
一种焊接坡口仿形加工装置.pdf

明钰****甜甜


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种焊接坡口仿形加工装置.pdf
一种气割设备,具体来说涉及气割圆形和非直线形接边的一种焊接坡口仿形加工装置,所述的气割枪横杆(4)垂直固接在半自动小车(1)的一侧的后部,气割枪横杆(4)上装有气割枪调整块(5),在气割枪调整块(5)上装有气割枪(6),与气割枪横杆(4)的同侧,半自动小车(1)的前部固接有靠轮横杆(7),靠轮横杆(7)上安装有靠轮调整块(9),靠轮调整块(9)上安装有靠轮竖杆(8),在靠轮竖杆(8)的下端装有靠轮(10),所述的靠轮(10)的圆周紧靠着待加工焊接坡口零件(11)的接边上,所述的导向轮(3)转向远离接边方向
一种复杂曲面焊接坡口加工装置.pdf
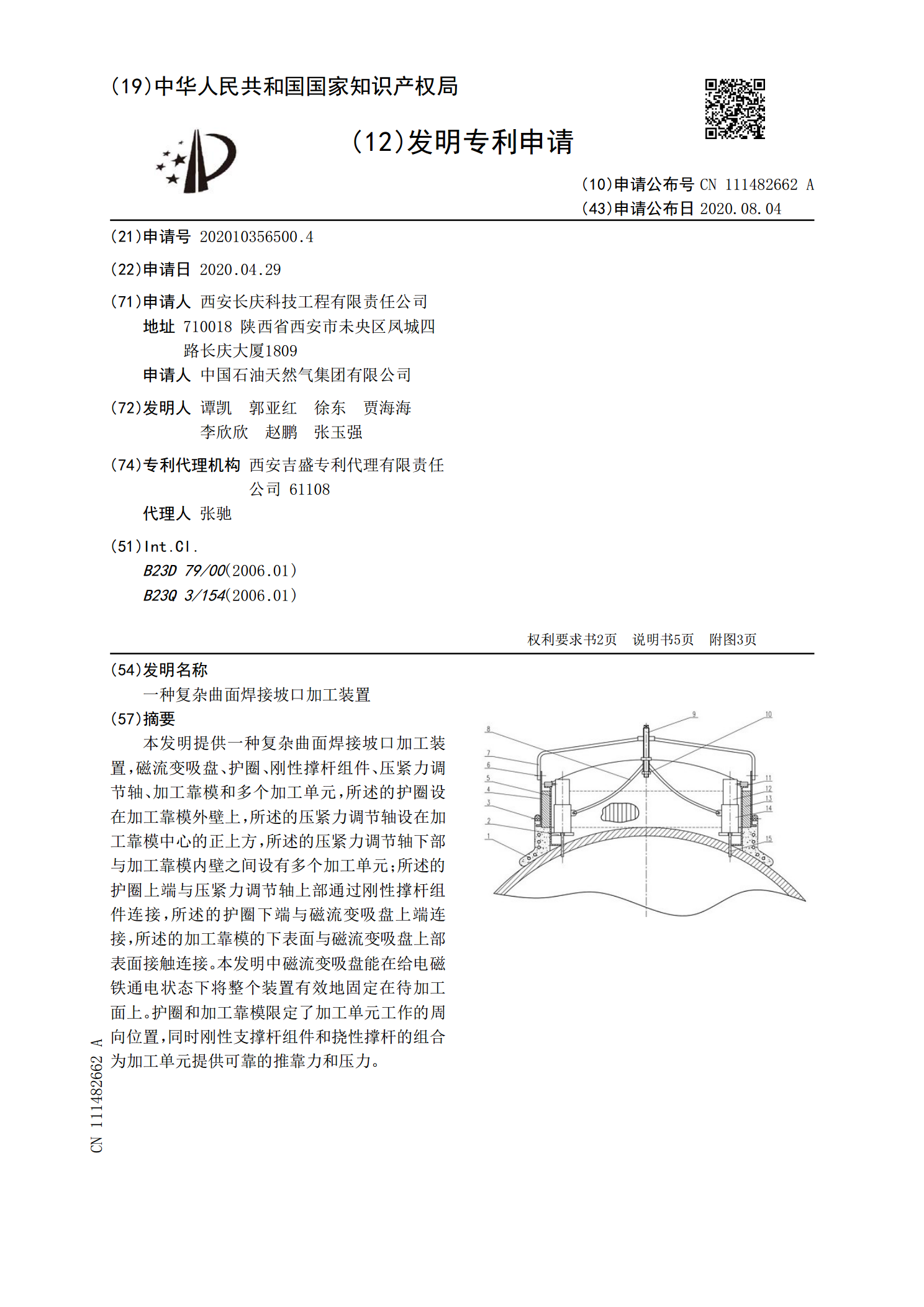
本发明提供一种复杂曲面焊接坡口加工装置,磁流变吸盘、护圈、刚性撑杆组件、压紧力调节轴、加工靠模和多个加工单元,所述的护圈设在加工靠模外壁上,所述的压紧力调节轴设在加工靠模中心的正上方,所述的压紧力调节轴下部与加工靠模内壁之间设有多个加工单元;所述的护圈上端与压紧力调节轴上部通过刚性撑杆组件连接,所述的护圈下端与磁流变吸盘上端连接,所述的加工靠模的下表面与磁流变吸盘上部表面接触连接。本发明中磁流变吸盘能在给电磁铁通电状态下将整个装置有效地固定在待加工面上。护圈和加工靠模限定了加工单元工作的周向位置,同时刚性

一种海底管线焊接用坡口加工装置.pdf
本发明涉及海底管线焊接处理技术领域,尤其是一种海底管线焊接用坡口加工装置,包括底座和机架,底座顶端设置有槽体,底座顶部固定安装有两个对称设置的滑道,两个滑道内设置有第一电机,第一电机两侧均固定安装有滑块,底座上固定安装有第一油缸,第一电机的输出轴端固定安装有第一转轴,第一转轴上固定安装有刀架,刀架上固定安装有刀具;管件下端插入槽体内并被固定,启动第一电机带动第一转轴转动,同时第一油缸带动第一电机向上移动,从而进行管件的坡口加工,由于在切削过程均在槽体内部进行,管件上掉落的金属碎屑均会留存在槽体内,可避免金

管道焊接坡口加工装置(坡口机)的设计-调研报告.pdf
管道焊接坡口加工装置设计调研报告班级:机0205姓名:刘子强指导老师:王科社一、坡口机的研究概况在管道铺设或管接修复过程中,需要对管道进行切割/开坡口作业,以便进行焊接。切割/坡口机是管道换接修复过程中不可缺少的专业设备,它所涉及的各项技术在国外有成形产品出售。我国的产品多数为模仿国外制造。国外具有代表性的坡口机产品有以下几种。1、火焰切割/坡口机美国H&M公司生产两种火焰切割/坡口机(如右图所示):钢带式火焰切割和坡口机采用铝制机身,重量轻,适合现场切割管道,坡口机的导轨采用不锈钢凸缘导轨,(钢带通过搭

一种直动式管状件焊接坡口加工装置.pdf
本发明涉及一种直动式管状件焊接坡口加工装置,属于机械加工领域。本发明的坡口加工装置,包括驱动箱、转盘、随动刀具、夹紧装置;随动刀具中刀具座的左侧与连接座导轨连接,刀具座底部与连接座通过弹簧相连,刀具座的右侧通过随动轴轴承连接随动轮;刀具座的上部固定倒棱刀;倒棱刀前端刀刃与随动轮圆柱段母线所成角度相匹配于管状件焊接坡口的加工角度;驱动箱的驱动轴前端固定转盘,转盘的前侧板面上连接有圆周分布的随动刀具,管状工件通过夹紧装置固定在随动刀具相对一侧。本发明的坡口加工装置,刀具装配简单,操作方便,通过直动式随动刀具保