
砂轮气流场辅助注入磨削液的方法及装置.pdf

秋花****姐姐

1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

砂轮气流场辅助注入磨削液的方法及装置.pdf
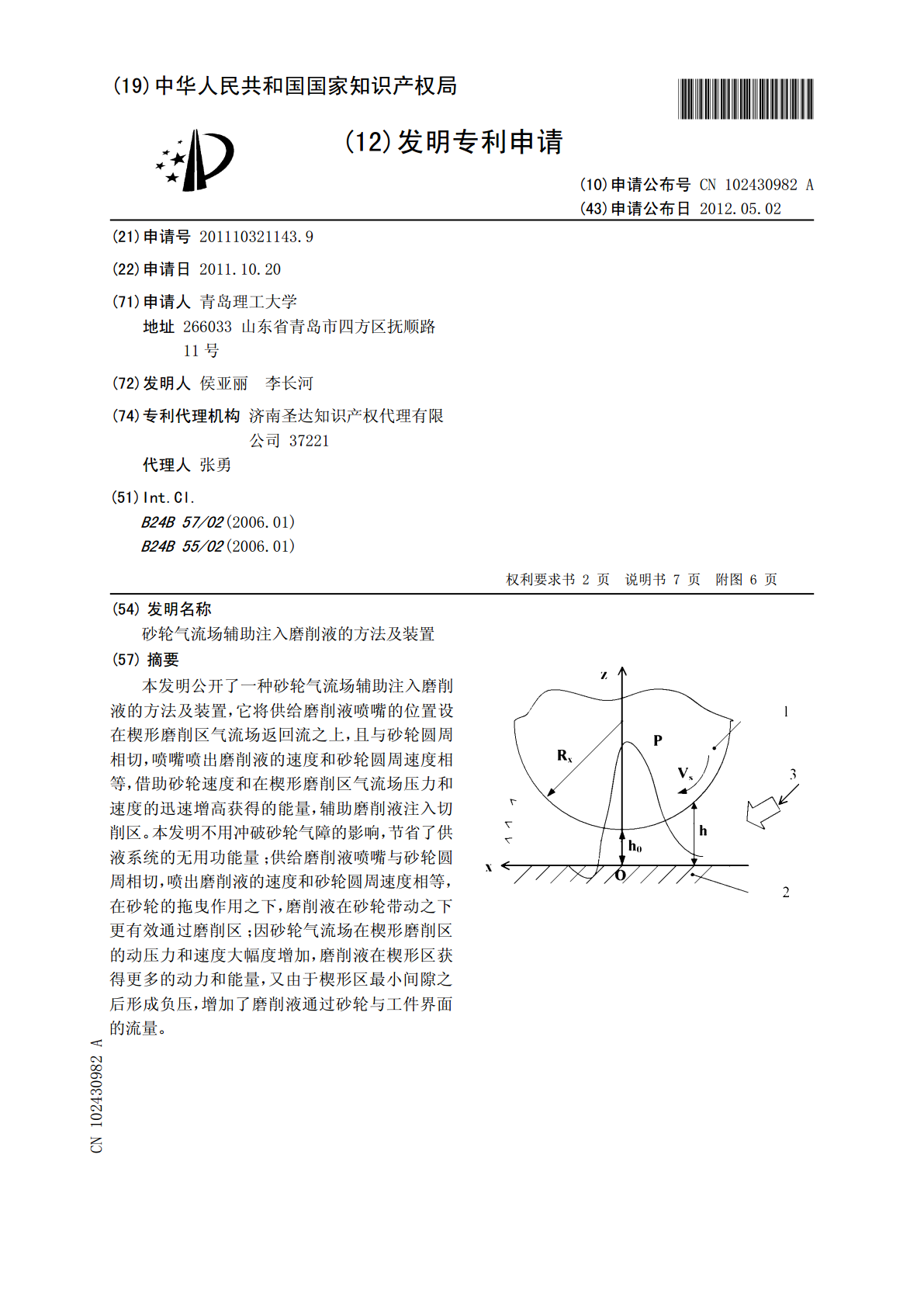
本发明公开了一种砂轮气流场辅助注入磨削液的方法及装置,它将供给磨削液喷嘴的位置设在楔形磨削区气流场返回流之上,且与砂轮圆周相切,喷嘴喷出磨削液的速度和砂轮圆周速度相等,借助砂轮速度和在楔形磨削区气流场压力和速度的迅速增高获得的能量,辅助磨削液注入切削区。本发明不用冲破砂轮气障的影响,节省了供液系统的无用功能量;供给磨削液喷嘴与砂轮圆周相切,喷出磨削液的速度和砂轮圆周速度相等,在砂轮的拖曳作用之下,磨削液在砂轮带动之下更有效通过磨削区;因砂轮气流场在楔形磨削区的动压力和速度大幅度增加,磨削液在楔形区获得更多

利用砂轮气流场在线检测砂轮磨损的方法和装置.pdf
本发明涉及一种利用砂轮气流场在线检测砂轮磨损的方法和装置,采用压力传感器实时在线检测砂轮表面气流场的动压力;通过气流场动压力的变化分析计算得到磨削过程中砂轮的磨损量,进而得到砂轮的补偿进给量,然后通过数控机床系统发出补偿进给指令,完成砂轮的补偿进给;利用微调机构在砂轮补偿进给后对传感器的位置进行微调,保证气流场压力的检测的灵敏性与精确度。本发明适用范围比较广,避免了使用磨削液湿磨加工中,磨削液对信号采集造成的不利影响;采用差动螺旋机构作为微调机构,在砂轮补偿进给后可以调整压力传感器与砂轮之间的间隙,保证了

一种激光辅助砂轮端面干磨削的方法及装置.pdf
本发明公开了一种激光辅助砂轮端面干磨削的方法及装置,本发明采用激光辅助砂轮端面干磨削的方法,其主要原理是激光束在待加工表面高速螺旋回转,对待加工材料预热,使待磨削材料在短时间内迅速升温软化,降低表面维氏硬度。激光辅助砂轮端面干磨削通过对难切削材料进行预热,一方面可以降低材料的屈服强度,减少加工过程中砂轮的磨损,另一方面可以减少砂轮与工件的冲击,改善加工表面质量,延长砂轮使用寿命,减少表面烧伤,提高加工效率。
内孔沟槽超声振动辅助砂轮磨削加工装置及方法.pdf
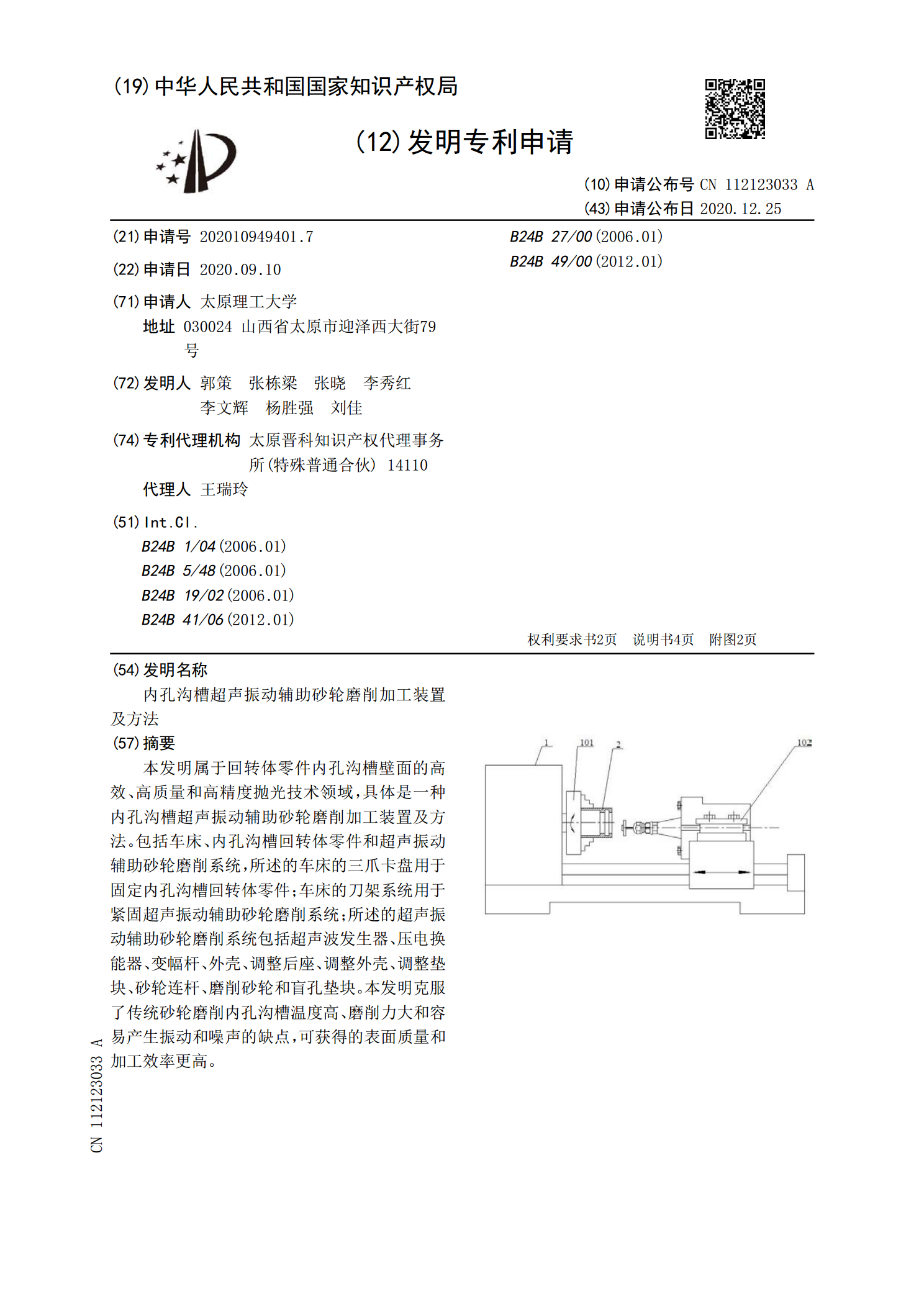
本发明属于回转体零件内孔沟槽壁面的高效、高质量和高精度抛光技术领域,具体是一种内孔沟槽超声振动辅助砂轮磨削加工装置及方法。包括车床、内孔沟槽回转体零件和超声振动辅助砂轮磨削系统,所述的车床的三爪卡盘用于固定内孔沟槽回转体零件;车床的刀架系统用于紧固超声振动辅助砂轮磨削系统;所述的超声振动辅助砂轮磨削系统包括超声波发生器、压电换能器、变幅杆、外壳、调整后座、调整外壳、调整垫块、砂轮连杆、磨削砂轮和盲孔垫块。本发明克服了传统砂轮磨削内孔沟槽温度高、磨削力大和容易产生振动和噪声的缺点,可获得的表面质量和加工效率

磨削砂轮及磨削装置.pdf
本发明的课题在于提供在将磨削砂轮安装到了旋转轴上时圆板构件的周向的相位与规定的相位相一致的磨削砂轮及磨削装置。磨削砂轮(1)具有圆板构件(10)和突出设置于圆板构件(10)的侧面的砂轮构件(20),在圆板构件(10)上,在以圆板构件(10)的中心(P)为圆心的圆周上等间隔地配置奇数个第一安装孔(11),并且在以圆板构件(10)的中心(P)为圆心的圆周上等间隔地配置除了第一安装孔(11)的个数的偶数倍的个数之外的、偶数个第二安装孔(12)。磨削装置具有磨削砂轮(1)和用于供上述磨削砂轮(1)安装的旋转轴,在