
设置在车床上的型材铣削装置.pdf

沛芹****ng

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

设置在车床上的型材铣削装置.pdf
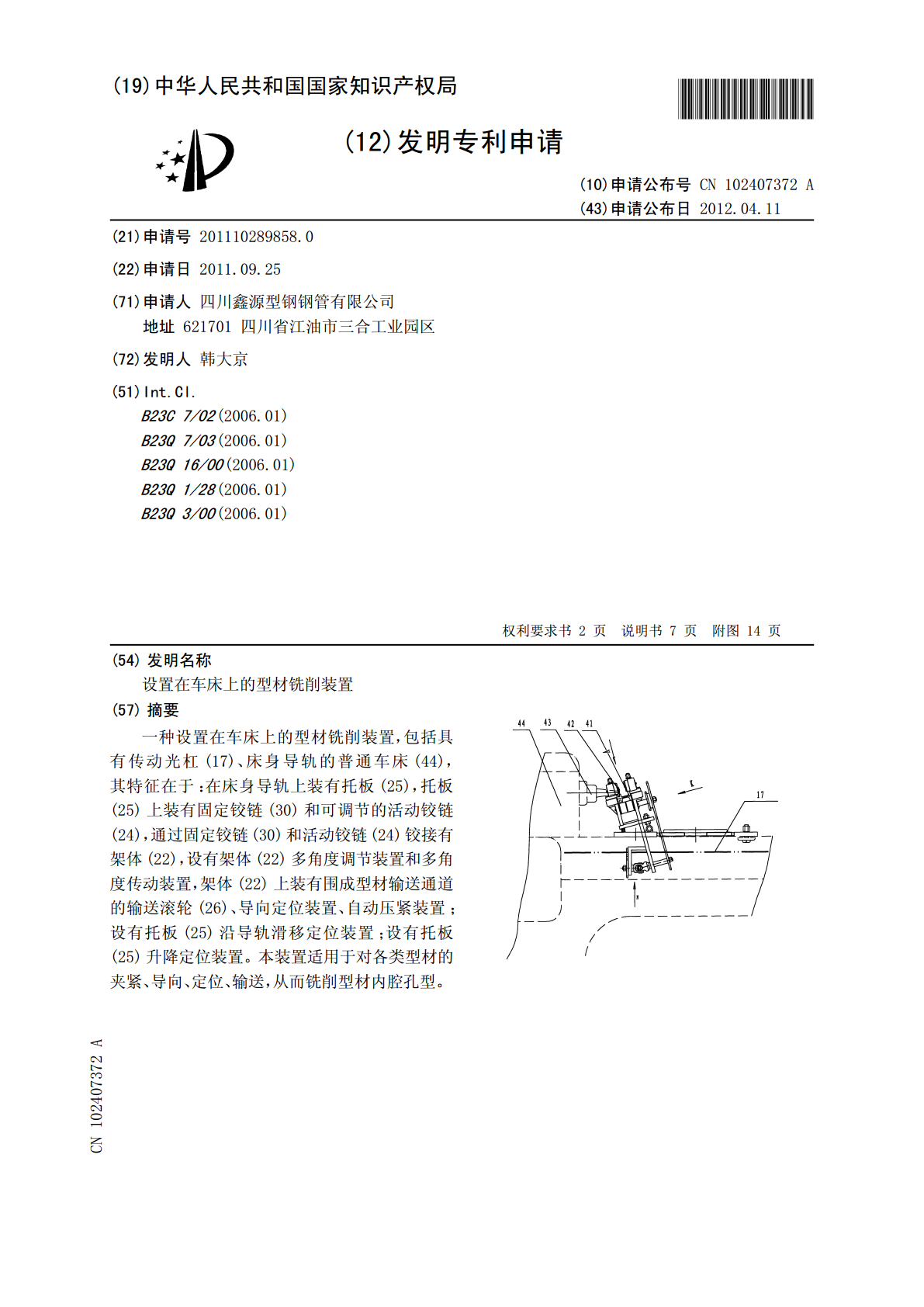
一种设置在车床上的型材铣削装置,包括具有传动光杠(17)、床身导轨的普通车床(44),其特征在于:在床身导轨上装有托板(25),托板(25)上装有固定铰链(30)和可调节的活动铰链(24),通过固定铰链(30)和活动铰链(24)铰接有架体(22),设有架体(22)多角度调节装置和多角度传动装置,架体(22)上装有围成型材输送通道的输送滚轮(26)、导向定位装置、自动压紧装置;设有托板(25)沿导轨滑移定位装置;设有托板(25)升降定位装置。本装置适用于对各类型材的夹紧、导向、定位、输送,从而铣削型材内腔孔

关于在车床上精密振动攻丝装置的试制与研究.docx
关于在车床上精密振动攻丝装置的试制与研究在现代制造业中,精度和效率是制造厂商不断争取的目标。精密振动攻丝装置是一种通过机床振动垂直于加工轴线方向的方法,对材料进行加工的装置。这种加工方式不仅可以提高加工效率,同时还可以提高加工精度。一、精密振动攻丝装置的设计精密振动攻丝装置包括振动源、振动传递和加工端等三部分。振动源通常采用静电驱动、电磁驱动、压电驱动等方式,将振动传递到加工端,并通过加工头完成对工件的加工。在设计中,要考虑振动频率、振幅和加工头的接触压力等因素。通常振动频率在100-500Hz左右,振幅

分度机构在车床上的应用.docx
分度机构在车床上的应用分度机构在车床上的应用摘要:近年来,随着工业制造技术的不断发展,车床作为一种重要的金属加工设备,广泛应用于各个工业领域。分度机构作为车床的一个重要组成部分,起到了至关重要的作用。本文将从分度机构的定义、分类以及在车床上的应用等方面展开论述,旨在更好地理解分度机构的作用,提高车床的加工效率和质量。1.引言车床是一种用于金属加工的工具机,具有旋转工作台和切削工具,通过工件和刀具之间的相对运动来完成加工。在车床加工过程中,为了实现对工件进行精确和复杂的加工,需要使用到各种辅助装置,其中分度

砂轮磨削在车床上的应用.docx
砂轮磨削在车床上的应用砂轮磨削在车床上的应用引言:砂轮磨削作为一种常见的金属加工工艺,具有广泛的应用领域,包括汽车工业、航空航天、机械制造等。其中,在车床加工过程中,砂轮磨削起着至关重要的作用。本论文将讨论砂轮磨削在车床上的应用,包括砂轮磨削的原理、优点和不足,以及在车床加工过程中的应用案例和技术要点。一、砂轮磨削的原理砂轮磨削是通过旋转砂轮来切削金属工件表面的加工方法。具体原理如下:1.砂轮选择:根据工件材质、精度要求和切削性能等因素,选择合适的砂轮进行磨削。常见的砂轮有刚玉砂轮、碳化硅砂轮等。2.砂轮

在车床上的合理加工方法.docx
在车床上的合理加工方法车床加工是一种常见的机械加工方法,用于将工件加工成旋转对称的零件。在车床上进行合理的加工方法是提高加工效率和保证加工质量的关键。本文将从刀具选择、加工参数确定、切削液选用及加工策略等方面探讨车床上的合理加工方法。一、刀具选择在车床上进行加工时,刀具是实现加工目标的关键。合理选择刀具能够提高切削效率和延长刀具寿命。通常根据加工材料的性质和形状要求来选择合适的刀具。1.材料选择。对于切削性能较好的材料,可以选择硬质合金刀具;对于切削性能较差的材料,可以选择高速钢刀具。此外,对于高硬度的工