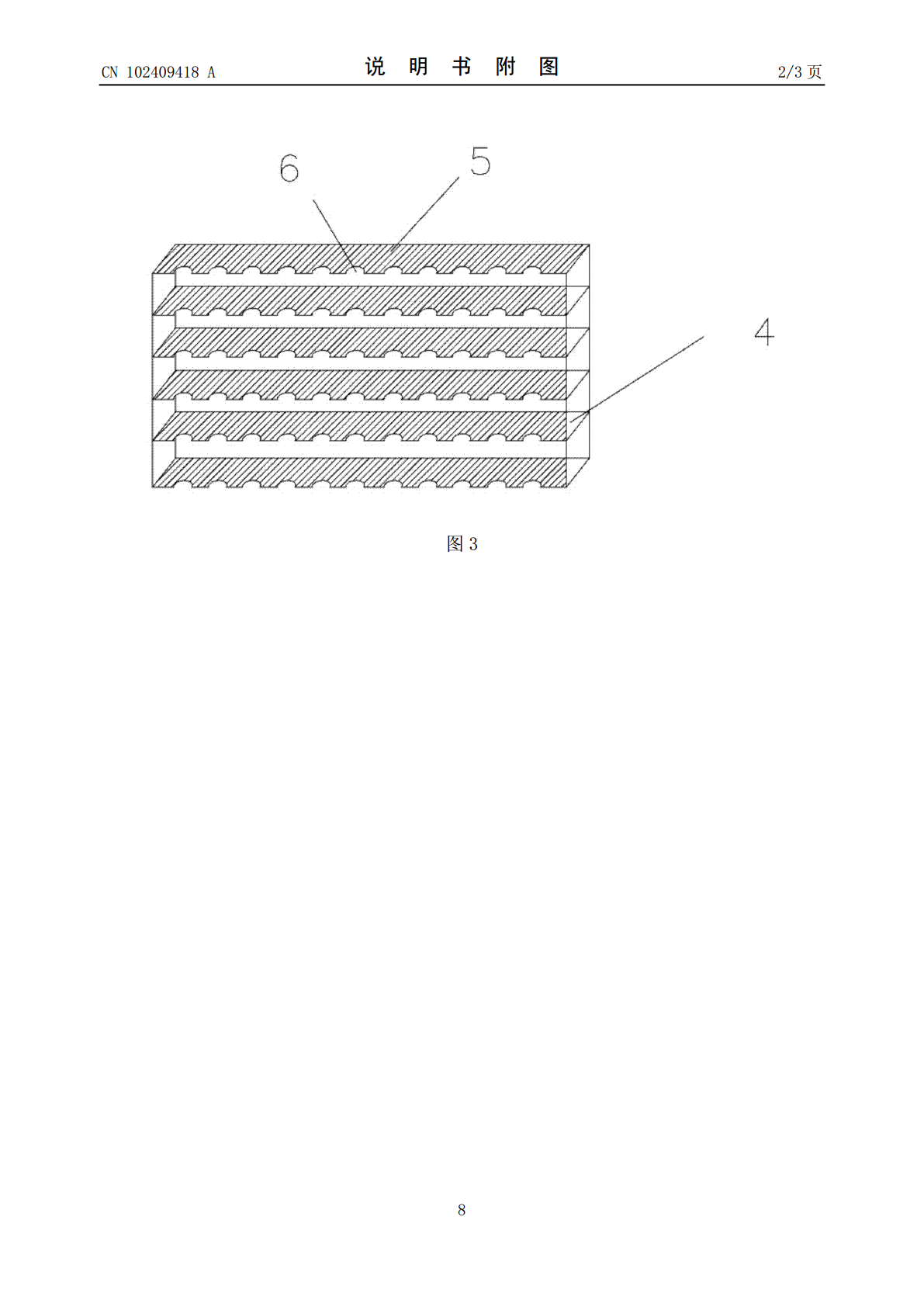
本发明公开的涤纶细旦多孔丝的生产方法,包括如下步骤:切片干燥、螺杆挤压熔融、计量泵、纺丝、吹风冷却、上油、牵伸、主网络、卷绕成型,其特征在于:在纺丝步骤中:采用三槽式喷丝板,三槽式喷丝板设有三条分隔带将喷丝孔隔成四个部分,出丝时这四个部分喷出的丝之间形成透风间隙;在吹风冷却步骤中:采用侧吹风空调,透风间隙与侧吹风风向平行;在侧吹风丝窗上部设置由间隔设置的水平整流片组成的吹风整流器,对位于上部的侧吹风进行整流;在上油步骤中:采用两步上油,先用喷嘴上油,再用油轮上油;在上油步骤和牵伸步骤之间还设有预网络步骤。

涤纶细旦低弹丝的生产方法.pdf
本发明提供了一种涤纶细旦低弹丝的生产方法,包括以下步骤:以涤纶长丝为原料,依次经过第一罗拉、第一热箱、冷却板、第二罗拉、网络喷嘴、第二热箱、第三罗拉、探丝器、上油轮、卷绕成型和加弹,所说的加弹速度为600-700m/min;所说的拉伸倍数为1.65;所说的热定型温度为室温。本发明的涤纶细旦低弹丝的生产方法,具有如下技术效果:生产出的涤纶细旦低弹丝性能良好,质量稳定,线密度为55.1dtex,断裂伸长率18.2%,断裂强度为3.75cN/dtex。

多孔细旦涤纶全牵伸丝上油形式的探讨.docx
多孔细旦涤纶全牵伸丝上油形式的探讨摘要:本文着重探讨多孔细旦涤纶全牵伸丝上油形式的措施,探讨不同上油方式对纤维物理性能的影响,以及上油对织物性能、使用寿命的提高效果。研究表明,多孔细旦涤纶全牵伸丝在采用合适的上油方式后,其物理性能和织物性能都得到了显著提升,为不同领域的应用提供了新的可能性。1.引言多孔细旦涤纶全牵伸丝全称Polyestermultifilamentyarn,是一种应用广泛的高级纤维材料,其织物性能优异,比如具有优良的耐热、耐温、耐老化、耐紫外线等特性。多孔细旦涤纶全牵伸丝由于其细弱、暴露

涤纶细旦复丝的工艺和生产.docx
涤纶细旦复丝的工艺和生产涤纶细旦复丝是一种重要的化纤原料,广泛应用于纺织、服装、家居用品等领域。本文将从工艺和生产两个方面来详细介绍涤纶细旦复丝的生产流程、工艺特点以及相关的技术指标。一、涤纶细旦复丝的工艺流程涤纶细旦复丝的生产工艺大致分为以下几个步骤:1.原料准备:涤纶原料是聚酯切片,需要经过加热、融化,然后由挤出机挤出到纺丝机中。2.纺丝:挤出的涤纶料由纺丝机进行拉伸,形成连续的纤维流,然后通过特殊的喷孔形成纤维束。3.固化:纤维束通过热风进行固化,使其变得牢固、坚硬。4.复丝:固化后的纤维束需要经过

涤纶细旦丝及织物生产技术.docx
涤纶细旦丝及织物生产技术涤纶细旦丝及织物生产技术引言:随着科技和工艺的发展,纺织品行业得到了长足的进步和发展。其中,涤纶细旦丝及织物生产技术的创新与应用,对于纺织品行业的发展起到了重要的推动作用。涤纶细旦丝及织物作为一种高性能聚酯纤维,不仅具有优良的物理性能和化学稳定性,还具备了较好的抗老化、防尘、防水、保暖、防静电等特性,因此在纺织品的制造,特别是运动装备、户外用品、家居用品等领域有着广泛的应用。1.涤纶细旦丝及织物的制备过程涤纶细旦丝及织物的生产主要经历了熔融纺丝、拉伸、加工等环节。首先,涤纶原料通过